Дипломная работа: Термическое отделение для непрерывного отжига металла
Дипломная работа: Термическое отделение для непрерывного отжига металла
СОДЕРЖАНИЕ
АННОТАЦИЯ.. 7
ANNOTATION.. 7
1. ОБЩАЯ ЧАСТЬ. 8
ВВЕДЕНИЕ. 8
1.1 Патентный поиск. 9
1.2 Обоснование строительства отделения. 10
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ. 12
2.1 Выбор марок сталей. 12
2.2 Влияние легирующих элементов. 14
2.3 Технико-экономическое обоснование выбранной технологии. 15
2.4 Технологический процесс. 16
2.4.1 Технологическая характеристика агрегата непрерывного отжига. 17
2.5 Состав и описание оборудования агрегата непрерывного отжига. 18
2.5.1 Оборудование входной части АНО.. 18
2.5.2 Оборудование печной части АНО.. 19
2.5.3 Оборудование выходной части АНО.. 22
2.6 Технологические процессы в линии агрегата непрерывного отжига. 22
2.6.1 Обработка полосы во входной части АНО.. 22
2.6.2 Термическая обработка стали. 25
2.6.3 Обработка проката в выходной части АНО.. 29
2.6.4 Технические требования на готовую продукцию.. 30
3. РАСЧЕТ ОБОРУДОВАНИЯ И ПРОЕКТИРОВАНИЕ ОТДЕЛЕНИЯ.. 32
3.1 Технико-экономическое обоснование основного, дополнительного и вспомогательного оборудования. 32
3.2 Тепловой расчет термоагрегата. 33
3.3 Расчет оборудования по нормам и укрупненным показателям. 37
3.4 Расчет ленточных элементов сопротивления. 39
3.5 Расчет производственных площадей. 41
3.6 Определение количества и типов приборов контроля. 42
4. СПЕЦИАЛЬНАЯ ЧАСТЬ. 46
4.1 Способы и методы цинкования. 46
4.2 Влияние химического состава стали, температуры и продолжительности цинкования на толщину, структуру и свойства покрытия. 48
4.3 Влияние химического состава расплава цинка на свойства цинковых покрытий 49
4.4 Современные агрегаты цинкования полосы.. 51
4.5 Покрытие стали 08Ю методом горячего цинкования. 54
4.6 Обработка хромированием погружных роликов. 55
4.7 Факторы, влияющие на внешний вид покрытия. 57
4.8 Обработка хромированием погружных роликов. 59
5. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ.. 62
6. ОРГАНИЗАЦИЯ ТРУДА И УПРАВЛЕНИЕ ОТДЕЛЕНИЕМ.. 67
7. ЭКОНОМИЧЕСКАЯ ЧАСТЬ. 69
7.1 Расчет капитальных вложений основных фондов. 69
7.2 Расчет капитальных вложений в нормируемые оборотные средства. 75
7.3 Энергетика отделения и расчет вспомогательных материалов для технологических нужд. 76
7.4 Штаты термического участка. 77
7.4.1 Баланс использования рабочего времени. 79
7.4.2 Определение численности рабочих. 81
7.5 Расчет ФЗП, ФМП, среднего заработка рабочих. 82
7.6 Определим фонд заработной платы ИТР. 85
7.7 Себестоимость термической обработки. 90
7.8 Расчет экономической эффективности. 92
8. БЕЗОПАСНОСТЬ ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ.. 94
8.1 Микроклимат производственных помещений. 94
8.2 Производственное освещение. 96
8.3 Электробезопасность. 97
8.4 Пожарная безопасность. 98
9. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ.. 101
9.1 Охрана воздушной среды.. 101
9.2 Охрана поверхностных и подземных водоисточников. 102
БИБЛИОГРАФИЧЕКИЙ СПИСОК.. 105
АННОТАЦИЯ
В данной дипломном проекте спроектировано термическое отделение для непрерывного отжига автолистовой стали с последующим цинкованием с годовой программой 400000 тонн. Приведены описания технологических процессов, технические характеристики агрегатов.
ANNOTATIONThis graduation work gives an attempt to project thermal department for non-stop annealing of steel for automobile industry with succeeding zinc and the volume of production 400000 tons a year. The work contains descriptions of technological processes and technical characteristics of aggregates.
1. ОБЩАЯ ЧАСТЬ ВВЕДЕНИЕ
Термическое отделение для непрерывного отжига металла заканчивает собой комплексную технологию производства автолистовой стали. Из термического отделения готовая продукция поступает на автомобильные заводы страны и за рубеж.
ОАО «НЛМК» является основным поставщиков автолиста для таких заводов как ГАЗ, ВАЗ и др. Поступая к потребителю, автолист должен иметь определенные физические свойства, получаемые путем термической обработки. Строительство термического отделения непрерывного отжига стальных полос необходимо в системе листопрокатного производства, чтобы завершить цикл получения автолиста.
Защита металлических изделий от коррозии имеет большое народнохозяйственное значение, обеспечивая долговечность и надёжность изделий.
Горячее цинкование является наиболее распространённым способом защиты чёрных металлов от атмосферной и водной коррозии. Причем цинковое покрытие, нанесенное в расплавленном виде, металлизацией или электроосаждением, имеет одинаковую скорость коррозии. Слой сплава железа с цинком в покрытии, полученном горячим способом, коррозирует гораздо медленнее, чем чистый цинк. Цинк образует анод в соединении со сталью и обеспечивает ее эффективную протекторную защиту на довольно большой площади основного металла, подверженного коррозии. Например, на участке стального листа с цинковым покрытием диаметром 12 мм не было обнаружено заметной коррозии под воздействием атмосферных условий даже по прошествии семи лет.
1.1 Патентный поиск
В данном разделе предоставлены патентные проработки за последние годы с целью обосновать строительство данного отделения, а также для научно-технического обоснования выбранной технологии.
Таблица 1
Патентные проработки и изобретения
| Страна, номер патента | МПК | Наименование патента, авторы, дата опубликования | Краткое содержание, основные положения | ||||
| 1 | 2 | 3 | 4 | ||||
| США 5997664 | С 21 D 11/00 |
Способ производства оцинкованных стальных листов. Method for producing galvanized steel sheet. NKK Corp., Tahara Kenji, Inagaki Junichi, Watanabe Toyofumi, Yamashita Masaaki. Опубликовано 07.12.1999. |
Слябы из стали, содержащей (вес. %): £0,004 C; £0,004 N; 0,001−0,15 Ti; £0,05 Si; £2,5 Mn; £0,1 P; £0,015 S; 0,02−0,1 Al; нагревают и выдерживают ³30 мин., подвергают горячей прокатке; сматывают раскат при 500−700° С. Обжатие при холодной прокатке ³60%. Ре-кристаллизационный отжиг при температуре превращения Ас3. Нанесение цинкового покрытия и термообработка при 450−600° С. В этом интервале достигается наилучшее состояние поверхности листов. |
||||
| Германия 19745132 | С 23 C 2/20 |
Способ и устройство для нанесения покрытия на металлическую полосу. Verfahren und Einrichtung zum Bechichten eines Metallbades. Schlechter Wilfried; Siemens AG. Опубликовано 15.04.1999. |
Способ покрытия металлической полосы, проходящей через ванну с покрывным металлом, преимущественно цинком, при котором часть покровного металла после выхода полосы из ванны сдувается воздухом, выходящим минимум из одного сопла, отличается тем, что толщина металлического покрытия на металлической полосе регулируется изменением давления в соплах. | ||||
|
1 | 2 | 3 | 4 | |||
|
Франция 2776672 | С 23 C 2/12 |
Способ цинкования стальных листов. Procede de galvanization de toies d’acier. Schmitz Thierry; Elektrono Recherche. Опубликовано 01.10.1999. |
Предварительная ванна цинкования содержит 300−350г/л ZnCl2 и 100−150 г/л NH4Cl. Температура раствора порядка 38° С. После образования промежуточного слоя металл погружают в расплав Zn, содержащий 0,05−0,20%Al. Температура расплава 440−450° С. Получаемое однородное покрытие имеет толщину 10−40 мкм. |
|||
|
ЕПВ 0852264 | С 22 С 18/04 |
Цинковые сплавы для покрытия железистых материалов с целью защиты от коррозии. Zinc alloys yielding anticorrosive coatings on ferrous materials. Pedro Miguel, Bernal Ferrero Manuel;Induatrial Galvanizadora S.A. Опубликовано 08.07.1998. |
Предложен новый сплав для цинкования стали, обеспечивающий лучшее сопротивление коррозии благодаря особой структуре слоя покрытия. Сплав содержит 98% Zn, Al и по крайней мере один из следующих элементов: Cr, Ni, V в количестве до 1,75%. | |||
1.2 Обоснование строительства отделения
Строительство такого отделения необходимо для термической обработки холоднокатаного автолиста.
Большая часть тонколистовой продукции из малоуглеродистых кипящих, полуспокойных и спокойных сталей отжигают в рулонах в садочных колпаковых печах. Но этот способ отжига имеет ряд недостатков: длительный производственный цикл; неоднородность свойств и структуры отожженного металл; неудовлетворительное качество продукции (в основном поверхности); травмирование материалов при отжигах и недостаточная степень механизации и автоматизации процессов; большая цеховая площадь. К тому же при садочном отжиге очень трудно получать заданные стабильные свойства металла и приходиться сортировать продукцию по результатам отжига.
Непрерывный отжиг не имеет перечисленных недостатков и выгодно отличается от садочного возможностью совмещения с отжигом всех операций отделки холоднокатаной полосы в одной высокопроизводительной автоматизированной поточной линии. Внедрение агрегатов непрерывного отжига и отделки низколегированной холоднокатаной полосы позволяет обеспечить: стабильность получения свойств металла высокого однородного качества по механическим свойствам, структуре; исключение многих вспомогательных и транспортных операций и травмирования металла; сокращение площади цеха и уменьшение обслуживающего персонала.
Термообработка в агрегате непрерывного отжига позволяет достичь непрерывности процесса прокатного производства, уменьшение времени термообработки и повышение качества продукции.
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Выбор марок сталей
Для производства проката, обрабатываемого в линии агрегата непрерывного отжига, служат малоуглеродистые стали О8Ю, О8пс (ГОСТ 9045-80), О8пс (ГОСТ 16523-70), а также низколегированные конструкционные стали.
Отжигу в агрегате непрерывного отжига подвергается холоднокатаный металл толщиной 0,35−2,0 мм, шириной 900−1500 мм. Холоднокатаная полоса должна отвечать многим требованиям в отношении химического состава, качества поверхности и точности размеров полосы, микроструктуры, механических свойств.
Способность стали к вытяжке оценивается глубиной сферической лунки (по Эриксену). Для листов толщиной 0,4−2,0 мм глубина лунки равна соответственно: весьма глубокой вытяжки (ВГ) − 8,6−12,1 мм; сложной вытяжки (СВ) − 8,8−12,2 мм; особо сложной вытяжки (ОСВ) − 9,0−12,4 мм; весьма особо сложной (ВОСВ) − 9,3−12,5. При этом: твердость листов HBR 48−46; предел текучести s т = 206−186 МПа (для категорий СВ-ВОСВ); нижний предел для предела прочности s в = 255 МПа, верхний – снижается по категориям ВГ-ВОСВ от 363 до 323 МПа. Величина относительного удлинения s у при этом для минимальной толщины листа 0,5−1,5 мм составляет от 34 до 40%, для максимальной толщины 2−3 мм составляет 38−42%.
Помимо механических свойств, ГОСТ 9045 содержит требования к микроструктуре, детализованные по категориям вытяжки (величина ферритного зерна, балл цементита). Но на практике реальная структура холоднокатаного отожженного металла все более отдаляется от установленных показателей. После непрерывного отжига сталь О8Ю имеет ферритную основу с равноосными зернами, вместо структурно-свободного цементита образуются в основном участки высокодисперсного перлита. Микроструктура малоуглеродистых листов для глубокой вытяжки состоит в основном из феррита и цементита; равномерное распределение цементита в основной ферритной составляющей обеспечивает хорошую склонность стали к вытяжке. Лучше всего, когда ферритные зерна в металле имеют вытянутую форму, что достигается в сталях для глубокой вытяжки, успокоенных алюминием. Зерна такой формы обеспечивает большее сопротивление металла уменьшению толщины материала штамповки, что способствует достижению более значительной степени деформации.
Необходимо учитывать требования к качеству поверхности. Поверхность листов должна быть ровной, гладкой и чистой, без больших поверхностных дефектов, которые ухудшают качество поверхности штамповки, и влияя как надрез, снижают прочность материала. Поверхность полосы должна быть блестящей или матовой, но на ней не должны быть плены, трещины, закатанная окалина, отпечатки и надавы от валков, пузыри, раковины, складки, порезы и различные несплошности материала, а также неметаллические включения.
Химический состав сталей О8ПС, О8Ю приведен в таблице и соответствует ГОСТ 9045-80.
Таблица 2
Химический состав сталей О8ПС, О8Ю (ГОСТ 9045-80)
| Способ-ность к вытяжке | Марка стали | Массовая доля элементов, % | |||||||||||
| С, не более | Mn | Al | Si | S | P | Cr | Ni | Cu |
N2 |
||||
| не более | |||||||||||||
| ВОСВ | О8Ю | 0,04 | 0,15-0,22 | 0,03-0,06 | 0,02 | 0,018 | 0,02 | 0,03 | 0,06 | 0,06 | 0,004 | ||
| ОСВ | О8Ю | 0,05 | 0,15-0,22 | 0,03-0,06 | 0,02 | 0,020 | 0,02 | 0,03 | 0,06 | 0,06 | 0,005 | ||
| СВ | О8Ю | 0,07 | 0,15-0,35 | 0,03-0,06 | 0,03 | 0,025 | 0,02 | 0,04 | 0,10 | 0,15 | 0,006 | ||
| ВГ | О8Ю | 0,07 | 0,15-0,25 | 0,03-0,06 | 0,03 | 0,025 | 0,02 | 0,04 | 0,10 | 0,15 | 0,006 | ||
| ВГ | О8ПС | 0,09 | 0,15-0,35 | 0,025-0,07 | 0,04 | 0,030 | 0,025 | 0,10 | 0,10 | 0,15 | 0,006 | ||
2.2 Влияние легирующих элементов
Влияние углерода. Углерод − это основной легирующий элемент, оказывающий влияние на свойства стали, прежде всего механические, так как углерод оказывает упрочняющие действие на сталь, то для достижения оптимальных прочных и пластических свойств, удовлетворяющих штамповке с различной категорией вытяжки, его содержание ограничивают.
Влияние марганца. Марганец увеличивает прочностные свойства материала, поэтому его присутствие в сталях необходимо для связи серы в пластически деформируемые соединения марганца. Марганец увеличивает способность к глубокой вытяжке, однако не следует превышать верхнюю границу содержания марганца, иначе повышается прочность материала, что нежелательно.
Влияние алюминия. Алюминий вводится с цель, чтобы имеющийся азот был связан в нитриды. Увеличение содержания алюминия в стали О8Ю от 0,02 до 0,07% приводит к увеличению прочностных свойств и измельчению зерна феррита.
Все остальные элементы, присутствующие в стали О8Ю в небольших количествах, попадают в основном из скрапа. Хром и никель в малых количествах не оказывают влияние на свойства стали и являются примесями. Нежелательно содержание меди выше допустимых пределов, так как в стали присутствует определенное количество олова, которое, взаимодействуя с медью, отрицательно влияет на качество поверхности материала при прокатке.
Сера и фосфор являются вредными примесями, их содержание строго нормируется. Сернистые включения сильно ухудшают механические свойства, особенно вязкость и пластичность, ухудшают свариваемость коррозийную стойкость. Фосфор увеличивает прочность и ухудшает способность стали к вытяжке. Из газов наиболее вредное влияние оказывает азот, который влияет на старение стали и образует неметаллические включения. Содержание азота в стали О8Ю не должно превышать 0,008%.
Механические свойства стали О8Ю представлены в таблице 3.
Таблица 3
Механические свойства стали О8Ю
| ГОСТ | Состояние поставки |
s 0,2 |
s 6 |
s 4 |
НRB | ||
|
МПа, не более | %, не менее | |||||
| 9045-80 | Лист термообработанный для сложной вытяжки (СВ) | 205 | 255−350 | 34−38 | 48 | ||
|
Для особо сложной вытяжки (ОСВ) | 195 | 255−320 | 36 | 46 | ||
| Для весьма особо сложной вытяжки (ВОСВ) | 185 | 255−320 | 40 | 46 | |||
Технологические свойства. Температура ковки, °С: начала 1250, конца 850. Свариваемость − сваривается без ограничений. Способы сварки: РДС, АДС под флюсом и газозащитной, КТС, АрДС. Флокеночувствительность − не чувствительна. Склонность к отпускной хрупкости − не склонна.
