Дипломная работа: Технологічне забезпечення відновлення дисків сошників зернових сівалок
Дипломная работа: Технологічне забезпечення відновлення дисків сошників зернових сівалок
ТЕРНОПІЛЬСЬКИЙ державний технічний університет
імені Івана Пулюя
05.05.11 - машини і засоби механізації сільськогосподарського виробництва
Дисертація
на здобуття наукового ступеня
кандидата технічних наук
Технологічне забезпечення відновлення дисків сошників зернових сівалок
Назар Ігор Богданович
УДК 631.33.024.2
Науковий керівник:
Палаш Володимир Миколайович
кандидат технічних наук, професор
Тернопіль - 2005
Зміст
Вступ
Розділ 1. Стан питання та завдання дослідження
1.1 Сучасний стан технічного обслуговування і ремонту машинного парку АПК України
1.2 Характеристика роботи дисків сошників зернових сівалок
1.2.1 Особливості конструкції та роботи сошників
1.2.2 Аналіз причин зношування дисків сошників
1.3 Існуючі способи ремонту дисків
1.3.1 Способи зміцнення поверхні дисків застосовуються винятково перед
1.3.2 Ремонт дисків при їх деформуванні, спрацюванні та жолобленні
1.3.3 Відновлення початкових розмірів у випадку, коли зовнішній діаметр диска не відповідає агротехнічним вимогам [7,39]
1.4 Пріоритетні напрямки підвищення довговічності дисків з відновленням їх зовнішнього діаметра
1.5 Визначення залишкових напружень у диску
1.6 Мета та основні задачі досліджень
Висновки
Розділ 2. науково-технологічні передумови підвищення довговічності дисків
2.1 Моделювання оптимальних властивостей робочої ділянки диска з врахуванням особливостей умов їх експлуатації
2.2 Структурні перетворення при зварюванні сталі 65Г
2.3 Дослідження залишкових напружень в зварному з’єднанні виконаному коловим швом
2.4 Напружено-деформований стан із врахуванням конструкції диска
2.5 Функція поля пластичних деформацій при зварюванні сталі 65Г
Висновки
Розділ 3. Програма і Методика проведення досліджень
3.1 Моделювання властивостей дискової робочої ділянки
3.2 Технологія відновлення зовнішнього діаметра диска
3.3 Дослідження експлуатаційних властивостей відремонтованого диска
3.4 Методика визначення залишкового напруженого стану відремонтованого диска
3.5 Стендові та польові випробовування
Висновки
Розділ 4. Експериментальні дослідження довговічності відремонтованих дисків сошника
4.1 Зміцнення робочої ділянки відремонтованих дисків
4.2 Зносостійкість диска з врахуванням напружено-деформованого стану робочої ділянки
4.2.1 Залишковий напружено-деформований стан у диску
4.2.2 Зносостійкість диска
4.3 Жорсткість та втомна міцність відремонтованого диска
4.4 Стендові та польові випробовування дисків
4.5 Технологічний процес підвищення довговічності спрацьованих за зовнішнім діаметром дисків сошників зернових сівалок
4.6 Техніко-економічна ефективність технологічного процесу ремонту дисків
Висновки
Загальні висновки
Список використаних джерел
Додатки
Перелік умовних позначень, символів, скорочень і термінів
| АПК |
агропромисловий комплекс |
| МТП |
матеріально-технічний парк |
| ПК |
персональний комп’ютер |
| ЗТВ |
зона термічного впливу |
|
|
умовні пластичні деформації у радіальному та коловому напрямках |
|
|
радіальне переміщення |
|
|
функція, що характеризує зміну пластичних деформацій |
|
|
радіальні напруження |
|
|
колові напруження |
Вступ
Агропромисловий комплекс організаційно і технологічно пов'язаний із багатьма галузями національної економіки України. Створення сприятливих умов для його розвитку є одним із визначальних чинників виходу нашої держави на міжнародний рівень розвитку.
Інтенсифікація сільського господарства однією з найважливіших поставила проблему підвищення довговічності сільськогосподарської техніки, рівня технологічного обслуговування, зберігання та ремонту, при якому основними є витрати на запасні частини. Великі резерви у підвищенні ресурсу відремонтованих машин, значному скороченні запасних частин та економії суспільної праці є у розробці та створенні нових і економічно-ефективних способів відновленні деталей.
Згідно з даними Міністерства агропромислової політики України для закупівлі запасних частин та ремонтних матеріалів з метою підготовки сільськогосподарської техніки до польових робіт у 2002-2003р.р., а також на технічне її обслуговування було витрачено майже 1,5 млрд. гривень на рік. Ці витрати можна суттєво скоротити якісною організацією відновлення та ремонту зношених деталей та технічного сервісу забезпечивши довговічність, надійність відновлених деталей на рівні нових з витратами, що не перевищують 55-60% вартості нових.