2.3 Технико-экономическое обоснование выбранной технологии
Непрерывный отжиг листового проката имеет большие технологические преимущества в отношении производительности процесса, качества поверхности и однородности свойств металла. В основе технологии непрерывной термообработки тонкого листа лежат процессы нагрева и охлаждения полосы, позволяющие изменять температурно-кинетические параметры несравненно шире, чем при колпаковом отжиге. Это обеспечивает большую гибкость управления структурой в условиях различных режимов разупрочняющей и упрочняющей обработки для получения широких пределов свойств, зачастую недостижимых при отжиге листа в садке. Термообработка полосы в колпаковых печах является самой длительной операцией. Кроме того, очистку поверхности и следующие за термообработкой дрессировку и контроль качества полосы выполняют отдельно, что требует дополнительного времени, больших производственных площадей, операций по размотке и смотке полосы, а также транспортировке рулонов от одного технологического участка к другому. Длительность всего процесса − подготовки поверхности полосы, термической обработки, дрессировки и контроля составляет около десяти суток, причем примерно половина этого времени расходуется на термическую обработку. Агрегат непрерывного отжига совмещает все операции, применяемые на после холодной прокатки. К тому же значительно сокращается длительность термической обработки, которая равна десяти минутам. Проведение отжига в колпаковых печах требует огромные производственные площади, большой штат обслуживающего персонала, а также громоздкое транспортное оборудование. Агрегат непрерывного отжига занимает почти вполовину меньше площади, у него ниже расход электроэнергии. Вместо отделения отжига конструкционного листа с 200−300 стендами колпаковых печей можно установить 2−3 линии непрерывной термической обработки. Производственная мощность линии непрерывной термической обработки равна 500000 т в год. Готовая продукция отличается большой равномерностью свойств по длине и ширине полосы, высокими механическими свойствами, чистотой поверхности.
2.4 Технологический процесс
Маршрутная технология изготовления стали О8Ю.
1.Выплавка стали в ККЦ-2 в сталеплавильных агрегатах − кислородных конвекторах.
2.Горячая прокатка слябов на широкополосном стане 2000 в ПГП.
3.Травление горячекатаной полосы в ПХПП.
4.Холодная прокатка травленой ленты в ПХПП.
5.Рекристаллизационный отжиг в печах «Стальпроект» в условиях ПХПП.
6.Дрессировка отожженной полосы на дрессировочном стане в ПХПП.
Технологический процесс производства в цехе холодной прокатки.
Технологический процесс производится в ПХПП по двум схемам: первая − отжиг производится в АНО, вторая − в колпаковых печах.
Рассмотрим первую схему:
1.Очистка от окалины горячекатаных полос на непрерывно-травильном агрегате.
2.Холодная прокатка горячекатаной травленой полосы на непрерывном пятиклетьевом стане бесконечной прокатки.
3.Обработка полосы во входной части АНО, которая включает в себя обрезку и сварку полос, очистку и промывку полосы в секции очистки № 1.
4.Термообработка холоднокатаной полосы, во время которой полоса последовательно проходит секцию нагрева, секцию выдержки, секцию газоструйного охлаждения, секцию повторного нагрева, секцию перестаривания, секцию ускоренного охлаждения и секцию воздушного охлаждения. Пред секцией повторного нагрева полоса проходит секцию очистки № 2.
5.Обработка полосы в выходной части АНО, а именно: дрессировка в дрессировочной клети, порезка полосы и смотка в рулоны.
6.Отгрузка потребителю готовой продукции.
2.4.1 Технологическая характеристика агрегата непрерывного отжига
Агрегат непрерывного отжига (АНО) предназначен для проведения светлого рекристаллизационного отжига холоднокатаной полосы из конструкционной стали в атмосфере азотного защитного газа (95% азота и 5% водорода).
Краткая техническая характеристика АНО:
1.Общая длина − 298,5 м.
2.Минимальная скорость полосы − 30 м/мин.
3.Максимальная скорость полосы: входная часть − 300 м/мин, средняя (печная) часть − 220 м/мин, выходная часть − 300 м/мин.
4.Максимально допустимая температура в печных секциях не должна превышать следующих значений: секция нагрева − 900° С; секция выдержки − 880° С; секция газового охлаждения − 780° С; секция повторного нагрева − 900° С; секция перестаривания − 500° С; секция быстрого охлаждения − 300° С.
5.Рулоны, поступающие на обработку в АНО, должны быть следующих размеров:
внутренний диаметр рулонов − 600±5 мм;
наружный диаметр рулонов − 1100−2200 мм;
толщина полосы − 0,4−2,0 мм;
ширина полосы − 900−1500 мм.
2.5 Состав и описание оборудования агрегата непрерывного отжига
2.5.1 Оборудование входной части АНО
В состав оборудования входной части входит:
— приемные стеллажи;
— передвижные тележки;
— устройство для удаления обвязочной ленты;
— устройство для измерения диаметров рулонов;
— разматыватели;
— центрирующие устройства;
— прижимные, направляющие, текущие, центрирующие и натяжные ролики;
— гильотинные ножницы;
— устройство для уборки обрези;
— сварочная машина;
— система очистки и промывки полосы;
— система отсоса паров;
— вентиляционная система;
— сушилка;
— входное петлевое устройство.
2.5.2 Оборудование печной части АНО
В состав оборудования входит:
— секция нагрева;
— секция выдержки;
— секция газового охлаждения;
— секция ускоренного охлаждения;
— секция повторного нагрева;
— секция перестаривания;
— секция воздушного охлаждения;
— система промывки и очистки полосы;
— система отсоса паров;
— вентиляционная система;
— отжимные, центрирующие, натяжные ролики;
— система автоматического центрирования полосы;
— система сжигания природного газа;
— система подачи воздуха на горения;
— система контроля и регулирования технологических процессов;
— система защиты и сигнализации.
Все печные секции АНО представляют собой конструкцию, выполненную из газонепроницаемого кожуха, усиленного ребрами жесткости.
Секция нагрева служит для нагрева полосы до требуемой температуры. Каркас секции выполнен из листовой стали толщиной 6 мм. Секция разделена на два блока. В качестве футеровки применены жаропрочный теплоизоляционный кирпич, теплоизоляционный плавленый огнеупор, стекловолокнистые плиты, керамическое волокно. Секция имеет шесть зон нагрева. В качестве топлива используется природный газ с калорийностью 8300 ккал/м3. Газ сжигается в радиантных трубах с помощью горелок. Общее количество труб − 217. Тепловая мощность секции 287×105 ккал/ч. Каждая труба состоит из следующих конструктивных элементов герметичного сварного кожуха, главной горелки, вспомогательной горелки и рекуператора. Для предварительного нагрева (до 320° С) имеется 217 рекуператоров. Отработанный газ вытягивается эжекторами и через дымоходы выбрасывается за пределы цеха. Воздух для горения подается с помощью трех воздуходувок.
Для транспортировки полосы в секции установлено 19 роликов, выполненных из хромовой стали. Диаметр бочки роликов 850 мм, длина бочки − 1900 мм. От перегрева ролики защищены экранами.
Секция выдержки предназначена для поддержания температуры полосы на уровне, достигнутом в секции нагрева. Кожух секции аналогичен кожуху секции нагрева. Футеровка выполнена из стекловатных плит, керамического волокнистого материала, плавленого огнеупора. Футеровка защищена от разрушения плитами нержавеющей жаропрочной стали толщиной 1,5 мм. Секция обогревается 36-ю электронагревателями общей мощностью 940 кВт и разделена на две зоны нагрева. Для транспортировки полосы имеются 10 роликов.
Секция газового охлаждения служит для охлаждения полосы до температуры 500−600° С с помощью защитного газа, направляемого на полосу через цилиндрические сопла. Использованный газ вытягивается из секции в газопроводы с помощью четырех циркуляционных вентиляторов. Газопроводы оборудованы холодильниками защитного газа, при помощи которых отсасываемый из секции горячий газ охлаждается до температуры 200−400° С. В секции имеется три печных ролика для транспортировки полосы, а также 18 электронагревателей суммарной мощностью 450 кВт, которые используются для сушки и разогрева секции. На выходе из секции предусмотрено уплотнение специальной конструкции, создающее гидродинамический напор методом противотока азота.
Секция повторного нагрева служит для нагрева полосы до 200−500° С. Принцип работы и конструкция секции аналогичны секции нагрева. Печных роликов − 9 штук, диаметр бочки 1400 мм, радиантных труб с горелками − 100 штук.
Секция перестаривания служит для постепенного охлаждения полосы с помощью охлаждающих труб из хромоникелевой стали. Через трубы просасывается атмосферный воздух, который, нагреваясь, отбирает тепло от защитной атмосферы и от полосы. Количество труб − 28. Просасывание воздуха осуществляется с помощью четырех вентиляторов. В секции расположены 15 роликов с диаметром бочки 140 мм, длиной 1900 мм. Секция оборудована 14 смотровыми гляделками для наблюдения за полосой в печи.
Секция быстрого охлаждения служит для охлаждения полосы до температур, при которых исключено окисление поверхности полосы при ее выходе из секции. Охлаждение полосы производится с помощью защитного азотно-водородного газа, циркулирующего через 10 холодильников. Использованный для охлаждения полосы защитный газ вытягивается из секции с помощью 10 циркуляционных вентиляторов. Регулирование скорости охлаждения полосы производится путем пуска или остановки вентиляторов. В секции находятся 10 печных роликов их хромоникелевой стали. Для наблюдения за полосой имеются 6 гляделок и телевизионная установка.
Секция воздушного охлаждения предназначена для охлаждения полосы до температуры 20° С с помощью воздуха, забираемого вентиляторами из окружающего пространства. Скорость полосы 220 м/мин. Скорость охлаждения полосы регулируется дистанционно вручную задвижками подачи воздуха. В секции имеются 9 печных роликов с диаметром бочки 1400 мм и 10 вентиляторов.
2.5.3 Оборудование выходной части АНО
В состав оборудования выходной части входит:
— натяжное устройство;
— центрирующее устройство;
— выходное петлевое устройство;
— дрессировочная клеть;
— промасливающая машина;
— летучие ножницы;
— моталки;
— ленточные захлестыватели;
— тележки с подъемным столом;
— разгрузочные конвейеры;
— обвязочные машины;
— весы.
2.6 Технологические процессы в линии агрегата непрерывного отжига
2.6.1 Обработка полосы во входной части АНО
Прокатанные на непрерывном пятиклетьевом стане холодной прокатки «2030» поплавочно электромостовым краном рулоны устанавливают на загрузочные стеллажи № 1 и № 2 в позиции № 1. Затем рулоны тележками перемещают в позицию № 2, где производят удаление обвязочной ленты ручным способом, обеспечивающим сохранность металла от травмирования, даже производят измерение наружного диаметра. Данные измерений используют для центрирования рулонов по оси разматывателей при установке их на барабан. После измерения диаметра рулоны устанавливают на барабаны разматывателей и центрируют по оси линии отжига. Далее автоматически производится поиск переднего конца полосы с помощью датчика и определение, а именно отделение его от рулона с помощью отгибателей. Передача конца рулона через направляющие ролики в правильную машину. Заправка рулонов на разматыватели № 1 и № 2 и последующая обработка (обрезка) концов полос производится поочередно при работе одного из разматывателей.
Обрезка переднего и заднего концов полос производится автоматически в сдвоенных гильотинных ножницах. Количество резов определяется, исходя из длины некондиционных концевых участков холоднокатаного проката. Обрезанные концы полос с помощью уборочного устройства направляются в короб для обрези.
Сварка полос осуществляется на сварочной машине внахлест. Величина перекрытия концов полос 1,5−2,5 мм зависит от толщины свариваемых концов и устанавливается автоматически от ЭВМ. Скорость сварки двухступенчатая − 6,6 м/мин и 10 м/мин. Пред сваркой концы полос центрируются с помощью центрирующего устройства и обрезаются на встроенных ножницах для обеспечения их параллельности. Если свариваемые концы отличаются друг от друга по ширине на 10 мм и более, то выступающие углы должны быть обрезаны с помощью высечного пресса.
После сварочной машины полоса поступает в установку обезжиривания, состоящую из ванны щелочного обезжиривания, щеточно-моечной машины № 1, ванны электролитического обезжиривания, щеточно-моечной машины № 2 и ванны промывки горячей водой. Для приготовления концентрированного моющего раствора используется кристаллический метасиликат натрия (Na2SiO3). Вместо него можно использовать растворы на основе моющих средств типа МС-8 и МС-15.
Приготовленный концентрированный моющий раствор насосами перекачивается к АНО в бак для хранения щелочи. Для избежания кристаллизации раствора температуру в баке поддерживают в пределах (60±5) °С, а трубопровод моющего раствора промывается горячей водой после каждой подачи раствора. Концентрированный моющий раствор поступает в циркуляционные баки агрегата, где разбавляется водой до рабочей концентрации, которая регулируется автоматически. Раствор с соответствующей температурой и концентрацией насосами направляется в рабочие ванны на агрегате.
Между рабочими ваннами циркуляционным баком осуществляется циркуляция раствора. Имеются две циркуляционные системы:
— циркуляционная система № 1, состоящая из циркуляционного бака вместимостью 25 м3 и щелочной ванны;
— циркуляционная система № 2, состоящая из ванны электролитической очистки и циркуляционного бака вместимостью 25 м3.
Очистка полосы начинается в щелочной ванне с погружения ее в раствор. Далее полоса поступает в щеточно-моющую машину № 1, где очищается с помощью щеток, на которые под давлением 2,5×105−3,0×105 Па подается вода через коллекторы. Вращение щеток должно совпадать с направлением движения полосы.
Очистка полосы в ванне электролитического обезжиривания производится в среде раствора метасиликата натрия или моющих средств типа МС-8, МС-15 с подачей тока на электроды. Сила тока должна быть не менее 2000 А. Расстояние между электродами − 150−200 мм. При поступлении на обработку каждого нового рулона необходимо производить переключение полярности тока.
Очистка полосы в щеточно-моющей машине № 2 производится аналогично щеточно-моющей машине № 1.
Окончательная промывка полосы после очистки производится в ванне горячей промывки методом струйной обработки и методом погружения. Для промывки и удаления щелочи применяется умягченная вода, используемая каскадно от ванны промывки до щеточно-моечной машины № 1, после чего вода сливается в дренажную емкость. Удаление влаги с поверхности полосы производится с помощью трех пар отжимных роликов.
В ваннах щелочного и электролитического обезжиривания массовая концентрация активной щелочности растворов должна быть не менее 6 г/дм3. Температура растворов в ваннах должна быть (85±5) °С. Массовая концентрация механических примесей в обезжиривающих растворах в ваннах щелочного и электролитического обезжиривания должна быть не более 1 г/дм3. Корректировка состава растворов в рабочих ваннах АНО осуществляется добавлением свежеприготовленного раствора из расходного бака.
2.6.2 Термическая обработка стали
Полоса, подвергаемая термообработке в средней (печной) части АНО, последовательно проходит секцию нагрева, выдержки, газового охлаждения, повторного нагрева, перестаривания, ускоренного и воздушного охлаждения.
В зависимости от типоразмеров полосы, скорости ее перемещения, а также режима термообработки она нагревается в камере нагрева до температуры 700−850° С, затем при этой температуре проходит выдержку в секции выдержки. В секции газоструйного охлаждения полоса охлаждается до температуры 630−500° С. Остывшая полоса вторично нагревается в секции повторного нагрева до температуры 400−500° С. Затем в секции перестаривания постепенно охлаждается до температуры 280−250° С и, поступив в секцию ускоренного охлаждения, охлаждается до температуры, при которой исключено окисление поверхности полосы на воздухе (ниже 100° С). В секции воздушного охлаждения полоса охлаждается до температуры на 5−7° С выше температуры воздуха в отделении, но не выше 40° С.
Температура полосы по секциям агрегата задается в зависимости от способности к вытяжке проката. Значения температуры полосы в зависимости от способности к вытяжке для стали О8Ю приведены в таблице 4.
Таблица 4
Температуры полосы различных категорий вытяжки для стали О8Ю
|
Способность к вытяжке |
Температура, °С | ||||
| Секция нагрева | Секция выдержки | Секция газового охлаждения | Секция повторного нагрева | Секция перестарива-ния | |
|
ВОСВ ОСВ СВ |
850+20 -10 |
850+20 -10 |
550+10 -50 |
440±20 | 320±30 |
| ВГ |
700+50 -20 |
700+50 -20 |
500+20 -50 |
440±20 | 320±30 |
Таблица 5
Температуры рабочего пространства в зонах секций
нагрева и выдержки (режим «ВГ»)
|
Температура в секции нагрева, °С | Температура в секции выдержки, °С | ||||||||
|
Зоны |
Темпе-ратура металла за 6 зо-ной, °С |
Зоны | Температу-ра металла на выходе из секции, °С | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 1 | 2 | |||
|
630−720 | 680−720 | 720−800 | 800−850 | 800−850 | 800−900 |
700+50 -20 |
720−800 | 720−800 |
700+50 -20 |
Таблица 6
Температуры рабочего пространства в зонах секций
нагрева для режима ОСВ, ВОСВ, СВ
|
Зоны |
Температура металла за 3-й зоной, °С |
Зоны | Температура металла за 6 зоной, °С |
|
|||||
| 1 | 2 | 3 | 4 | 5 | 6 |
|
||||
|
630−720 | 680−720 | 720−800 |
700+50 -20 |
850−880 | 850−880 | 870 −900 |
850+20 -10 |
||
Таблица 7
Температура рабочего пространства в зонах секции выдержки для режима ОСВ, ВОСВ, СВ
| Зоны | Температура металла на выходе секции выдержки, °С | |
| 1 | 2 | |
|
800+50 -20 |
800+50 -20 |
850+50 -20 |
Таблица 8
Расчетные скорости транспортировки полосы в линии АНО при термической обработке стали О8Ю (ВОСВ, ОСВ, СВ), м/мин
| Ширина полосы, мм | Толщина полосы, мм | |||||||||||||
| 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | |
| не более | ||||||||||||||
| 1000 | 170 | 159 | 142 | 127 | 116 | 106 | 98 | 91 | 85 | 80 | 75 | 71 | 67 | 64 |
| 1050 | 170 | 152 | 135 | 121 | 110 | 101 | 93 | 87 | 81 | 76 | 71 | 67 | 64 | 61 |
| 1100 | 166 | 145 | 129 | 116 | 105 | 97 | 89 | 83 | 77 | 72 | 68 | 64 | 61 | 58 |
| 1150 | 158 | 138 | 123 | 111 | 101 | 92 | 85 | 79 | 74 | 69 | 65 | 62 | 58 | 53 |
| 1200 | 152 | 133 | 118 | 106 | 97 | 88 | 82 | 76 | 71 | 69 | 63 | 59 | 56 | 53 |
| 1250 | 146 | 127 | 113 | 102 | 93 | 85 | 78 | 73 | 68 | 64 | 60 | 57 | 54 | 51 |
| 1300 | 146 | 127 | 113 | 102 | 93 | 85 | 78 | 73 | 68 | 64 | 60 | 57 | 54 | 51 |
| 1350 | 135 | 118 | 105 | 94 | 86 | 79 | 73 | 67 | 63 | 59 | 56 | 57 | 50 | 47 |
| 1400 | 130 | 114 | 101 | 91 | 83 | 76 | 70 | 65 | 61 | 57 | 54 | 51 | 48 | 48 |
| 1450 | 126 | 110 | 98 | 88 | 80 | 73 | 68 | 63 | 59 | 55 | 52 | 49 | 46 | 44 |
| 1500 | 121 | 106 | 94 | 85 | 77 | 71 | 65 | 61 | 53 | 50 | 50 | 47 | 45 | 43 |
| 1550 | 117 | 103 | 91 | 82 | 75 | 69 | 63 | 59 | 51 | 48 | 48 | 46 | 43 | 41 |
Перед подачей защитного газа в печные секции их необходимо продуть азотом. Подача защитного газа в печь производится при соблюдении следующих условий: температура секции нагрева, выдержки и повторного нагрева должна быть не менее 500° С; температура в секциях газового охлаждения, перестаривания и быстрого охлаждения должна быть не менее 300° С. Для предотвращения взрыва в случае попадания воздуха в печную атмосферу при наличии в ней азото-водородного газа свечи накала должны быть постоянно включены.
Измерение температуры полосы производиться с помощью радиационных пирометров, установленных на выходе из каждой секции печи. Управление температурным режимом осуществляется автоматически от ЭВМ. Ручное управление применяется при настройке агрегата или при экстренном изменении режима.
В качестве защитной атмосферы применяется азотно-водородный газ с объемной долей водорода от 3 до 5%. Для приготовления защитной атмосферы применяется азот со степенью очистки 99,998%, осушенный до точки росы минус 50° С и водород, осушенный до точки росы минус 55° С. Давление защитного газа в печных секциях на подине должно быть 5−14 мм вод. ст. (49,0−137,2 Па).
Для удаления с поверхности полосы окисной пленки, образующейся при охлаждении полосы водой, производится травление в травильной ванне в растворе соляной кислоты с массовой концентрацией (5±2)%. Температура травильного раствора должна поддерживаться в пределах 20−35° С.
Приготовление рабочего раствора соляной кислоты производится в циркуляционном баке из концентрированной кислоты. Раствор соляной кислоты в баке полностью меняют, если массовая концентрация общего железа в нем превышает 15 г/дм3.
Непромытая полоса, но уже протравленная, подвергается промывке холодной водой в ванне холодной промывки. Промывка ведется струйным методом и методом погружения. В качестве промывной воды применяется техническая вода.
Промытая полоса поступает в ванну нейтрализации для удаления остатков соляной кислоты с ее поверхности. В качестве нейтрализующего раствора применяется раствор метасиликата натрия с массовой концентрацией (3±5) г/дм3. Температура раствора должна быть 20−35° С.
После нейтрализации полоса поступает в щеточно-моющую машину, где с помощью щеток под струей горячей воды производится удаление остатков раствора. Температура воды должна быть (80±5)° С. Используется вода после ванны горячей промывки.
Окончательной операцией очистки полосы является промывка в горячей воде методом погружения и методом струйной обработки. Температура воды должна быть (80±5)° С. Применяется умягченная вода.
2.6.3 Обработка проката в выходной части АНО
Создание и регулирование натяжения на выходе из печной части агрегата осуществляется с помощью натяжного устройства № 2.
Выходное петлевое устройство служит для обеспечения непрерывности работы головной и печной частей агрегата при временной остановке или замедлении хвостовой части линии во время перезаправки.
Дрессировочная клеть служит для улучшения конечных свойств и качества поверхности отожженной полосы. Дрессировка сухая. Максимальный диаметр рабочих валков − 390 мм, минимальный − 330 мм, длина бочки − 1750 мм. Максимальный диаметр опорных валков − 1000 мм, минимальный − 940 мм, длина бочки − 1630 мм.
Клеть оборудована системами противоизгиба и уравновешивания рабочих и опорных валков роликами для сохранения линии прокатки, устройством для перевалки опорных валков.
Величина обжатия зависит от категории вытяжки проката и его толщины. Регулирование обжатия осуществляется с помощью системы автоматического регулирования вытяжки как при нормальной работе, так и при ускорении или замедлении агрегата.
Для защиты проката от коррозии перед смоткой поверхность полосы промасливают на промасливающей установке. Масло наносится на обе стороны поверхности полосы. Промасливание металла производится консервационным маслом «Феррокоут 8001». Не допускается наличие на поверхности металла участков, непокрытых маслом.
Тянущие ролики подают полосы в летучие ножницы, которые служат для обрезки полосы при переходе на другую моталку и для вырезки проб.
Смотка полос осуществляется на двух моталках консольного типа, работающих поочередно. Масса сматываемого рулона − от 5 до 40 т. Качество смотки обеспечивается с помощью системы центрирования полосы.
Тележки с подъемным столом служат для съема рулонов с барабана моталок и транспортировки их на загрузочные транспортеры. Для предотвращения распушивания рулонов при транспортировке они должны иметь обвязку. Обвязывание рулонов осуществляется металлической лентой с помощью обвязочной машины или вручную.
После упаковки и взвешивания рулоны маркируются. На рулоне указывается: номер заказа, плавки, рулона; марка стали; размеры рулона; способность к вытяжке; группа отделки поверхности; стандарт; масса рулона.
2.6.4 Технические требования на готовую продукцию
Поверхность полос должна быть чистой, без пузырей, трещин, недотрава или перетрава, цветов побежалости, коррозии и окисленной пленки.
Внешние витки и торцы рулонов не должны быть забиты крапом.
Серповидность полосы не более 3 мм на 1 м длины полосы.
Полоса должна быть плотно смотана в рулоне.
Рулоны должны иметь обвязку, предотвращающую их распушивание при транспортировке.
Каждый рулон должен иметь маркировку: номер плавки, номер партии, типоразмер, масса рулона, назначение, группу отделки поверхности, номер стандарта, по которому аттестован металл, номер заказа для товарных рулонов.
Размер отожженных рулонов: внутренний диаметр − 600±5 мм, наружный диаметр от 1100 до 2200 мм.
3. РАСЧЕТ ОБОРУДОВАНИЯ И ПРОЕКТИРОВАНИЕ ОТДЕЛЕНИЯ
3.1 Технико-экономическое обоснование основного, дополнительного и вспомогательного оборудования
Основным оборудованием термического отделения для термообработки холоднокатаного листа является агрегат непрерывного отжига.
Печная часть агрегата включает многокамерную башенную печь отжига, установки и камеры ускоренного перестаривания и охлаждения полосы.
Головная часть агрегата состоит из оборудования для разматывания рулонов, сварки концов полосы, химической очистки полосы, входного петлевого устройства, тянущих станций, устройств для регулирования натяжения и центрирования полосы. В целом агрегат обеспечивает поточное производство отожженной полосы шириной 900−1500 мм и толщиной 0,4−2,0 мм в рулонах весом до 50 тонн.
При примерно одинаковых капитальных затратах (колпаковые печи, отделочное оборудование, очистка перед отжигом, продольная и поперечная резка, установка и др.) строительство агрегата непрерывного отжига позволяет: реализовать высокую мощность стана «бесконечной» прокатки за счет выпуска высококачественной продукции; обеспечить гибкую работу цеха в зависимости от заказов; повысить выпуск готовой продукции (в том числе и первой группы отделки поверхности), поскольку весь металл подвергается очистке на потоке, уменьшается травмирование полосы за счет исключения транспортных операций, уменьшается количество некондиционного металла. К тому же строительство АНО позволяет сократить производительный цикл отделки продукции.
3.2 Тепловой расчет термоагрегата
Тепловой расчет термических печей сводится к определению расхода тепла, мощности печи, коэффициента полезного действия.
Топливом служит естественный газ с
низкой теплотой сгорания ![]() . Он представляет собой смесь газов Н2, СН4,
СО, С2Н4, N2, СО2, О2. В
результате реакций горения
. Он представляет собой смесь газов Н2, СН4,
СО, С2Н4, N2, СО2, О2. В
результате реакций горения
выделяется тепло, необходимое для создания нужной температуры в печи.
Прежде чем перейти к расчету теплового баланса, необходимо выбрать материал и толщину слоев отдельных элементов кладки рабочей камеры печи. Материал, толщина, качество выполнения кладки должны быть надежны и обеспечивать длительную службу при работе с максимально допустимой по условиям технологии температурой печи при минимуме затрат на содержание и эксплуатацию кладки.
Основой теплового расчета печи является составление теплового баланса, разграничивающего статьи прихода и статьи расхода тепла
![]() .
.
Расходуемое тепло делиться на тепло, идущее на нагрев металла и потери тепла. Потери тепла включают в себя потери тепла через кладку и неучтенные потери.
Уравнение теплового баланса печи
![]()
где Qм − тепло, идущее на нагрев металла, кВт;
Q кл − тепло, теряемое в окружающее пространство через кладку, кВт;
Q неуч − неучтенные потери, кВт.
Расход тепла на нагрев металла
![]()
где G − масса металла, кг;
Ч н − время нагрева, с;
с − средняя удельная теплоемкость, кДж/(кг×К);
t k, t н − конечная и начальная температуры металла, °С.
Неучтенные потери определяются
![]() .
.
Тепло, теряемое в окружающее пространство через кладку
![]()
где F − площадь рабочего пространства печи, м2;
q − плотность теплового потока, теряемого в окружающее пространство через кладку, Вт/м2.
Трудность расчета Q кл связана с определением q, поэтому все расчеты q i производились на ЭВМ.
Площадь рабочего пространства
![]()
где а − ширина печи, м;
в − высота печи, м;
с − длина печи, м.
Камера нагрева, повторного нагрева, выдержки, охлаждения, перестаривания имеют двухслойную стенку, состоящую из шамотного легковеса муллистокремнеземистого волокна.
Для первого слоя ![]() , для второго слоя
, для второго слоя ![]() . Третий слой
равен нулю.
. Третий слой
равен нулю.
В результате подсчета получили:
для 950° С ошибка ![]()
для 870° С ошибка ![]()
для 780° С ошибка ![]()
для 500° С ошибка ![]()
для 950° С ошибка ![]()
Определяем массу металла. Для секции
нагрева толщина ленты ![]() , ширина ленты
, ширина ленты ![]() , длина ленты
, длина ленты ![]() . Объем полосы
. Объем полосы ![]() .
.
![]() .
.
Для секции нагрева длина ленты ![]() , поэтому объем
полосы
, поэтому объем
полосы ![]() .
.
![]() .
.
Для секции нагрева толщина печи ![]() , ширина печи
, ширина печи![]() , длина печи
, длина печи ![]() , площадь
рабочего пространства
, площадь
рабочего пространства ![]() .
.
![]() .
.
Для секции выдержки ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() .
.
Для секции газового охлаждения ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() .
.
![]() .
.
![]() .
.
![]() .
.
![]() .
.
![]() .
.
![]() .
.
Для секции повторного нагрева ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() .
.
Для секции перестаривания ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() .
.
Для секции скоростного охлаждения ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() .
.
![]() .
.
![]() .
.
![]() .
.
![]() .
.
Коэффициент полезного действия
![]() ,
,
![]() .
.
![]() ,
,
![]() ,
,
![]() .
.
3.3 Расчет оборудования по нормам и укрупненным показателям
Расчет основного оборудования производится на основании производственной программы, спроектированного технологического процесса термической обработки, режима работы отделения и фонда времени оборудования. Расчет дополнительного и вспомогательного оборудования ведется аналогично.
Номинальный фонд времени − это количество часов в году в соответствии с режимом работы, без учета потерь
![]() ,
,
где Ф н − номинальный годовой фонд времени;
Т к − число календарных дней;
Т в − число выходных дней;
Т п − число праздников;
h − число рабочих дней в смене;
S − число смен в сутки.
Так как трехсменный режим работы непрерывен, то Т в = 0, Т н = 0.
![]() .
.
Действительный (расчетный) фонд времени равен тому времени, которое может быть полностью использовано для производства. Величина этого фонда времени равна номинальному фонду с вычетом потерь времени на простои оборудования, связанные с его ремонтом и наладкой
![]() ,
,
где t s − технические простои, ч;
t l − технологические простои, ч.
Обычно сумма этих потерь принимается от 4 до 12% от номинального фонда времени. Принимаем эту сумму равной 10%.
![]() .
.
В основу расчета по укрупненным показателям принимается удельная (часовая) производительность печей. Часовая производительность оборудования Q = 74630 кг/ч.
Задолженность оборудования, то есть время, необходимое для термической обработки изделия заданной программы
![]() ,
,
где W − годовая программа, кг.
![]() .
.
Количество единиц оборудования определяется по формуле
![]() ,
,
![]() .
.
Полученное количество единиц оборудования округляется до целого числа, которое называется принятым числом единиц оборудования П п = 1 шт.
Коэффициент загрузки
![]() ,
,
![]() .
.
3.4 Расчет ленточных элементов сопротивления
Рассчитать нагреватели для печи,
включенной в трехфазную сеть, соединение звездой, ![]() ,
, ![]() ,
, ![]() °С.
°С.
Мощность одного электронагревателя ![]() . Фазовое
напряжение на концах нагревателя
. Фазовое
напряжение на концах нагревателя ![]() . Сила тока, проходящего через
нагреватель
. Сила тока, проходящего через
нагреватель ![]() . Сопротивление электродвигателей
. Сопротивление электродвигателей
![]() .
.
Материал, из которого изготавливают электродвигатели, выбираем, учитывая температуру. Возьмем Х20Н80-ТЗ.
Предположительно выберем толщину
ленты ![]() мм,
ширина ленты
мм,
ширина ленты ![]() мм,
мм, ![]() мм.
мм.
Выбираем удельную поверхностную
нагрузку ![]() .
Выбираем удельное сопротивление
.
Выбираем удельное сопротивление ![]() и j-плотность
и j-плотность ![]() .
.
![]()
![]() мм.
мм.
Выбираем ленту ![]() мм и шириной
мм и шириной ![]() мм, так как
мм, так как ![]() мм.
мм.
Длина одного нагревателя (всего 407 штук)
![]() мм.
мм.
Длина нагревателей ![]() .
.
Масса 407 нагревателей
![]()
Проверим поверхностную нагрузку с
допустимой, видим, что она находится в пределах с допустимой (![]() для выбранного нихрома
Х20Н80-ТЗ при рабочей температуре 950° С.
для выбранного нихрома
Х20Н80-ТЗ при рабочей температуре 950° С.
Ленточные элементы сопротивления располагаются обычно зигзагами на стенках, своде и поде печи.
Расстояние внутри зигзагов D принимают не менее ширины ленты 10−25 мм, чаще 15−25 мм. Высоту зигзагов В выбирают 150−500 мм при вертикальном расположении на стенках печи и 100−200 мм при горизонтальном расположении на своде и в поде печи.
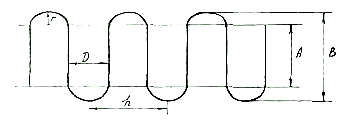
Рис. 1. Схема ленточного элемента сопротивления:
D – расстояние внутри зигзагов; В – высота зигзагов; А – высота зигзага между центрами закругленной ленты; h –высота зигзага
При больших размерах печи ленточные нагреватели располагают в 2−3 ряда.
3.5 Расчет производственных площадей
На металлургических заводах для размещения оборудования термообработки приходится выбирать пролеты, шаг колонны и конструкцию здания, считаясь с конструкцией основных металлургических цехов.
Расчет производственных площадей термического отделения производится исходя из размеров агрегата.
Общая длина агрегата равна 300 м. Оставляя на проезды с каждой стороны по 3 м, получаем, что общая длина отделения равна ![]() м. Расстояние
между колоннами 6 м, поэтому длина отделения должна быть кратна шести:
м. Расстояние
между колоннами 6 м, поэтому длина отделения должна быть кратна шести: ![]() колонна. По
длине цеха расположена 51 колонна.