До деталей, які потребують відновлення своїх розмірів та підвищення працездатності відносяться сталеві диски сошників зернових сівалок.
На даний час в Україні майже 95% посівів зернових припадає на сімейство сівалок типу СЗ [2], обладнаних переважно сошниками дискового типу. Невеликий термін технологічно допустимої роботи дисків обумовлений зношенням робочої поверхні до діаметра 320мм. після посівів на площі близько 1300га, все ж зумовлює необхідність виготовлення їх для запасних частин у великій кількості.
У зв'язку з цим проблема підвищення довговічності зношених дисків сошника є актуальною на сьогоднішній день. Важливість цього питання та застосування невідкладних заходів щодо його вирішення відмічено в Державних науково-технічних програмах.
Актуальність теми. Сучасний стан технічного забезпечення аграрного сектора України характеризується зменшенням на 16. .50% порівняно із 1991 роком кількості техніки та значним її старінням - 40. .60% відпрацювали свій амортизаційний термін.
Для відтворення матеріально-технічного парку агропромислового комплексу (АПК) на рівні технологічної потреби необхідно щорічно купувати машин і обладнання на суму понад 7. .8 млрд. грн. Крім того, підтримання матеріально-технічного парку (МТП) в працездатному стані потребує 1,2. .1,5 млрд. грн. на рік в основному на закупівлю запасних частин і ремонтних матеріалів [11].
Ситуація, що склалась з технічним забезпеченням, вимагає нових підходів до формування та реалізації технічної політики в сільському господарстві. Основними напрямками розвитку є:
1. забезпечення прибутковості у сільському господарстві;
2. розробка і впровадження енергоощадних технологій, нової техніки та обладнання;
3. формування та функціонування ринків матеріально-технічних ресурсів тощо. Головним же завданням є збереження, відновлення, ремонт та підтримання в роботоздатному стані наявного технічного потенціалу та ефективне його використання [12].
Серед великої кількості землеоброблювальної техніки, яка використовується для посіву сільськогосподарських культур, важливе місце займають зернові сівалки, робочими органами яких є диски сошника, виготовлені із сталі 65Г. В результаті абразивного спрацювання, ударних навантажень, а також хімічної дії ґрунту відбувається зношення робочої поверхні дисків, в результаті чого зменшується їх зовнішній діаметр. Згідно агротехнічних вимог, коли диск за діаметром спрацьований більше ніж на 25мм., він забраковується. Відносно невеликий термін експлуатації дисків (4. .5 років) викликає необхідність виготовлення їх у великій кількості.
На даний час агротехнічна галузь України щорічно потребує до 3 млн. нових дисків загальною вартістю близько 115 млн. грн. Для їх виготовлення необхідно майже 5,4 тис. т. листа із сталі 65Г. В зв’язку з цим, актуальним питанням є ремонт спрацьованих дисків із застосуванням таких способів, які забезпечують як відновлення їх геометричних розмірів так і високу зносостійкість. Серед таких процесів вагоме місце займають методи зварювання. Однак існуючі на даний час такі способи ремонту дисків є енергоємкими бо потребують застосування додаткових операцій підігрівання та термічного оброблення.
Разом з тим, за економічними розрахунками, собівартість відремонтованого диска сошника зернової сівалки порівняно із новим є меншою на 25-30%.
Зв'язок роботи з науковими програмами, планами, темами. Робота виконувалась у відповідності до існуючих Державних науково-технічних програм: “Підвищення надійності та довговічності машин і конструкцій"; “Впровадження технологічних комплексів машин і обладнання для агропромислового комплексу на 1998-2005 рр. (П.3.11 12); Національна програма розвитку агропромислового виробництва і соціального відродження села на 1999-2010рр. за напрямком “Ресурсне оновлення виробництва на основі застосування сучасних організаційних та техніко-технологічних систем, організація матеріально-технічного постачання” та координаційного плану Комітету з питань науки і техніки України, розділу „Машинобудування” (позиція 43) „Високоефективні технологічні процеси в машинобудуванні" на 2000-2005 роки. .
Мета і задачі дослідження. Метою дисертаційної роботи є збільшення ресурсу роботи дисків сошників зернових сівалок шляхом ресурсозберігаючих технологій.