колонна. По
длине цеха расположена 51 колонна.
Расстояние от стены до агрегата 1,5 м, ширина проезда 4 м, поэтому ширина отделения равна ![]() м.
м.
Высота здания принимается 30 м. Общая площадь отделения соответственно ![]() .
.
Объем отделения ![]() .
.
Общий грузопоток осуществляется в одном направлении.
3.6 Определение количества и типов приборов контроля
При обработке металла в АНО контролируется:
— качество выходящих рулонов и соответствие их заданию на обработку;
— состав и давление в печах защитного газа;
— качество очистки полосы;
— температура по зонам печи;
— температура по секциям печи;
— содержание кислорода в защитном газе;
— наличие внутренних и поверхностных дефектов полосы;
— толщина полосы;
— механические свойства полосы;
— масса готовых рулонов.
Качество готовой продукции определяется приборами неразрушающего контроля, установленными в линии АНО и подключенными к ЭВМ.
Контроль качества поверхности полосы производится автоматизированным оптическим дефектоскопом «Дефектофло» за исключением, когда маркировочная машина «Дефектофло» определяет суммарную длину участков полосы с недопустимыми дефектами на верхней и нижней поверхности.
Результаты контроля автоматически распечатываются на протоколе качества выходного поста АНО в метрах длины полосы, а также выводится на цветной дисплей.
Контроль механических свойств полосы производится магнитостатическим методом.
Внутренние дефекты полосы контролируются ультразвуковым дефектоскопом. Он включается при производстве заказов на продукцию, контролируемую, контролируемую ультразвуком.
При неисправности дефектоскопа контроль качества поверхности производится визуально.
При неисправности твердомера и при отжиге без дрессировки, механические испытания производятся прямым методом в лаборатории механических испытаний.
При прохождении через АНО полосы с грубыми дефектами поверхности (складки, рваная кромка) оператор управления выводит из зоны контроля все приборы неразрушающего контроля и вновь вводит их в работу после восстановления нормальной формы полосы.
Шероховатость полосы и ее механические свойства определяются в лаборатории механических испытаний.
Таблица 9
Перечень средств измерений, используемых в процессе непрерывного отжига
|
Измеряемый параметр | Наименование средств измерений | Пределы измерения | Класс точности (цена деления) | ||||
|
1 | 2 | 3 | 4 | ||||
|
Размер рулона | Рулетка | 0−2500 мм | 1 мм | ||||
|
Толщина полосы | Микрометр | 0−25 мм | 0,01 мм | ||||
|
Ширина полосы |
Рулетка |
0−2000 мм | 1 мм | ||||
|
Масса рулона | Весы | 25000−50000 кг | 10 мм | ||||
|
Скорость полосы в линии | Таховольтметр | 0−350 м/мин | 10 м/мин | ||||
|
Сила сварочного тока | Амперметр |
0−1250 А 0−2500 А |
50 А 100 А |
||||
| 1 | 2 | 3 | 4 |
|
||||
| Температура моющего раствора | Термометр сопротивления, логометр | 0−100° С | 1 |
|
||||
| Давление воды в ШММ | Манометр технический |
0−10 кгс/см2 |
2,5 |
|
||||
| Температура промывной воды | Термометр сопротивления, логометр | 0−100° С | 1 |
|
||||
| Объемная доля водорода в защитном газе | Газоанализатор | 0−50 ррм | 1,5 |
|
||||
| Давление защитного газа в печных секциях | Напоромер | 0−30 мм вод.ст | 1,5 |
|
||||
| Объемная доля кислорода в азоте | Газоанализатор | 0−50 ррм | 2 |
|
||||
| Объемная доля кислорода в печных секциях | Газоанализатор | 0−50 ррм | 5 |
|
||||
| Влажность защитной атмосферы (точка росы) | Влагомер | -40−60° С | 2 |
|
||||
| Температура по зонам печи | Преобразователь термоэлектричес-кий, показываю-щий регулятор | 0−1000° С | 10° С |
|
||||
| Температура полосы по секциям печи | Пирометр |
400−900° С 200−500° С |
15° С 10° С |
|
||||
| Температура травильного раствора | Термометр сопро-тивления, показы-вающий регулятор | 0−100° С | 1 |
|
||||
| Массовая доля концентра-ции травильного раствора | Измеритель кон-центрации, показы-вающий регулятор | 0−100% | ±3° С |
|
||||
| Объемная доля кислорода в водороде | Газоанализатор | 0−50 ррм | 2 |
|
||||
| Шероховатость полосы | Профиломер | 0,01−30 мкм | 0,01 мкм |
|
||||
4. СПЕЦИАЛЬНАЯ ЧАСТЬ
4.1 Способы и методы цинкования
Важную роль в решении задач по повышению срока службы металлопродукции играют защитные покрытия, использование которых позволяет увеличить стойкость и долговечность стальных изделий и является одним из эффективных путей снижения потерь металла от коррозии.
Из металлических покрытий в мировой практике наиболее широко применяют цинковые. Физико-химические свойства цинка, относительная простота технологии и оборудования для нанесения цинковых покрытий позволяет успешно применять их для защиты металлоизделий от коррозии.
По объему и номенклатуре защищаемых от коррозии изделий цинковому покрытию нет равных среди других металлических покрытий. Это обуславливается многообразием технологических процессов цинкования, их относительной простотой, возможностью широкой механизации и автоматизации, высокими технико-экономическими показателями.
В настоящее время существуют различные методы, способы и приемы нанесения цинковых покрытий на стальные и чугунные изделия. При их классификации и выявлении физико-химической сущности следует исходить из механизма образования покрытий. Основываясь га этом принципе можно выделить следующие основные методы нанесения цинковых покрытий: диффузионный, электролитический, металлизационный.
Диффузионный метод образования цинковых покрытий представляет собой процесс, происходящий при высоких (380−850° С) температурах и основанный на явлении диффузии.
Цинк отвечает требованиям, необходимым для образования диффузионных покрытий на железе и его сплавах, растворимость цинка в железе при 20° С составляет 6% (по массе). Диффузионный метод нанесения цинковых покрытий может осуществляться разными способами. При этом необходимо учитывать физико-химическую характеристику активной фазы (или среды), содержащей диффундирующий элемент (цинк). Если активной фазой, содержащей диффундирующий элемент и участвующей в его переносе к обрабатываемой поверхности, является растворимый цинк, то говорят о жидкофазном способе цинкования. В промышленности этот способ получил название «горячее цинкование». При диффузионном цинковании жидкофазным способом (в расплаве цинка) происходит взаимодействие стали с расплавленным цинком, в результате которого на поверхности образуются железоцинковые соединения (фазы). При этом изменяются химический состав и структура поверхностного слоя стали.
Диффузионное цинковое покрытие, полученное в расплаве цинка, состоит из нескольких железоцинковых фаз, расположенных непосредственно на основном металле, и слоя цинка. Слой цинка, который по составу в основном соответствует расплаву, возникает при извлечении изделия из ванны цинкования. Вероятность образования тех или иных слоев железоцинковых соединений в покрытии во многом зависит от режима цинкования, состава и структуры цинкуемого металла, а также от состава расплава цинка. Толщина покрытия для сталей подобного химического состава при одинаковом состоянии их поверхности зависит от продолжительности цинкования, температуры расплава цинка и его состава, а также от скорости извлечения цинкуемого изделия при условии одинакового способа извлечения.
Если расплав цинка не содержит добавок, подавляющих рост железоцинковых соединений, то их толщина зависит от продолжительности цинкования и температуры расплава и не зависит от скорости извлечения. Толщина слоя цинка обусловлена скоростью извлечения изделия из расплава, температуры расплава и не зависит от продолжительности цинкования.
4.2 Влияние химического состава стали, температуры и продолжительности цинкования на толщину, структуру и свойства покрытия
Химический состав стали оказывает большое влияние на взаимодействие жидкого цинка со сталью. Присутствие в стали отдельных элементов может существенно изменить характер этого взаимодействия, вызывая изменение строения, толщины и свойств образующегося цинкового покрытия.
Наиболее часто цинкованию подвергают низкоуглеродистую сталь, содержащую: 0,05−0,24% углерода; 0,01−0,37% кремния; 0,2−0,65% марганца; 0,02−0,06% серы; 0,02−0,07% фосфора; 0,1−0,3% меди; 0,1 −0,3% хрома; 0,1−0,3% никеля.
Эти составы соответствуют составам Ст. 3, 08 (всех степеней раскисления), стали 10, стали 20, из которых изготавливают лист, полосу, трубы проволоку и другие металлоизделия.
Влияние углерода. Углерод является важнейшим элементом, определяющим как структуру, так и все свойства стали, ее прочность и поведение при эксплуатации. Он может влиять на реакцию взаимодействия стали с жидким цинком и в конечном итоге на структуру, толщину и свойства образующегося цинкового покрытия. В заключении можно отметить, что углерод ускоряет растворение стали только тогда, когда он присутствует в составе зернистого или пластинчатого перлита. Если же углерод находится в виде троостита, сорбита, цементита или графических включений, то заметного изменения скорости растворения стали в жидком цинке по сравнению с чистым железом не наблюдается. Согласно Редикиру и Фрие, при одинаковых условиях цинкования толщина слоя цинкового покрытия на углеродистых сталях, содержащих > 0,15% углерода, увеличивается примерно на 10% по сравнению со сталями, содержащими < 0,1%.
Влияние режима цинкования. Температура цинка и продолжительность процесса цинкования являются важными факторами, с помощью которых можно существенно влиять на процесс жидкофазного цинкования, толщину, структуру и свойства образующегося цинкового покрытия. Одним из решающих факторов, определяющих качество покрытия (его структуру, внешний вид, свойства), является температура цинкования. Отметим, сто при температурах до 490° С и выше 520° С на стали образуются плотные, однородные, хорошо сцепленные с ней железоцинковые слои. В интервале 490−520° С на стали возникают пористые, плохо сцепленные с поверхностью, железоцинковые слои. Повышение температуры цинкования и увеличение продолжительности выдержки изделия в расплаве цинка приводит к получению толстых покрытий. Пластичность таких покрытий низкая и при изгибе, ударе они легко откалываются, включения железоцинковых кристаллов в слое чистого цинка ухудшают также коррозийную стойкость покрытия.
4.3 Влияние химического состава расплава цинка на свойства цинковых покрытий
Химический состав расплава цинка оказывает большое влияние на процесс цинкования и свойства образующихся покрытий. Обычно в промышленных условий цинкование осуществляют в расплаве цинка, содержащем примеси различных металлов. Примеси могут попадать в расплав цинка несколькими путями:
1.С цинком, используемым для приготовления расплава (примеси свинца, железа, меди и другие).
2.В процессе цинкования из-за частичного растворения цинкуемых стальных изделий и применяемого погружного оборудования (примеси железа, кремния, марганца, меди и другие).
3.В результате специального введения в расплав различных элементов (алюминий, никель, свинец и другие) с целью улучшения процесса цинкования и свойства образующихся покрытий.
Присутствие в расплаве цинка различных элементов может по разному влиять на физико-химические свойства как расплава цинка (температуру плавления, вязкость, поверхностное натяжение), так и получаемых цинковых покрытий (толщину, структуру, коррозийную стойкость). Из всего многообразия элементов, которые могут присутствовать в расплаве цинка на промышленных агрегатах цинкования, следует выделить прежде всего алюминий и железо. Именно содержание этих элементов в расплаве цинка во многом определяет структуру и качество образующихся покрытий, их прочность сцепления со стальной основой.
Влияние алюминия. Алюминий является одной из добавок специально вводимых в расплав цинка. В практике цинкования давно было известно, что введение в расплав цинка небольших количеств алюминия улучшает процесс цинкования ( повышается жидкотекучесть расплава цинка, уменьшается его окисление) и способствует получению равномерных блестящих цинковых покрытий, которые обладают хорошей пластичностью. Расплав цинка, содержащий добавку алюминия, значительно меньше окисляется, так как на его поверхности образуется защитная пленка из оксида алюминия, которая взаимодействую с оксидом цинка, образует шпинели, предохраняющие расплав от окисления. Возникновение такой пленки обусловлено большим сродством алюминия к кислороду, чем цинка.
Влияние железа. Железо − вредная примесь в процессе цинкования и необходимо стремиться к тому, чтобы его содержание в расплаве цинка было минимальным. В расплаве цинка всегда присутствует некоторое количество железа. Оно попадает в расплав главным образом в результате взаимодействия жидкого цинка с поверхностью цинкуемого изделия, находящимися на нем слоями железа, а также с частями погружного оборудования и корпусом ванны цинкования (если она металлическая). С увеличением содержания железа в расплаве значительно увеличивается толщина покрытия, а в верхних слоях его наблюдаются включения, представляющие собой железоцинковые соединения. В результате ухудшается пластичность, коррозийная стойкость и внешний вид покрытия (оно становится шероховатым). Влияние на растворение железа других элементов (свинца, кадмия), применяемых в качестве добавок в расплав цинка на непрерывных агрегатах, практически незначительно.
Основное назначение добавки свинца в расплав цинка – понижать его вязкость и увеличивать смачиваемость, а также обеспечивать образование узоров кристаллизации цинка. С увеличением содержания алюминия в расплаве цинка в пределах 0−0,2% (без добавки свинца) смачиваемость поверхности полосы цинком значительно уменьшается. Добавка в расплав цинка 0,2% свинца обеспечивает хорошую смачиваемость, которая практически не зависит от содержания алюминия в расплаве. Наконец, при отсутствии цинка, свинца повысить уровень поверхностного натяжения можно за счет ведения процесса цинкования в области высоких температур (не менее 495° С).
4.4 Современные агрегаты цинкования полосы
В мировой практике цинкования полосового проката используются различные модификации способов. На ряду зарубежных и отечественных агрегатов применяется комбинированный способ подготовки поверхности – чисто сендзимировский способ подготовки поверхности обезжириванием и иногда травлением. Причем используется как химическая, так и электрохимическая обработка полос. Последняя обусловлена повышенной загрязненностью поверхности полос, требующей более длительного времени обработки. В настоящее время преимущественное распространение получили агрегаты горячего цинкования двух типов: по способу «Юнайтед стейтс стил» и модернизированному способу «Армко-сендземир». В последнем в качестве исходного материала для цинкования применяется холоднокатаная неотожженная стальная полоса. На нее поверхности имеются остатки прокатной смазки, а также естественная оксидная пленка. Для подготовки поверхности полосы к цинкованию ее подвергают нагреву в печи с окислительной атмосферой до 350−500° С. При этом загрязнения органического происхождения сгорают, а на поверхности стали образуется слой оксида железа толщиной до 3 мкм. Для активации поверхности стали полосу нагревают в печи с восстановительной азотно-водородной атмосферой при высоком содержании сухого водорода (75%). Обычно термическую обработку полосы проводят при температуре 750−950° С с охлаждением до 450° С перед погружением в ванну с расплавом цинка.
Агрегаты цинкования полосы подразделяются на входную, технологическую и выходную части. Рассмотрим участок нанесения покрытия. После подготовки поверхности и термической обработки стальная полоса поступает в ванну с расплавленным цинком. Образование покрытия на полосе происходит в период прохождения ее через ванну цинкования. Из особенностей непрерывного горячего цинкования стальной полосы следует отметить высокую скорость нанесения покрытия. Продолжительность контакта полосы с расплавом цинка при скорости движения полосы 0,5−3 м/с составляет 1−6 с. рассмотрим более подробно ванну цинкования, такт как от ее надежности и работоспособности в значительной мере зависит работа всего агрегата цинкования. На современных агрегатах используют керамические ванны с индукционным обогревом. Эти ванны имеют большой срок службы, обеспечивают равномерный нагрев расплава цинка, что способствует однородному распределению в нем легирующих элементов, позволяет регулировать температуру цинкового расплава в широком диапазоне (440−520° С и более). При использовании керамических ванн значительно уменьшается количество изгари и гартцинка. Кроме того, при периодической замене индукционных отъемных нагревателей не требуется полного выкачивания расплава цинка из ванны. Керамическая ванна состоит из сварной металлической конструкции, футерованной внутри огнеупорными материалами. Толщина футеровки стенок ванны примерно 500 мм, длина 650 мм. Керамическая ванна на агрегате горячего цинкования НЛМК вмещает 240 тонн цинка.
Узел струйного регулирования толщины покрытия.
После выхода полосы из ванны цинковая проводится регулировка толщины слоя нанесенного покрытия. В настоящее время регулирование толщины покрытия на агрегатах непрерывного горячего цинкования стальной полосы осуществляют струйным методом. Оно состоит в том, что газ под давлением подают на поверхность полосы, выходящей из расплава цинка, через щелевые сопла, установленные с обеих сторон полосы. Струйный поток газа препятствует свободному выносу жидкого цинка на поверхностях движущейся полосы, тем самым ограничивая толщину слоя покрытия. В качестве рабочей среды для струйного регулирования применяют воздух, перегретый пар, продукты горения, азот или их смеси. При использовании горячих газов снижается давление струйной обработки.
Вспомогательными параметрами, оказывающими прямое и косвенное воздействие на толщину покрытия являются: геометрические размеры сопел и их расположение (расстояние до поверхности полосы и зеркала расплава, угол наклона струи сопел к горизонтали, ширина щели сопел), характеристика расплава (температура, химический состав, вязкость), температура полосы газа для обдувки, шероховатость поверхности полосы и ее химический состав.
Цинковые покрытия имеют высокую коррозийную стойкость в воздухе, в воде и в некоторых органических средах (бензине, масле), но не стойки в кислотах и щелочах. Горячему цинкованию, помимо листов, труб, проволоки, различной посуды, повергаются детали аппаратуры для получения питьевой воды, спиртов, деталей опреснительных установок, холодильников, газовых компрессоров и т.д.
4.5 Покрытие стали 08Ю методом горячего цинкования
Микроструктура образца стали 08Ю до цинкования представлена на рис. 2, после цинкования на рис. 3.
Как видно из рис. 2 структура образца из стали 08Ю после рекристаллизационного отжига (перед цинкованием) состоит из феррита и небольшого количества цементита третичного. Сталь после цинкования имеет такую же структуру, как и перед нанесением горячего покрытия. Характерная структура высококачественного цинкового покрытия стали 08Ю полученного методом горячего цинкования состоит из четырех зон представлена на рис. 3
Во время погружения в цинковую ванну, имеющую температуру от 430 до 470° С, образуются слои сплава цинка с железом в соответствии с диаграммой состояния Fe − Zn. Этот сплав обычно содержит три фазы: z-фаза, d1-фаза и Г-фаза. Максимальное количество железа содержится в слое покрытия, примыкающем к основному материалу стали, минимальное − в наружном слое цинкового покрытия. В цинковом покрытии, нанесенном горячим методом, может возникнуть большое количество дефектов, влияющих на эксплуатационные качества покрытия. Погружение в горячую ванну при повышенной температуре приводит к уменьшению толщины верхнего слоя цинкового покрытия, а при температуре выше 480° С происходит резкое увеличение скорости образования интерметаллида. Образование чрезмерно толстых слоев интерметаллида уменьшает пластичность покрытия в целом из-за большей хрупкости сплава цинка с железом. Покрытие может отслаиваться от основного слоя, если в дальнейшем полученное изделие подвергнуть изгибу. Кроме того, более тонкий слой чистого цинка обладает пониженной способностью обеспечивать анодную защиту от коррозии основного слоя при эксплуатации.
4.6 Обработка хромированием погружных роликов
Хорошие результаты показало применение в ваннах АНГЦ полосы роликов с покрытием, полученным обработкой методом импульсного электроискрового легирования электролитических осадков хрома с последующей обкаткой. При легировании использовались графитовый анод и анод из твердого сплава ВК8. Этот способ упрочнения был выбран из-за того, что карбиды (в данном случае Cr и W) обладают не только высокой износостойкостью, но и мало смачиваются расплавленным Zn, а потому слабо с ним реагируют.
Хром обладает всеми характерными свойствами металлов – хорошо проводит тепло, почти не оказывает сопротивления электрическому току, имеет присущий большинству металлов блеск. По твердости хром превосходит все металлы, он царапает стекло. Главная особенность хрома – его устойчивость к действию кислот и кислорода. Ничтожные примеси кислорода, азота, углерода резко изменяют физические свойства хрома, в частности он становится хрупким, поэтому в качестве конструкционного материала его практически не применяют. Небольшие добавки его придают стали твердость износостойкость. Получить хром без примесей очень трудно. Он устойчив к коррозии на воздухе и в воде
Стойкость роликов, расположенных в ваннах агрегатов непрерывного горячего цинкования (АНГЦ) полосы, имеет большое значение для экономичности агрегата в целом. Оцинкованный стальной лист имеет широкую область применения, что объясняется его очень хорошей коррозионной стойкостью и невысокой ценой. В последние годы расширилось его применение в виде оцинкованного автолиста, что требует очень высокого качества поверхности, поскольку даже самые незначительные дефекты приводят к браку. Одним из источников появления этих дефектов является момент прохождения полосы через погружной ролик в ванне и через примыкающие к нему стабилизирующие ролики. На рис. 4 схематично показано расположение роликов в ванне, которые постоянно подвергаются воздействию коррозии. В результате на поверхности роликов образуется прочно держащиеся отложения, которые приводят к появлению дефектов в виде ряби на оцинкованном листе. Такие листы не удовлетворяют требованиям автомобильной промышленности.
Процесс коррозии роликов протекает очень быстро и стойкость их, как правило, не превышает 15 дней. Причиной этому является реакция жидкого цинка с материалом роликов. Температура эксплуатации роликов составляет 450˚ С. В связи с этим необходимо получить такую поверхность роликов, которая имела бы возможно меньшую смачиваемость жидким цинком и обладала достаточной износостойкостью.
Для решения поставленных задач хорошо подходят ролики с алитированным покрытием, которое сформировано газотермическим методом с последующей обработкой низкотемпературной плазмой (стабилизирующие ролики); и ролики с покрытием, полученным обработкой методом электроискрового легирования электролитических осадков хрома (донные ролики). Стоимость таких роликов сравнительно невысока, зато срок службы их составляет около 30 дней при постоянном высоком качестве оцинкованной полосы.
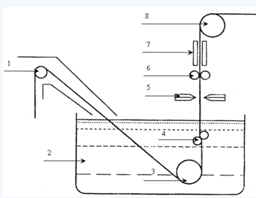
Рис. 4. Участок цинкования агрегата непрерывного горячего цинкования полосы (АНГЦ):
1 – направляющий ролик; 2 – ванна; 3 – погружной ролик;
4 – стабилизирующие ролики; 5 – разравниватель покрытия; 6 – направляющие ролики; 7 – печь; 8 – верхний ролик
4.7 Факторы, влияющие на внешний вид покрытия
Из раствора, содержащего лишь чистую окись хрома и воду, нельзя успешно осаждать хром. Качественный осадок получается только тогда, когда в ванне содержатся еще и свободные кислотные радикалы, которые, действуя как не расходуемые катализаторы, способствуя осаждению хрома на катоде.
Ученые всесторонне изучили вопрос изменения внешнего вида хромовых осадков, образующихся в стандартной ванне (250 г/л CrО3 и 2,5 г/л SO4), в зависимости от плотности тока и температуры ванны. Их результаты обобщены на рис. 5.
Всю диаграмму можно поделить на четыре области. Область I охватывает низкие температуры и любую плотность тока. В этом случае осадки получаются темноватыми и тусклыми, при более низких температурах они имеют темно- коричневый или шоколадный оттенок. При высоких плотностях тока покрытия становятся чешуйчатыми.
С точки зрения получения блестящих покрытий наибольший интерес представляет область II. При перемещении слева направо, т. е. с повышением температуры, осадки становятся более блестящими. Максимальный блеск достигается на границе между областями II и III.
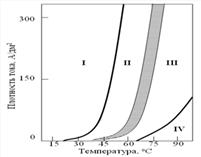
Рис. 5. Диаграмма, характеризующая внешний вид хромовых осадков, образующихся в стандартной ванне (250 г/л CrО3 и 2,5 г/л SO4), в зависимости от плотности тока и температуры ванны
В области III, т. е. при температурах выше 60° С и плотностях тока больше 45–55 А/дм2, осадки тускнеют и постепенно делаются матовыми. В области IV хром совершенно не осаждается.
Комбинированные покрытия получали обработкой плазменной струей предварительно нанесенных газотермических покрытий и электролитических осадков.
Для проведения исследований по защите и повышению износостойкости поверхности погружных роликов использовались, в основном, ролики из стали 4Х5МФС и стали 35 длиной около 1,5–2 см, внешним диаметром – 1,5 см и внутренним – 0,7 см. На внешнюю поверхность был нанесен хром (молочный или твердый) методом электролитического осаждения с использованием универсального электролита (таблица 3), легированный затем электроискровым способом с использованием различных анодов (графитового, из твердого сплава ВК8, анода из сплава FeSiCr, из стали 12Х25Н20С2 с хромовым покрытием толщиной около 0,25 мм и др.). Путем подбора оптимального режима электроискрового легирования и использование различных анодов удалось получить хромовые покрытия, удовлетворяющие требованиям коррозионной стойкости и износостойкости.
4.8 Обработка хромированием погружных роликов
Путем подбора оптимального режима электроискрового легирования и использование различных анодов удалось получить хромовые покрытия, удовлетворяющие требованиям коррозионной стойкости и износостойкости.
Результаты исследований покрытий на стали 4Х5МФС, полученных в результате ЭИЛ электролитических осадков хрома с применением графитового анода и анода из твердого сплава ВК8 с энергией обработки 4 Дж представлены на рис. 6.
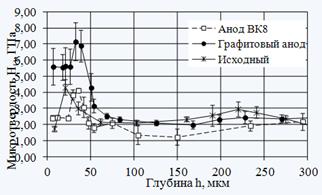
Рис. 6. Изменение микротвердости покрытий на стали 4Х5МФС, полученных методом ЭИЛ электролитических осадков хрома с применением различных анодов, АU = 4 Дж; (исходный образец – молочный хром на стали 4Х5МФС)
На основании полученных результатов можно сделать вывод, что для упрочнения погружных роликов хорошо подходит обработка методом электроискрового легирования электролитических осадков хрома с применением графитового анода, но для того, чтобы дать конкретные рекомендации к применению, необходимо в дальнейшем изучить процессы, которые произойдут в покрытии после длительной выдержки в цинковом расплаве.
В целом, рассматриваемые способы поверхностной обработки роликов ванн АНГЦ полосы хорошо подходят для решения задачи по увеличению их срока службы, что экономически очень выгодно.
5. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
Механизация обозначает замену труда человека на операции, которые возможно и целесообразно выполнять с помощью машин, и направлены на облегчение условий работы, улучшение производительности труда.
Комплексная автоматизация процессов в термообработке приводит к повышению общей культуры производства. Труд становится более квалифицированным.
Примером комплексной механизации могут служить агрегаты, в которых осуществляют циклическую, заранее установленную последовательность механических движений обрабатываемых изделий через печи, баки и т.д. Вследствие комплексной механизации в 2−3 раза уменьшается трудоемкость производства, в 3−5 раз сокращается производственный цикл, в 5−10 раз снижается потребность в рабочей силе, и на 30−50% уменьшаются производственные площади.
Рассмотрим один из механизмов. Натяжное устройство служит для создания и регулирования натяжения полосы на выходе из печной части агрегата. Оно состоит из двух направляющих роликов и плавающего ролика, покрытого резиной. Ход направляющего ролика 180 мм. Для привода направляющего ролика необходима мощность 5 кВт, которая должна создаваться электродвигателем.
Выбрать электродвигатель – это значит определить его тип и номинальные параметры (мощность Р дв. и частоту вращения n дв.). Для общепромышленных приводов обычно применяют трехфазные асинхронные двигатели ИА (ГОСТ 19523-74).
Требуемая мощность: ![]() , где Р − мощность
по валу рабочей машины; h общ−общий КПД привода.
, где Р − мощность
по валу рабочей машины; h общ−общий КПД привода.
Общий КПД привода определяем как произведение КПД отдельных передач
![]() ,
,
где к − число передач, составляющих привод.
![]() , тогда
, тогда ![]() .
.
Следовательно, необходимо выбрать
двигатель с мощностью 5,5 кВт. Номинальная мощность двигателя в длительном
режиме должна быть ![]() . Типы двигателей с мощностью 5,5
кВт представлены в таблице 10.
. Типы двигателей с мощностью 5,5
кВт представлены в таблице 10.
Для того, чтобы выбрать тип двигателя, необходимо знать частоту вращения вала электродвигателя, которая находится
![]() ,
,
где n − частота вращения вала рабочей машины, об/мин;
i общ – общее передаточное отношение привода.
Таблица 10
Типы двигателей с мощностью Р = 5,5 кВт
| Тип двигателя |
Частота вращения n к , об/мин |
Частота вращения n с , об/мин |
Примечание |
| 4А100S2У3 | 2880 | 3000 | Закрытые обдуваемые двигатели с нормальным пусковым моментом |
| 4А112М4У3 | 1450 | 1500 | |
| 4А132Б6У3 | 965 | 1000 | |
| 4А132М8У3 | 720 | 750 |
Если рабочий орган движется поступательно со скоростью V м/с, то частота вращения вала рабочей машины
![]() ,
,
где с − длина окружности
тягового органа, мм; ![]() (D−диаметр шестерни).
(D−диаметр шестерни).
![]() ;
; ![]() мм;
мм;
![]() об/мин.
об/мин.
Общее передаточное отношение привода равно произведению передаточных отношений отдельных передач
![]() ,
,
![]() ,
, ![]() ,
, ![]() , тогда:
, тогда:
![]() об/мин.
об/мин.
Следовательно, двигатель, который обеспечивает заданную мощность и частоту вращения вала электродвигателя, типа 4А100S32У3.
Определим угловые скорости вращения валов двигателя. Скорость вращения первого вала
![]() ,
,
![]() .
.
Угловая скорость вращения второго вала
![]() ,
,
![]() .
.
Автоматическая система управления агрегатом непрерывного отжига состоит из вычислительной машины управления технологическим процессом, вычислительной машины обработки данных типа «Мелком 350-7», трех микроконтроллеров типа «Мелмик» , пяти микроконтроллеров типа «Мелсек», контрольно-измерительных и регулирующих приборов.
Функции вычислительной машины управления технологическим процессом:
— сопровождение рулонов от разматывателя на входной части агрегата до весов на выходной;
— индикация переменных сварного шва по линии агрегата на табло слежения выходного поста;
— расчет и выдача заданий для настройки агрегата при прохождении нового рулона;
— расчет и выдача заданий на резку рулонов заданной длины;
— расчет оптимального режима нагрева металла в печи и выдача заданий на температуру печи и на скорость транспортировки полосы;
— управление нагревом печи при аварийных остановках агрегата;
— выдача данных операторам постов о характеристиках обрабатываемого металла и режимах его обработки, а корректировка этих данных;
— передача данных об обрабатываемых рулонах в вычислительную машину обработки данных;
— регистрация дефектов обрабатываемой полосы (дефекты поверхности, дефекты по твердости, толщине, внутренние дефекты);
— учет обрабатываемых рулонов;
— защита от повторной обработки в АНО.
Функции вычислительной машины обработки данных:
— формирование массива данных о рулонах по запросу задания на обработку из системы слежения за металлом (ССМ) или после ввода данных оператором входного поста с пульта ввода-вывода ЭВМ;
— регистрация заданий на обработку рулонов по мере их поступления в систему;
— регистрация неисправностей механического оборудования, электрооборудования, оборудования вычислительной техники в момент возникновения неисправности;
— регистрация технологических данных по режиму обработки рулонов;
— представление данных оператору выходного поста агрегата на экране дисплея;
— корректировка и обновление данных о рулонах по требованию оператора поста;
— прием данных об обработке рулонов от вычислительной машины управления технологическим процессом;
— передача в ССМ данных о каждом готовом рулоне для формирования сменного раппорта;
— передача в ССМ данных о производстве и простоях АНО за прошедший час.
Микроконтроллер «Мелмик» входной части агрегата обеспечивает выполнение операций по заправке полосы в агрегат, а также осуществляет управление разгонами и торможением входной части агрегата.
Микроконтроллер «Мелмик» средней части агрегата обеспечивает поддержание заданной скорости в центральной части агрегата в соответствии с заданиями от вычислительной машины, а также необходимое натяжение.
Микроконтроллер «Мелмик» выходной части агрегата обеспечивает выполнение ряда операций на выходной части агрегата, а также управление разгоном и торможением выходной части агрегата.
Микроконтроллеры «Мелмик» обеспечивают управление последовательностью операций по транспортировке полосы по линии агрегата, а также обеспечивают выполнение ряда вспомогательных операций, связанных с очисткой полосы.
6. ОРГАНИЗАЦИЯ ТРУДА И УПРАВЛЕНИЕ ОТДЕЛЕНИЕМ
Организация труда на любом предприятии является непременным условием функционирования и, следовательно, являются основной частью процесса организации производства. Основными задачами организации труда и управления отделением являются:
— обеспечение высокопроизводительной и эффективной работы агрегатов за счет их интенсивного использования;
— организация различной работы всего отделения для современного обеспечения рулонами следующих стадий обработки металла;
— обеспечение экономного расходования сырья, материалов, электроэнергии;
— укрепление дисциплины, улучшение организации рабочих мест.
В отделении применяется схема управления производством, приведенная на рис. 9.
Начальник химического отделения является руководителем, отвечающим за безопасную организацию труда в отделении, соблюдение правил техники безопасности подчиненным персоналом, выполнение установленных производственных планов и заданий, соблюдение правил эксплуатации оборудования.
Производственный участок возглавляет начальник участка − старший мастер. Он является оперативным руководителем и организатором работы. Старший мастер подчиняется непосредственно заместителю начальника цеха и отвечает за производственно-хозяйственную деятельность отделения.
В соответствии с действующим положением старший мастер имеет производить расстановку рабочих на рабочих местах; принимать на работу и освобождать от работы рабочих с утверждением начальника цеха; премировать рабочих из фонда премирования, выделенного в распоряжение мастера; налагать в установленном порядке дисциплинарные взыскания за нарушение трудовой дисциплины.