Для досягнення поставленої мети необхідно вирішити такі задачі:
виявити причини та особливості зношення дисків сошників зернової сівалки;
проаналізувати існуючі способи ремонту дисків та обґрунтувати доцільність відновлення їх зовнішнього діаметра зварюванням без застосування операцій попереднього підігріву та кінцевої термічної обробки;
визначити оптимальний хімічний склад та мікроструктуру шва для одержання необхідних фізико-механічних властивостей робочої ділянки, що забезпечує втомну міцність та абразивну зносостійкість відремонтованого диска;
дослідити вплив залишкових внутрішніх напружень на стійкість відремонтованого диска до абразивного зношення;
розробити математичну модель експериментально-розрахункового методу для визначення напружено-деформованого стану у відремонтованих за зовнішнім діаметром дисках, виготовлених із сталі 65Г;
провести стендові та польові випробування відновлених дисків;
визначити основні параметри технологічного процесу ремонту спрацьованих дисків сошників зернових сівалок із відновленням їхнього зовнішнього діаметра.
Об'єкт дослідження - диски сошників зернових сівалок.
Предмет дослідження - вплив фізико-механічних характеристик металу робочої ділянки на експлуатаційні властивості відремонтованих дисків.
Методи дослідження. Для досягнення мети та вирішення поставлених завдань в роботі використовувались такі методи: метод математичного планування та статистичної обробки; метод визначення зносостійкості сталі; металографічний і хімічний аналізи; методи оцінки деформаційного зміцнення та втомної міцності; метод електротензометрування; експериментально-розрахунковий метод визначення напружено-деформованого стану в диску; експериментальне дослідження дисків на стійкість до спрацювання.
Наукова новизна одержаних результатів полягає в тому, що:
обґрунтовано параметри та властивості ремонтного кільця в залежності від особливостей експлуатації сошників та процесу їх зношення.
встановлено зв’язок між хімічним складом зварювального порошкового дроту та фізико-механічними і експлуатаційними властивостями відремонтованих за зовнішнім діаметром дискових деталей при абразивному зношенні та втомному руйнуванні в умовах роботи посівної техніки.
встановлено оптимальні параметри пластичного деформування відремонтованої ділянки диска сошника, які зумовлюють релаксацію внутрішніх напружень розтягу та створення напружень стиску у робочій ділянці.
розроблена математична модель експериментально-розрахункового методу для визначення залишкового напружено-деформованого стану в тонколистових дискових деталях із сталі 65Г.
вперше запропонована функціональна залежність, що описує поле пластичних деформацій для випадку з’єднання обмеженої радіусом та з отвором пластини із сталі 65Г коловим швом.
Практичне значення одержаних результатів.
Розроблено інженерну методику розрахунку напруженого стану у тонколистових дискових деталях сільськогосподарських агрегатів. Теоретичні та практичні результати дисертаційних досліджень впроваджені в навчальний процес кафедри зварювального виробництва, діагностики та відновлення металоконструкцій Національного університету „Львівська політехніка”.
На підставі проведених лабораторних та польових випробувань встановлено, що відремонтовані диски мають необхідну стійкість до абразивного спрацювання при ресурсі їх роботи на рівні із новими дисками. Визначено оптимальні параметри технологічного процесу ремонту спрацьованих дисків сошників зернової сівалки шляхом відновлення їх зовнішнього діаметра. Отримано патент України №38536А "Спосіб відновлення спрацьованих дисків сільськогосподарської сівалки". Проведенням техніко-економічної оцінки ефективності процесу встановлено, що собівартість відремонтованого диска складає 45. .60% вартості нового, а технологічний процес ремонту прийнятий до впровадження у Львівській області в підприємстві ТзОВ АПП “Львівське”.
Особистий внесок здобувача. Основні результати, рішення, висновки та рекомендації, наведені в дисертаційній роботі, отримані автором самостійно. В опублікованих за результатами досліджень роботах дисертанту належить: у [1] - розробка оптимального хімічного складу залізо-марганцевистого шва з аустенітною структурою та дослідження його впливу на експлуатаційні характеристики колового з'єднання диска із сталі 65Г; у [2] - визначення величини деформаційного зміцнення поверхні шва, яке має місце при пластичному деформуванні; у [3] - визначення основних параметрів технологічного процесу ремонту дисків, без застосування попереднього підігріву та кінцевої термічної обробки; у [4,5] - розробка та обґрунтування математичної моделі, що враховує особливості формування поля пластичних деформацій у відновлених зварюванням дисках сошників зернових сівалок.