Главной задачей мастера является строжайшее соблюдение технологии, точное выполнение режимов термической обработки, строжайшее соблюдение технологической дисциплины, обеспечение высокого качества, надежности и долговечности изделий. Сменный мастер принимает смену, проверяет состояние оборудования, режим термообработки, в случае необходимости фиксирует в журнале допущенные нарушения и принятые меры.
Непосредственно у сменного мастера находится в подчинении старший термист, основной задачей которого является организация работы в соответствии с требованиями технологии и инструкций оборудования.
Сменному мастеру и старшему термисту подчиняется бригада рабочих, которую возглавляет бригадир. Он отвечает за состояние оборудования и работу бригады на введенном ей участке.
Работа ведется по трехсменному четырехбригадному графику при непрерывной работе рабочей неделе и восьмичасовом рабочем дне. В состав каждой бригады входят:
— старший термист;
— термист проката;
— оператор пульта управления главной части агрегата;
— оператор главного пульта управления;
— оператор пульта управления стыкосварочной машины;
— оператор управления хвостовой части;
— травильщик;
— вальцовщик стана;
— бригадир по приемке металла.
Резерв на отпуска составляет 3 человека; необходимый разряд для работы на АНО − 7−9, причем старший термист должен иметь 13 разряд.
7. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
7.1 Расчет капитальных вложений основных фондов
Общая сумма всех расходов на возведение термического цеха или отделения после ввода последнего в эксплуатацию представляет балансовую стоимость основных фондов.
Общую сумму капитальных вложений в балансовую стоимость основных фондов отделения определяется по формуле
Кос = Кз + Ко + Ксо + Кр + Кпр,
где Кз − капитальные затраты на возведение здания, проводки в нём и сантехнику, руб.;
Ксо − капитальные затраты на силовое оборудование и силовые машины, руб.;
Кс − капитальные затраты на строительство сооружений, руб.;
Кр − капитальные затраты на рабочие машины и рабочее оборудование, руб.;
Кпр − капитальные затраты на прочие основные фонды, руб.
Найдем капитальные затраты на возведение здания, проводки и сантехники.
Объём строительства производственного здания
S = 2ah + 2ab + 2bh,
S = 2×306×24 + 2×306×34 + 2×30×24 = 34488 м2,
где a – длина, здания, м ;
h – высота здания, м;
b – ширина здания, м
Стоимость 1 м2 производственного помещения, по данным базового цеха, принимается в проекте равным 744 рубля.
Стоимость производственных зданий:
Спр = 34488 ´ 744 = 25659072 руб.
Стоимость санитарно-технических проводок составляет приблизительно 40% от стоимости строительных работ по зданиям.
Сс-т = 0,4 ´ Спр, руб.,
Сс-т = 0,4 ´ 25659072 = 10263629 руб.
Площадь и объем конторских и бытовых помещений устанавливается по нормам и численности рабочих.
В проекте принимается численность трудящихся 50 человек:
Sбыт = 50 ´ 2,4 = 120 м2,
где 2,4 − площадь на одного человека с учётом всех трудящихся при трех сменах, м2.
Высота зданий принимается 3 м.
Объем административно-бытовых зданий:
Vа-б = 120 ´ 3 = 360 м3.
Стоимость 1 м3 административно-бытовых помещений, по данным базового цеха, принимается равной 827 рублей. Значит их стоимость :
Са-б = 360 ´ 827 = 297720 руб.
Стоимость санитарно-технических проводок составляет 40% от стоимости строительных работ по зданиям
Сс-т = 0,4 ´ 297720 = 119088 руб.
Все данные расчетов сводим в таблицу 11.
Таблица 11
Капитальные затраты на возведение зданий и бытовых помещений
| Наименование зданий |
Площадь, м2 |
Объем, м3 |
Стоимость, 1м3, руб. |
Стоимость сан-тех пров., руб. |
Балансовая стоимость, руб. |
| Производственные здания | 7344 | 34488 | 744 | 10263629 | 35922701 |
| Бытовые помещения | 120 | 360 | 827 | 119088 | 416808 |
| Итого: | 24310551,2 | 36339509 |
Капитальные затраты на силовые машины и силовое оборудование определяются по формуле
Ксо = n ´ N ´ Ц э,
где n − количество агрегатов;
N − установочная мощность силового оборудования;
Ц э − стоимость 1 кВт установочной мощности, включая монтаж.
Ц э = 173 руб.;
Ксо = 1 ´ 36000 ´ 173 = 6228000 руб.
Капитальные затраты на рабочие машины и рабочее оборудование
Кр = Ц ´ ( 1 + rт + rф + rм) ´ n,
где Ц − оптовая цена единицы оборудования;
n − число единиц данного вида оборудования;
rт − коэффициент, учитывающий транспортно-заготовительные расходы, rт = 0,1;
rф − коэффициент, учитывающий сооружение фундаментов, rф = 0,06 ;
rм −коэффициент, учитывающий затраты на монтаж и освоение оборудования, rм = 0,2.
Технологическое оборудование:
Кр = 63232499 ´ (1 + 0,1 + 0,06 + 0,2) ´ 1 = 85996189,5 руб.
Вспомогательное оборудование:
• вентиляционное оборудование:
Кр = 237000 ´ (1 + 0,1 + 0,06 + 0,2) ´ 1 = 322320 руб.
• трубопроводы и оборудование ( арматура ):
Кр = 581000 ´ (1 + 0,1 + 0,06 + 0,2) ´ 1 = 790160 руб.
• непрерывный транспорт (рольганг):
Кр = 420000 ´ (1 + 0,1 + 0,06 + 0,2) ´ 1 = 571200 руб.
• подъемно-транспортное оборудование:
Кп-т = 202000 ´ (1 + 0,1 + 0,06 + 0,2) ´ 1 = 274720 руб.
Капитальные вложения в основные группы основных фондов для условий поточного или массового производства составляют 30% от балансовой стоимости технологического оборудования:
Кпр = 85996189,5 ´ 0,3 = 25798856,85 руб.
Капитальные вложения на возведения сооружений принимаем 20% от стоимости производственного здания
Кс = 0,2 ´ (35922701 + 416808) = 7267901,8 руб.
Результаты расчетов капиталовложений в основные фонды проектируемого отделения сводятся в таблицу 12.
Таблица 12
Капитальные вложения в основные фонды
| Группы основных фондов | Основные фонды |
Норма амортизации, % |
Амортизационные отчисления, % |
||
| Руб. | % | ||||
| Здания: | |||||
| а) производственные; | 35922701 | 21,74 | 2,5 | 898067,525 |
|
| б) бытовые; | 416808 | 0,25 | 2,0 | 8336,16 |
|
| ИТОГО: | 36339509 | 21,99 | – | 906403,685 | |
| Сооружения | 7267901,8 | 4,40 | 2,5 | 181697,545 | |
|
Силовое оборудование и силовые машины |
6228000 | 3,77 | 9,0 | 560520 | |
|
Рабочее оборудование: а) технологическое |
85996189,5 | 52,03 | 10 | 8599618,95 |
|
| б) вспомогательное | 3367360 | 2,04 | 10 | 336736 |
|
| в) подъемно-транспортное | 274720 | 0,17 | 10 | 27472 | |
| Прочие основные фонды | 25798856,85 | 15,61 | 10 | 2579885,69 | |
| ВСЕГО | 165272537,2 | 100 | − | 13192333,9 | |
Таблица 13
Капитальные вложения в рабочие машины и рабочее оборудование
| Наименование оборудования | Количество | Стоимость единицы оборудования, руб. |
Балансовая стоимость, руб. |
| Технологическое | 1 | 85996198 | 171992397 |
| Вспомогательное: | |||
| вентиляционная система | 1 | 322320 | 644640 |
| Трубопровод | 1 | 790160 | 1580320 |
| Крановое | 1 | 274720 | 549440 |
| Рольганг | 1 | 571200 | 1442400 |
| ВСЕГО | 176209197 |
Общая сумма капитальных вложений в балансовую стоимость основных фондов
Кос = 35922701 + 416808 + 7267901,8 + 6228000 + 85996189,5 + 3367360 + 274720 + 25798856,85 = 165272537,2 руб.
Удельные капитальные вложения определяются отношением полной балансовой стоимости основных фондов отделения к годовому объему производства
Куд = 165272537,2/400000 = 413,18 руб.
7.2 Расчет кап. вложений в нормируемые оборотные средства
Капитальные затраты на образование запасов сырья, материалов, топлива, вспомогательных материалов следует рассчитывать по формуле
Км = См / 360 ´ d м,
где См − стоимость материалов, нужных для функционирования термического отделения в течении года, руб.;
dм − средний срок хранения материалов в запасе, принимается равным (вспомогательное − 90 дней, топливо − 30 дней).
Км = (3607216 / 360) ´ 90 = 901804 руб.
Капитальные затраты на образование запасов сменного оборудования, запасных частей для текущего ремонта можно определить по формуле
Ксо = Ссо / 360 ´ dсо,
где Ссо − стоимость сменного оборудования, необходимого для функционирования проектируемого отделения в течении года, руб.;
dсо − средняя норма запаса, принимается равной 30 дней.
Ксо = (496600 / 360) ´ 30 = 41383 руб.
Капитальные вложения на создание запасов быстроизнашивающегося инвентаря и инструмента
Кин = И ´ Рсп,
где Рсп − списочное число работающих в цехе, чел.;
И − средняя норма вложений на инвентарь, инструменты, в расчете на одного работающего, принимается равной 312 руб.
Кин = 50 ´ 312 = 15600 руб.
Капитальные вложения на незавершенное производство составляют 20% от всех нормируемых оборотных средств
Кнз = (901804 + 41838 +15600) ´ 0,2 = 191757,4 руб.
Таблица 14
Нормируемые оборотные средства отделения
| Элементы оборотных средств | Сумма, руб. |
| Запасы вспомогательных материалов и топлива | 901804 |
| Запасы сменного оборудования, запасных частей | 41383 |
| Запасы быстроизнашивающегося оборудования | 15600 |
| Незавершенное производство | 191757,4 |
| ИТОГО | 1150544,4 |
7.3 Энергетика отделения и расчет вспомогательных материалов для технологических нужд
В себестоимости термической обработки металлов сравнительно большой удельный вес имеют расходы на топливо, электроэнергии и вспомогательные материалы. Эти расходы являются прямыми затратами и исчисляются по нормам на единицу обрабатываемых изделий, определяемых принятыми в проекте технологией и техникой.
Таблица 15
Годовой расход и затраты на различные виды технологической энергии и производственной энергии
| Наименование энергоносителей | Расход в час |
Время потребления энергии в год, час. |
Расход в год | Цена, руб. | Сумма руб. | На 1 тонну | |
| Расход |
Сумма руб. |
||||||
|
Природный газ, тыс. м3 |
10,8 | 3857 | 41655,6 | 466 | 19411509,6 | 0,104 | 48,53 |
|
Азот, тыс. м3 |
17,76 | 7000 | 124320 | 50 | 6216000 | 0,311 | 15,54 |
|
Техническая вода, тыс. м3 |
4,6 | 7000 | 32200 | 0,333 | 10722,6 | 0,08 | 0,027 |
| Электроэнергия, тыс. кВт×ч | 8,4 | 1637 | 13750,8 | 1200 | 16500960 | 0,034 | 41,25 |
|
Сжатый воздух, тыс. м3 |
0,4 | 7000 | 2800 | 45 | 126000 | 0,007 | 0,32 |
| Вода | 0,18 | 7000 | 1260 | 414,64 | 522446,4 | 0,003 | 1,31 |
| ИТОГО | 42787638,6 | 106,97 | |||||
7.4 Штаты термического участка
Отделение для термической обработки относится к непрерывным производствам.
В нем установлено оборудование большой мощности, и так как расход тепловой энергии оборудования велик, то работа в одну или две смены привела бы к большим потерям времени на разогрев агрегата и производственным потерям электроэнергии для поддержания рабочей температуры при работе на холостом ходу в нерабочие смены. Поэтому в отделении устанавливается круглосуточная работа, т.е. в три смены.
При такой организации труда каждая бригада работает в течении 8 часов. После 4 дней работы в одну смену бригада имеет 48-часовой отдых. Чередование смен прямое, т.е. из первой смены бригада переходит во вторую, из второй − в третью, из третьей − в первую.
Работа в праздничные дни и в предпраздничные дни производится так же как и в обычные.
Такой график работы не предусматривает регламентированного перерыва для отдыха и приема пищи. Среднемесячная длительность работы по этому графику на 9,4 часа превышает норму для 41-часовой рабочей недели. Эта переработка оплачивается как сверхурочная работа.
Таблица 16
График выхода на работу
|
Смены | Дни недели | |||||||||||||||||||||||||||||||
|
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | ||||||||||||||||||
|
I | А | А | А | А | Б | Б | Б | Б | В | В | В | В | Г | Г | Г | |||||||||||||||||
|
II | В | Г | Г | Г | Г | А | А | А | А | Б | Б | Б | Б | В | В | |||||||||||||||||
|
III | Б | Б | В | В | В | В | Г | Г | Г | Г | А | А | А | А | Б | |||||||||||||||||
|
IV вых | Г | В | Б | Б | А | Г | В | В | Б | А | Г | Г | В | Б | А | |||||||||||||||||
| Смены | Дни недели |
|
|||||||||||||||||||||||||||||||
| 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 |
|
|||||||||||||||||
| I | Г | А | А | А | А | Б | Б | Б | Б | В | В | В | В | Г | Г | Г |
|
||||||||||||||||
| II | В | В | Г | Г | Г | Г | А | А | А | А | Б | Б | Б | Б | В | В |
|
||||||||||||||||
| III | Б | Б | Б | В | В | В | В | Г | Г | Г | Г | А | А | А | А | Б |
|
||||||||||||||||
| IV вых | А | Г | В | Б | Б | А | Г | В | В | Б | А | Г | Г | В | Б | А |
|
||||||||||||||||
А − первая бригада; Б − вторая бригада; В − третья бригада; Г − четвертая бригада.
7.4.1 Баланс использования рабочего времени
Баланс использования рабочего времени одного среднесуточного работника рассчитываем с учетом продолжительности отжига, режима труда и отдыха, а также с учетом длительности рабочего дня.
Календарное время−365 дней или 365 ´ 8 = 2920 часов.
Твых = 2920 ч.
Выходные дни−365 / 5 = 73 дней или 73 ´ 8 = 584 часа.
Твых = 584 ч.
Номинальное время работы:
Тном = Ткал - Твых = 2920 - 584 = 2336 ч.
Потери времени на выполнение государственных и общественных обязанностей принимаем по аналогии с базисным отделением, аналогично потери времени на болезни и прочие невыходы, ежегодный отпуск рабочих.
Тотп = 24 ´ 8 = 192 ч.
Тбол = 48 ч.
Тнев = 4 ч.
Тобщ = 4 ч.
Фактическое время определяем как номинальное рабочее время за вычетом потерь рабочего времени
Тфак = Тном - ( Тотп + Тбол + Тнев + Тобщ ) = 2336 - ( 192 + 48 + 8 ) = 2088 ч.
В том числе:
а) ночное время 2088 / 4 = 522 ч;
б) в праздничные дни 8 ´ 11 = 88 ч;
в) в сверхурочное время − 127 ч.
Годовой баланс времени работника термического отделения соответствует норме рабочего времени, утвержденной законодательством
Т = (365 – 52 - 8) ´ 7 - (52 + 6) ´ 1 = 2077 ч,
где 365 − дней в году;
52 − выходных дня;
8 − количество праздничных дней;
52 − количество предвыходных дней.
В течение года каждый рабочий перерабатывает:
DТ = 2336 - 2077 = 252 ч.
На основании баланса использования рабочего времени определяем списочный коэффициент, который равен отношению номинального времени к фактическому:
Кспис = Тном / Тфак = 2336 / 2088 = 1,13.
Все результаты расчета занесены в таблицу 17.
Таблица 17
Баланс использования рабочего времени
| Элемент баланса | Непрерывный режим работы, ч |
| 1 | 2 |
| Средняя длительность рабочего дня | 8 |
| Календарное время | 2920 |
| Выходные дни | 583 |
| Праздничные дни | − |
| Номинальное время | 2336 |
|
Потери рабочего времени: а) ежегодный отпуск; б) болезни; в) выполнение государственных и общественных обязанностей; |
192 48 4 |
| г) прочие невыходы | 4 |
| Итого потерь | 248 |
|
Фактическое время работы и в том числе: а) в ночное время; б) в праздничные дни; в) в сверхурочное время |
2088 485,5 88 127 |
| Списочный коэффициент | 1,13 |
7.4.2 Определение численности рабочих
Таблица 18
Штатное расписание рабочих
| Профессии | Разряд | Ставка | Бригады | Расстано- вочный штат | Резерв на отпуск | |||
| I | II | III | IV | |||||
| 1. Термист проката (см.) | 13 | 12,38 | 1 | 1 | 1 | 1 | 4 | 1 |
| 2. Термист проката | 9 | 9,05 | 2 | 2 | 2 | 2 | 8 | 1 |
| 3. Оператор ПУ входной части | 9 | 9,05 | 1 | 1 | 1 | 1 | 4 | |
| 4. Оператор ПУ (гл.) | 9 | 9,05 | 1 | 1 | 1 | 1 | 4 | 1 |
| 5. Оператор ПУ (см.) | 7 | 7,83 | 1 | 1 | 1 | 1 | 4 | |
| 6. Травильщик | 9 | 9,05 | 1 | 1 | 1 | 1 | 4 | 1 |
| 7. Вальцовщик стана холодной прокатки | 9 | 9,05 | 1 | 1 | 1 | 1 | 4 | 1 |
| 8. Бригадир на сдаче металла | 7 | 7,83 | 1 | 2 | 1 | 1 | 5 | |
| ИТОГО | 9 | 10 | 9 | 9 | 37 | 5 | ||
отжиг сталь цинкование агрегат
Таблица 19
Штатное расписание специалистов и служащих
| Профессии | Количество человек | Месячный оклад, руб. | Годовой оклад, руб. |
| Начальник термического отделения | 1 | 6480 | 77760 |
| Заместитель начальника отделения | 1 | 5400 | 64800 |
| Старший мастер | 1 | 4680 | 5616 |
| Сменный мастер | 4 | 4680 | 56160 |
| Мастер по ремонту оборудования | 1 | 4320 | 51840 |
7.5 Расчет ФЗП, ФМП, среднего заработка рабочих
Расчеты по фонду заработной платы выполняются при условии выполнения плана проектируемым отделением на 100% по всем показателям.
В цехах со строго регламентированными по времени процессами термической обработки, которые произвольно рабочими меняются не могут, целесообразно применять повременно-премиальную систему оплаты труда.
Система премирования должна стимулировать выполнения норм выработки, качество термической обработки и обеспечить беспрерывную работу оборудования.
Заработную плату по тарифным ставкам рекомендуют рассчитывать по формуле
Тз = l ´ Ш ´ tф ,
где 1 − часовая тарифная ставка рабочего первого разряда, руб.;
Ш − списочное количество работников, приведенных к первому разряду;
tф − фактическое время работы по балансу использования рабочего времени, ч.;
Ш13 = 4 ´ 12,38 / 4,9 = 10,1 ч.;
Ш9 = 24 ´ 9,05 / 4,9 = 44,4 ч.;
Ш7 = 9 ´ 7,83 / 4,9 = 24,4 ч.;
Ш = 10,1 + 44,4 + 24,4 = 79 ч.
Тз = 4,9 ´ 79 ´ 2088 = 808264,8 руб.
Количество премиальных Тпр при условии выполнения производственной программы вычисляется в соответствии с принятой системой премирования при повременно премиальной системе оплаты труда размер премии исчисляется к зарплате по тарифным ставкам
Тпр = 0,25 ´ Тз = 0,25 ´ 808264,8 = 594074,6 руб.
Доплату за работу в ночное время можно рассчитать по формуле
Тн = 1 ´ 0,35 Ш ´ 1н,
где 1 − тарифная ставка рабочего первого разряда, руб.;
Ш − списочное число работников, приведенных к первому разряду;
tф − число часов работы в ночное время по балансу рабочего времени.
Тн = 0,35 ´ 4,9 ´ 79 ´ 485,5 = 65778 руб.
Доплату за работу в праздничные дни рассчитывают
Тп = 1 ´ Ш ´ tн,
Тп = 4,9 ´ 79 ´ 88 = 36220,8 руб.
Доплату за работу в сверхурочное время рассчитывают по формуле
Тс = 1 ´ 0,5 ´ Ш ´ tс;
Тс = 0,5 ´ 79 ´ 4,9 ´ (127 - 88 ) = 12967,9 руб.
Премия за стаж работы принимается равной 30% от зарплаты по тарифным ставкам
Тст = 0,3 ´ 808264,8 = 242479,4 руб.
Суммируя результаты приведенных расчетов получаем размер фонда основной зарплаты
Тосн = Тз + Тпр + Тн + Тп +Тс = 808264,8 + 594074,6 + 65778 + 36220,8 + 12967,9 + 242479,4 = 1759785,5 руб.
Затем определяем средний часовой заработок работников
Тср.з.= Тосн / tф,
где Тосн − сумма основной зарплаты, руб.;
tф − фактическое число часов работы;
Тср.з. = 1759785,5 / 2088 = 843 руб.
Фонд дополнительной заработной платы определяем по среднему часовому заработку Тср.ч., учитывая сумму времени ежегодного отпуска и времени выполнения государственных и общественных обязанностей
Тдоп = Тср.з. ´ (tотп + tоб);
Тдоп = 843 ´ (192 + 4) = 165228 руб.
Начисления на социальное страхование Тстр определяются в процентах от всех выплат по основной и дополнительной зарплате и составляют для металлургов 35%
Тстр = 0,35 ´ ( Тосн + Тдоп ) = 0,35 ´ ( 1759785,5 + 165228 ) = 673754,7 руб.
7.6 Определим фонд заработной платы ИТР
Оплата труда ИТР осуществляется по схеме должностных окладов ИТР, работающим по сменам − 4240 руб., остальным − 4960 руб. Номинальное время работы первых составляет 273,75 дня, вторых − 305 дней, фактическое время работы соответственно: 243,75 и 275 дней. Тогда дневные оклады сменного персонала ИТР:
Сменные  руб.;
руб.;
Дневные ![]() руб.
руб.
За фактическое проработанное время будет начислено соответственно
Сменные Тз = 185,8 ´ 243,75 = 45304 руб.;
Дневные Тз = 195 ´ 275 = 75350 руб.
Кроме этого сменным ИТР следует доплатить за работу в ночное время и в праздничные дни
![]() руб.;
руб.;
Тн = 185,8 ´ 8 ´ 3 / 4 = 1114,8 руб.,
где 485,5 − время работы в ночное время.
Основная заработная плата сменных ИТР составит
Тосн = (45304 + 3949,5 + 1114,8) ´ 5 = 251841,5 руб.,
где 5 − число сменных ИТР.
Дневных: Тосн = 53665 ´ 3 = 160996,8 руб.,
где 3 − число ИТР работающих в день.
Таким образом, основная зарплата всех ИТР составит
Тосн = 251841,5 + 160996,8 = 412838,3 руб.
Дополнительную зарплату ИТР можно установить по среднему дневному заработку. Для сменного персонала
 руб.,
руб.,
где 5 − число сменных ИТР;
остальных: ![]() руб.,
руб.,
где 3 − число ИТР, работающих в день.
Если потери времени на ежегодные отпуска и выполнения государственных и общественных обязанностей составляют 28 дней для ИТР, то дополнительная зарплата определяется
Тд = (1033,2 + 585,4) ´ 28 = 45320,8 руб.
Начисления на зарплату для целей социального страхования исчисляются в процентах от суммы основной и дополнительной зарплаты и составляют 35%
(412838,3 + 45320,8) ´ 0,35 = 160355,5 руб.
Все результаты расчётов по фонду заработной платы сводим в табл 20.
Далее производим расчёт фонда материального поощрения.
Так как отделение завода не вступают непосредственно в сфере обращения, т.е. не торгует своей продукцией, то фонд материального поощрения образующийся из прибыли от реализации продукции прямо рассчитать не представляется возможным. Фонд материального поощрения можно исчислять лишь по косвенным данным или по аналогам с базисным цехом.
Положениями об использовании фонда материального поощрения предусматриваются следующие выплаты:
а) премии по результатам текущего производства; как показывает практика, то на эти выплаты приходится примерно 50% от всего фонда материального поощрения;
б) единовременное вознаграждение по результатам работы за год, составляет примерно 35%;
в) премии за выполнение особых заданий и работ, составляют оставшуюся часть фонда материального поощрения 15%.
Размер премий по результатам текущего года составляет:
– для рабочих 7−10% от заработной платы по тарифу:
808264,8 ´ 0,1 = 80826,48 руб.
– для ИТР 30% от оклада:
511807,9 ´ 0,3 = 153542,4 руб.
Следовательно, размер общего фонда материального поощрения будет составлять:
(80826,48 + 153542,4) ´ 2 = 468737,7 руб.
Сумма выплат по единовременному вознаграждению:
468737,7 ´ 0,35 = 164058,2 руб.
Остальные выплаты:
468737,7 - 234368,9 - 165058,2 = 70310,6 руб.
Таблица 20
Фонд заработной платы, руб.
|
Кате- гория трудя- щихся |
Тосн |
В том числе |
Тдоп |
Тстр |
Всего |
|
|||||
|
Тз |
Тпр |
Итого | Доплаты |
|
|||||||
|
Ти |
Тп |
Тс |
|||||||||
| 1.Рабо-чие | 1759785,5 | 808264,8 | 147205 | 594074,6 | 65778 | 36220,8 | 12968 | 165228 | 673754,7 | 2598768,2 | |
| 2. ИТР | 412283,8 | 98969,6 | 286091 | 3949,5 | 1114,8 | 45320,8 | 160355,5 | 618514,6 | |||
| ВСЕГО | 2172623,8 | 210548,8 | 834110,2 | 3217282,8 |
|
||||||
Таблица 21
Фонд материального поощрения
| Виды выплат | Руб. |
|
Премия по результатам текущего производства: а) рабочих б)ИТР ИТОГО |
80826,48 153542,4 234368,9 |
| Единовременное вознаграждение по результатам работы за год | 164058,2 |
| Премии за выполнение особых заданий и работ ВСЕГО |
70310,6 703106,6 |
Необходимо определить среднемесячную заработную плату всех категорий трудящихся. Для этого необходимо сложить выплаты по основной и дополнительной зарплате из ФМЗ и премии за выполнение плана производства и разделить на списочное число трудящихся и на 12:
− для рабочих
ЗПср = (1759785,5 + 165228 ) / 37 / 12 = 4336 руб.
− для ИТР
ЗПср = (412838,3 + 45320,8 + 153542,4) / 8 / 12 = 6370 руб.
Расчет средней заработной платы представлен в таблице 22.
Таблица 22
Среднемесячная заработная плата
| Категории трудящихся | Руб. |
| 1. Рабочие | 4336 |
| 2. ИТР | 6370 |
7.7 Себестоимость термической обработки
Себестоимость термической обработки рассчитывается по следующим статьям затрат:
а) технологическое топливо;
б) электроэнергия на производственные нужды;
в) заработная плата производственных рабочих (основная и дополнительная);
г) вспомогательные материалы;
д) амортизация основных фондов;
Эти статьи были определены ранее, остается определить:
е) расходы на сменное оборудование, инструменты:
рекомендуется принять равными 1−1,5% от общей суммы капитальных вложений в основные фонды отделения
165272537,2 ´ 0,015 = 2479088,06 руб.
ж) расходы на текущий ремонт основных средств:
устанавливаются в размере 5% от капитальных затрат на здание, силовые машины и силовое оборудование
132205778,6 ´ 0,05 = 6610288,93 руб.
з) расходы на охрану труда и технику безопасности:
определяют в размере 1,5−2% от ФЗП.
3217282,8 ´ 0,02 = 64345,6 руб.
и) общецеховые расходы:
складываются из затрат на ФМП, начисления на зарплату, для социального страхования, охрану труда и прочие расходы отделения.
Прочие денежные расходы отделения составляют 1,5% от всех общецеховых расходов
(2172623,8 + 210548,8 + 834110,2 + 64345,6 ) ´ 0,015 = 49224,4 руб.
Общецеховые расходы
3281628,4 + 49224,4 = 3330852,8 руб.
Таблица 23
Калькуляция себестоимости термической обработки
|
Наименование статей расходов |
Всего |
На единицу продукции |
||||
| Коли-чество | Цена, руб. | Сумма, руб. | Коли-чество |
Сумма руб. |
||
|
Топливо газ при-родный (1000 м3) |
41655,6 | 466 | 19411509,6 | 0,104 | 48,53 | |
|
Электрические затраты а) электроэнергия силовая б) сжатый воздух (1000 м3) в) вода техническая (1000 м3) г) азот 1000 м3 д) вода техническая очищенная 1000 м3 |
13750,8 2800 32200 124320 1260 |
1200 45 333 50 414,64 |
16500960 126000 10722600 6216000 522446,4 |
0,0344 0,007 0,003 0,311 0,00126 |
41,25 0,32 1,31 15,54 1,31 |
|
|
ФОТ и отчисл. на соц. страхования |
3217282,8 | 8,04 | ||||
|
Сменное оборудование |
2479088,06 | 6,20 | ||||
|
Текущий ремонт основных средств |
6610288,93 | 16,53 | ||||
| Амортизация | 13192333,9 | 32,98 | ||||
|
Общецеховые расходы |
3330852,8 | 8,33 | ||||
| ИТОГО | 82329362,49 | 205,82 | ||||
7.8 Расчет экономической эффективности
Одним из методов определения экономической эффективности проекта является метод приведенных затрат
Зпр = С + Ен ´ Куд,
где Зпр − приведенные затраты, руб./т;
Ен − нормативный коэффициент доходности инвестиций, принимается равным Ен = 30%;
С − удельная себестоимость продукции, руб./т;
Куд − удельные капитальные вложения, руб./т.
Зпр проект = 205,82 + 0,3 ´ 413,18 = 329,77
Зпр база = 198 + 0,3 ´ 330,5 = 297,15
Таблица 24
Технико-экономические показатели термического отделения
| Показатели | Проектируе-мый цех | Действую- щий цех | Отклонения |
| 1. Годовая программа, т | 400000 | 500000 | -100000 |
| 2. Численность работающих, чел. | 50 | 46 | 4 |
| 3. Производительность труда, т/чел. | 8000 | 10869 | -2869 |
| 4. Себестоимость продукции, руб./т | 205,82 | 198 | 7,82 |
| 5. Удельные капитальные вложения, руб./т | 413,18 | 330,5 | 82,63 |
| 6. Показатели технико-экономической эффективности, руб./т | 329,77 | 297,15 | 32,62 |
Данный проект является неэффективным, по сравнению с базовым цехом. В результате уменьшения объема производства себестоимость термообработки и приведенные затраты увеличиваются.
8. БЕЗОПАСНОСТЬ ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ
8.1 Микроклимат производственных помещений
Агрегат непрерывного отжига (АНО) предназначен для проведения светлого рекристаллизационного отжига холоднокатаной полосы из конструкционной стали в атмосфере защитного газа (95% и 5% водорода).
Во входной части АНО производится обрезка переднего и заднего концов полос в сдвоенных гильотинных ножницах, затем происходит сварка полос на сварочной машине в нахлестку. После этого полоса поступает в установку обезжиривания для очистки и промывки.
В средней (печной) части АНО холоднокатаная полоса подвергается термообработке и последовательно проходит: секцию нагрева, секцию выдержки, секцию газоструйного охлаждения, секцию повторного охлаждения, секцию перестаривания, секцию ускоренного охлаждения и секцию воздушного охлаждения.
В выходной части АНО полоса дрессируется, затем сматывается в рулоны. Рулоны обвязывают металлической лентой и взвешивают. После упаковки и взвешивания рулоны маркируются.
АНО является объектом повышенной опасности.
Непрерывно движущаяся полоса с острыми кромками, вращающиеся ролики, наличие азотно-водородного газа в печи, использование природного газа в качестве топлива, кислота и щелочь для очистки полосы, электрические машины и аппаратура, перемещающиеся электрмостовые краны с различными грузами и напольный транспорт требует от технического и обслуживающего персонала неукоснительного выполнения правил техники безопасности.
Приведенные в таблице 25 данные замеров вредных химических веществ и промышленной пыли не превышают нормативных значений (ГОСТ 12.1.005-88). Данным таблицы 26 соответствуют определенные категории работ, оптимальные и допустимые нормы параметров микроклимата, которые принимаются согласно ГОСТ 12.1.005-88.
Таблица 26
Оптимальные и допустимые нормы параметров микроклимата
| Рабочее место | Катего-рия работ | Температура воздуха, °С | Относительная влажность воздуха,% | Скорость движения воздуха, м/с | |||
| Опти-мальная | Допус-тимая | Опти-мальная | Допус-тимая, не более | Опти-мальная | Допус-тимая, не более | ||
| Термист проката | Средней тяжести IIа | 21−23 | 18−27 | 40−60 | 65 | 0,3 | 0,2−0,4 |
| Оператор ПУ | Легкая Iб | 22−24 | 21−28 | 40−60 | 60 | 0,2 | 0,1−0,3 |
| Вальцовщик стана холодной прокатки | Средней тяжести IIб | 20−22 | 16−27 | 40−60 | 70 | 0,3 | 0,2−0,5 |
| Аппаратчик электролитического обезжиривания | Легкая IIб | 18−20 | 17−23 | 40−60 | 75 | 0,2 | 0,3 |
| Травильщик | Легкая IIб | 18−20 | 17−23 | 40−60 | 75 | 0,2 | 0,3 |
Таблица 27
Загазованность рабочих мест
| Рабочее место | Производственный процесс | Вещество |
ПДК, мг/м3 (ГОСТ 12.1.005-88) |
Фактическая концентрация, мг/м3 |
| Рабочая площадка печи | Наблюдение за непрерывным отжигом металла | Оксид углерода | 20 | 6,2 |
| Метан | 0,5 | 0,0 | ||
| Аппаратчик электролити-ческого обезжиривания | Закачка и перекачка щелочного раствора | Аэрозоли щелочные | 0,5 | 0,16 |
| Травильщик, электромонтер, слесарь | Закачка и перекачка щелочного раствора | Хлористый водород | 5,0 | 1,9 |
8.2 Производственное освещение
Характер зрительных работ. Лаборатория должна НОР − 0,3 мм. Фон − средний. Контраст объекта с фоном − средний. В связи с этим по таблице 1 СНиП 23-05-95 РЗ-II, ПРЗ-В.
Для естественного освещения используется формула
![]() ,
,
где So − площадь световых проемов при боковом освещении,м2;
Sn − площадь пола, м2;
Ln − нормированное значение КЕО;
kз − коэффициент запаса;
kзд − коэффициент, учитывающий затемнение окон противостоящими зданиями;
hо − световая характеристика окон;
tо − общий коэффициент светопроникания;
r1 − коэффициент, учитывающий повышение КЕО при боковом освещении.
![]()
l p > l n. Фактическая освещенность рабочих мест через проемы соответствует нормативным значениям.
Искусственное освещение рассчитывается
![]() ,
,
где En − нормируемая освещенность, лк;
Sn − освещаемая площадь, м2;
k − коэффициент запаса, учитывающий ухудшение характеристик источников при эксплуатации;
z − коэффициент минимальной освещенности;
N − число светильников;
h − коэффициент использования.
Световой поток
![]() ,
, ![]()
![]()
Световой поток увеличиваем в 10 раз. Так как мы знаем величину светового потока, то найдем количество ламп, которое требуется для освещения площади 4408,8 м2.
![]()
Светильники располагают в два ряда на потолке с одинаковым расстоянием между ними.
8.3 Электробезопасность
В отношении опасности поражения электрическим током помещение термического отделения относится к разряду с повышенной опасностью. Электрическое оборудование имеет токоведущие части непосредственно в рабочем пространстве, зачастую без электрической изоляции, что представляет опасность при соприкосновении с открытыми токоведущими частями во время технологических операций. Вследствие неисправности изоляции может возникнуть электрический контакт между токоведущими частями. Состояние изоляции характеризуется состоянием тока утечки. Согласно ПУЭ сопротивление должно быть не менее 0,5 МОм. Его необходимо регулярно контролировать.
Для обеспечения недоступности токоведущих частей оборудования электрических сетей применяют специальные ограждения.
В электроустановках напряжением выше 250 В, в которых производят работы на ограждаемых токоведущих частях, применяют блокировку. С помощью блокировки автоматически отключается питание с токоведущих частей при прикосновении с ними, без предварительного отключения питания.
При обслуживании и ремонте электроустановок обязательно использование электрозащитных средств. Для предупреждения персонала о наличии напряжения или его отсутствии в электроустановках применяется звуковая или световая сигнализация. С целью предупреждения работающих об опасности поражения электрическим током используются плакаты и знаки безопасности. При работах, связанных с электричеством, работающие должны использовать средства индивидуальной защиты: части одежды (резиновые диэлектрические перчатки, боты, брезентовые рукавицы), вспомогательные приспособления, изолирующие площадки (подставки, коврики).
Все электрические механизмы, агрегаты, машины имеют защитные заземления, независимо от заземления всей технологической цепи.
8.4 Пожарная безопасность
Термическое отделение ПХПП выполнено из несгораемого материала, металла и бетона, которые сохраняют постоянную массу при действии огня. Пожарная опасность производственного здания определяется пожарной опасностью технологического процесса, количеством и характеристиками горючих материалов.
Огнестойкость здания термического отделения с соответствии со СНиП 21-07-97 с учетом взрывопожарной категории будет первой степени огнестойкости.
Для предотвращения распространения пожара здание термического отделение отделяется от других зданий противопожарными разрывами. Вероятность распространения пожара 23%, так как расстояние между зданиями и термическим отделением 30 м.
Термическое отделение относится к взрывоопасной категории А. В данном производстве применяются вещества и материалы, способные взрываться, гореть при взаимодействии с водой, кислородом воздуха или друг другом в таком количестве, что давление взрыва в помещении более 5 кПа.
Важным мероприятием предотвращения пожара является эвакуация горючих газов. Дороги, проезды и проходы к зданию должны быть всегда свободными и исправными. Число эвакуационных выходов должно быть два с одой стороны и два с другой. Расстояние между эвакуационными выходами составляет 60 м. Расстояние от наиболее удаленного места до выхода 75 м, что соответствует СНиП 2.01.02-85.
Число и ширину проходов, дверей, коридоров принимают: ширина прохода 2 м, коридора 3 м, дверей 1 м, площадок лестниц 2 м. Наружные отрытые лестницы должны быть стальными, шириной 1 м, с уклоном не более 1:1 с ограждениями высотой 1 м.
Норма расхода воды на пожаротушение 10 л/с, объем 17800 м3. Для тушения пожаров используют углекислотные огнетушители, песок, стационарные установки водяного пожаротушения.
Для предотвращения взрывов применяют три принципа:
1.Исключение образования горючих смесей.
2.Исключение образования источников воспламенение или самовоспламенения.
3.Локализация взрыва (очага горения) в пределах определенного устройства, способного выдержать его последствия (применяется, когда нельзя исключить возможность образования горючих смесей или источников воспламенения).
9. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
9.1 Охрана воздушной среды
Выполнение установленных нормативов по выбросам вредных веществ в атмосферу достигается при работе на исправном оборудовании АНГЦ, при соблюдении требований инструкции по эксплуатации газопылеулавливающих установок и требований технологической инструкции. Работа на неисправном оборудовании АНГЦ запрещается.
Для исключения возможности эксплуатации неисправного природоохранного оборудования в течение года производится теплотехнический контроль работы газогорелочного оборудования АНГЦ.
Один раз в три года, согласно графику режимно-наладочных испытаний тепловых агрегатов ОАО "НЛМК", потребляющих природный газ, осуществляются наладочные работы на АНГЦ.
Источники выбросов вредных химических веществ в атмосферу от агрегата непрерывного горячего цинкования указаны в таблице 28.
Все вышеперечисленные работы проводятся по СТП СК 05757665-22-164-2001 "Методики проведения теплотехнического контроля, режимно-наладочных работ на агрегате непрерывного горячего цинкования ПХПП фирмы "Ниппон Стилл" Япония.
Контроль за соблюдением нормативов ПДВ от источников выбросов в атмосферу осуществляет УООС ОАО "НЛМК" согласно графику "Контроля нормативов ПДВ".
Таблица 28
Источники выбросов вредных химических веществ в атмосферу от АНГЦ
|
Номер источника выброса |
Наименование источника выброса |
Наименование газопылеулавливающих установок, номер инструкции по эксплуатации |
Наименование вредного вещества |
ПДВ (г/с) |
| 470 |
Камера восстано- вительного нагрева |
Нет |
азота диоксид серы диоксид бенз(а)пирен |
0,33 0,003 1 × 10-6 |
| 471. 472 | Камера безокислительного нагрева | Нет |
азота диоксид серы диоксид бенз(а)пирен |
1,82 0,0068 1,9 × 10-6 |
| 474 |
Сушка горячим воздухом (ГГВ) |
Нет |
азота диоксид серы диоксид бенз(а)пирен |
0,44 0,0017 1,1 × 10-6 |
| 475 | Ванна пассивации | Система отсоса паров от ванны пассивации |
хром шестивалентный взвешенные вещества |
0,0169 0,0169 |
9.2 Охрана поверхностных и подземных водоисточников
Состав оборудования и технология АНГЦ исключают прямой сброс загрязненных сточных вод в водоемы и попадание вредных веществ в почву.
Случайные проливы пассивирующего раствора при ремонтах оборудования (фильтров, запорной арматуры) собирают по лоткам в приямок, затем насосом перекачивают на блок химических установок № 2 для нейтрализации и обезвреживания.
Полы в технологическом подвале узла пассивации имеют кислотостойкое покрытие, исключающее проникновение случайных проливов в подземные горизонты.
Источники образования загрязненных сточных вод АНГЦ указаны в таблице 29.
Таблица 29
Источники образования загрязненных сточных вод АНГЦ
|
Наименование источника образования стоков |
Наименование загрязняющих веществ в стоках | Концентрация загрязняющих веществ в стоках |
Количество стоков, (м3/ч) |
Место сброса стоков |
|
| Постоянные | Периоди-ческие | ||||
| Ванна обезжиривания |
натрия силикат фосфатные соединения натрия карбонат ПАВ механические примеси |
< 0,14 % < 0,31 % < 1,32 % < 0,16 % < 1 г/дм3 |
5 | 20 | БХУ№2 |
| Ванна пассивации |
хрома оксид (IV) кислота ортофосфорная цинк механические примеси |
0,05−9 г/дм3 0,05−9 г/дм3 < 0,3 г/дм3 < 0,02 г/дм3 |
2 | 6 | БХУ№2 |
Состав постоянных и периодических щелочных стоков определяется применяемым на АНГЦ обезжиривающим средством.
Производственные стоки АНГЦ перекачивают насосом на блок химических установок № 2 для нейтрализации и обезвреживания в соответствии с технологической инструкцией ТИ 05757665-ПХЛ.4-31-2000 "Нейтрализация и обезвреживание производственных стоков в отделении блока химических установок № 2".
Кусочки цинкового покрытия, которые задерживаются фильтром, установленным в трубопроводе системы циркуляции пассивирующего раствора, вручную собирают в коробку с дроссом.
Охрана природной окружающей среды от отходов производства и потребления.
При проведении процесса горячего цинкования на АНГЦ образуется до 150 тонн в месяц твердых отходов (дросса). Состав дросса:
- алюминий 0,5−1,2 %;
- железо до 0,5 %;
- свинец до 0,2 %;
- остальное цинк.
Дросс в виде блоков накапливают на площадке около АНГЦ, затем отгружают в ФЛЦ ОАО "НЛМК" для дальнейшей переработки.
Нефтемаслоотходы, образующиеся при работе АНГЦ в количестве до 30 м3 в месяц, направляются на участок разложения маслосодержащих стоков ПХПП.
В данном технологическом процессе отсутствуют технологические операции, при отклонении параметров которых могут возникнуть отрицательные воздействия на окружающую среду.
Ответственность за нарушение технологии, приводящее к загрязнению окружающей природной среды, несут старшие термисты, сменные мастера, старший мастер агрегата горячего цинкования.
БИБЛИОГРАФИЧЕКИЙ СПИСОК
1. Белянский, М.А. Производство автомобильного листа. / М.А. Белянский, В.Л. Мазур, В.И. Мелешко. М.: Металлургия, 1979. 256 с.
2. Дедек, Вл. Полосовая сталь для глубокой вытяжки. / Вл. Дерек. М.: Металлургия, 1970. 208 с.
3. Гусева, С.С. Непрерывная термическая обработка автолистовой стали. / С.С. Гусева, В.Д. Гуренко, Ю.Д. Зварковский. М.: Металлургия, 1979. 224 с.
4. Пилюшенко, В.Л. Структура и свойства автолистовой стали. / В.Л. Пилюшенко, А.И. Яценко, А.Д. Белянский и др. М.: Металлургия, 1996. 164 с.
5. Марочник сталей и сплавов. В.Г. Сорокин, А.В. Валосников, С.А. Ваткин и др. М.: Машиностроение, 1989. 640 с.
6. Технологическая инструкция ТИ 106-ПХЛ 4-23-97. Термическая обработка холоднокатаной углеродистой стали в АНО. Липецк, 1997.
7. Технологическая инструкция ТИ 106-ПХЛ 4-29-87 «Обработка холоднокатаной стали в агрегатах непрерывного горячего цинкования».
8. Горбунов, И.П. Курсовое проектированию по курсу «Оборудование термических цехов». / И.П. Горбунов Методические указания (для студентов специальности 150105). Липецк: ЛГТУ, 2005. – 30 с.
9. Расчет нагревательных и термических печей. Справочник. Под ред. В.М. Тылечака, В.Л. Гусовского. М.: Металлургия, 1993. 480 с.
10. Горбунов, И.П. Расчет термических электропечей и электрических нагревательных элементов. Методические указания к практической работе для студентов специальности 150105 «Металловедение и термическая обработка металлов». / И.П. Горбунов, Д.И. Горбунов. − Липецк: ЛГТУ, 2006. – 30 с.
11. Шкатов, В.В. Металловедение и термическая обработка металлов. Методические указания к выполнению дипломного проекта для студентов специальности 150105 «Металловедение и термическая обработка металлов». / В.В. Шкатов, И.П. Горбунов. − Липецк: ЛГТУ, 2006. 22 с.
12. Беняковский, М.А. Производство автомобильного листа / М.А. Беняковский, В.Л. Мазур, В.И. Мелешко. – М.: Металлургия, 1979.
13. Коцарь, С.Л. Технология листопрокатного производства./ С.Л. Коцарь, А. Д. Белянский Ю.А. Мухин. М.: Металлургия, 1997.
14. Франценюк, И.В. Современное металлургическое производство./ И.В. Франценюк, Л.И. Франценюк. М.: Металлургия, 1995.
15. Гуляев, А.П. Металловедение./ А.П. Гуляев. М.: Металлургия, 1986.
16. Блантер, М.Е. Теория термической обработки. / М.Е. Блантер. М.: Металлургия, 1984.
17. Лахтин, Ю.М. Металловедение и термическая обработка металлов./ Ю.М. Лахтин. М.: Металлургия, 1977.
18. Золотаревский, В.С. Механические свойства металлов./ В.С. Золотаревский. М.: Металлургия, 1978.
19. Бочков, Н.Г. Производство качественной низколегированной листовой стали./ Н.Г. Бочков. М.: Металлургия, 1983.
20. Горелик, С.С. Рекристаллизация металлов и сплавов./ С.С. Горелик. М.: Металлургия, 1978.
21. Новиков, И.И. Теория термической обработки металлов./ И.И. Новиков. М.: Металлургия, 1978.
22. Пилюшенко, В.Л. Структура и свойства автолистовой стали./ В.Л. Пилюшенко, А.И. Яценко, А.Д. Белянский, Н.И. Репина, Г.В. Кругликова. М.: Металлургия, 1996.
23. Гусева, С.С. Непрерывная термическая обработка автолистовой стали./ С.С.Гусева, В.Д. Гуренко, Ю.Д. Зварковский. М.: Металлургия, 1979.
24. Соколов, К.Н. Технология термической обработки металлов и проектирование термических цехов./ К.Н. Соколов, И.К. Коротич. М.: Металлургия, 1988.
25. Левина, Б.Е. Технология термической обработки стали./ Б.Е. Левина. М.: Металлургия, 1981.
26. Шитов, А.В. Освоение технологии производства проката с цинковым и алюмоцинковым покрытиями./ А.В. Шитов, А.Н. Климушкин, В.В. Мартьянов Т.С. Сейсшибинов Сталь, 2000, №6, с. 48–52.
27. Дубинин, Г.Н. Прогрессивные методы химико-термической обработки./ Г.Н. Дубинин. М.: Металлургия, 1979.
28. Минкевич, А.Н. Химико-термическая обработка металлов и сплавов./ А.Н. Минкевич. М.: Машиностроение, 1964.
29. Горбунов, И.П. Расчет тепловых потерь через кладку печи. Методические указания к практической работе для студентов специальности 150105 «Металловедение и термическая обработка металлов» / В.В. Шкатов, Д.И. Горбунов. − Липецк: ЛГТУ, 2006. – 22 с.
30. Горбунов, И.П. Методические указания по разработке дипломного проекта для специальностей 0407 Металловедение, оборудование и технология термической обработки металлов. /И.П. Горбунов, В.И. Григоркин. Липецк: ЛипПИ, 1982.
31. Горбунов, И.П. Металловедение специальных сталей. Учебное пособие. Часть 1. / И.П. Горбунов. Липецк: Липецкий государственный технический университет, 1999.
32. Горбунов, И.П. Металловедение специальных сталей. Учебное пособие. Часть 2. /И.П. Горбунов. Липецк: Липецкий государственный технический университет, 2001.
33. Богомолова, Е.В. Методические указания к выполнению экономической части дипломной работы (проекта) / Е.В. Богомолова Липецк: ЛГТУ, 2000.
34. Беляев, С.В. Безопасность жизнедеятельности. / С.В. Беляев и др. М.: Высш. шк. 1999.
35. Гетия, И.Г. Безопасность труда термиста / И.Г. Гетия, В.К. Шумилин. – М.: Машиностроение, 1989. – 80 с.
36. Общие методические указания по содержанию и выполнению раздела безопасности труда для студентов инженерно-технических специальностей. Составитель А.С. Алешин. Липецк: ЛипПИ, 1990. 32с.
37. Кукин, П.П. Безопасность технологических процессов и производств (Охрана труда). / П.П. Кукин, В.Л. Лапин, Е.А. Подгорных и др. М.: Высшая школа, 1999. 318 с.
38. ГОСТ 12.1.004-76. Пожарная безопасность. Общие требования.
39. Настич, В.П. Пособие по изучению основ промышленной безопасности и охраны труда. /Под. ред. В.П. Настич. Липецк, 2002.
40. ГОСТ 120.003 – 80 ССБТ. Опасные и вредные факторы. Классификация.
Перепечатка материалов без ссылки на наш сайт запрещена