Апробація результатів дисертації. Основні результати роботи доповідались та обговорювались на: 2-ій Міжнародній конференції у Львові "Механіка руйнування матеріалів і міцність конструкцій" (м. Львів, 1999р); 4-му 5-му, 6-му Міжнародних симпозіумах Українських інженерів-механіків у Львові” (м. Львів, 1999р., 2001р., 2003р., 2005р); 7-й Всеукраїнській науковій конференції “Сучасні проблеми прикладної математики та інформатики", (м. Львів, 2000р); 4-му Міжнародному симпозіумі “Механіка і фізика руйнування будівельних матеріалів та конструкцій" (м. Тернопіль, 2000р); 1-у науковому симпозіумі "Сучасні проблеми інженерної механіки" (м. Луцьк, 2000р); Міжнародній конференції "Сварные конструкции" (м. Київ, 2000р); Міжнародній науково-практичній конференції “Проблеми технічного сервісу сільськогосподарської техніки" (м. Харків, 2001р); 3-ій та 4-ій Міжнародній науково-практичній конференції "Проблеми конструювання, виробництва та експлуатації сільськогосподарської техніки" (м. Кіровоград, 2001р., 2003р); Українсько-польській конференції “САПР в машинобудуванні: проблеми навчання та впровадження” (м. Львів, 2002 р); 2-й Всеукраїнській науково-технічній конференції молодих учених та спеціалістів “Зварювання та суміжні технології” (м. Київ, 2003р); 1-й Міжнародній науково-технічній конференції “Машинобудування та металообробка - 2003” (м. Кіровоград, 2003р); 3-ій Міжнародній конференції „Механіка руйнування матеріалів і міцність конструкцій" (м. Львів, 2004р).
Публікації. За темою дисертації опубліковано 16 друкованих робіт, із яких 5 - наукові статті у спеціалізованих фахових виданнях ВАК України. За матеріалами дисертаційних досліджень отримано деклараційний Патент України на винахід.
Структура та обсяг дисертаційної роботи. Дисертація складається із вступу, чотирьох розділів, загальних висновків, списку використаних джерел та додатків. Загальний обсяг роботи становить 154 сторінок і включає 45 рисунків, 13 таблиць, список літератури із 154 найменувань і 4 додатків.
Розділ 1. Стан питання та завдання дослідження
1.1 Сучасний стан технічного обслуговування і ремонту машинного парку АПК України
Основною метою сучасного технічного і ремонтного сервісу нашої держави є своєчасне забезпечення товаровиробників АПК сільськогосподарською технікою, матеріальними ресурсами, підтримання машинного парку в працездатному стані та його ефективне використання.
Експлуатація сільськогосподарської техніки супроводжується процесами як фізичного спрацювання окремих вузлів машин, так і морального старіння, наслідком якого є погіршення техніко-економічних показників її використання. Для підтримки МТП у працездатному стані необхідне ефективне керування процесом періодичного технічного обслуговування та ремонту машин і деталей в цілому [10].
Сучасний стан технічного забезпечення аграрного сектора характеризується зменшенням кількості техніки порівняно із 1991 роком - на 16. .50% та значним її “старінням” - 40. .60% відпрацювали амортизаційні терміни (таблиця 1.1). У цілому забезпеченість сільськогосподарського виробництва основними видами машин знаходиться в межах 30. .70% до нормативної потреби. Технічний стан наявного машино-тракторного парку на 60. .80% дійшов до межі, за якою експлуатація окремих машин через невиконання тих же агротехнічних вимог стає неможливою.
Для відтворення машино-тракторного парку на рівні технологічної потреби необхідно щорічно купувати машин і обладнання на суму понад 7. .8 млрд. грн. [12]. Крім того, підтримання машино-тракторного парку в працездатному стані в основному на закупівлю запасних частин і ремонтних матеріалів потребує 1,2. .1,5 млрд. грн. на рік[11]. Тільки за 2002 рік машино-тракторний парк скоротився майже на 9%. Близько 85% сільськогосподарських машин вичерпали свій ресурс, що призводить до порушення технологій вирощування врожаю, значного збільшення витрат коштів на ремонт і технічне обслуговування, а простої у зв’язку з ремонтом становлять понад 50% робочого часу [12].
Таблиця 1.1
Динаміка наявності основних видів сільськогосподарської техніки у період 1991-2002 рр., тис. шт. [11]
| Техніка | 1991 | 1995 | 2002 |
зменшення 2002 до 1991 |
| % | ||||
| Трактори |
495,1 |
498,7 |
413,6 |
16,5 |
|
Комбайни (зернозбиральні) |
107,4 |
96,6 |
65,6 |
39,1 |
| Плуги |
161,8 |
168,2 |
113,8 |
30,0 |
| Сівалки |
219,9 |
199,9 |
123,5 |
42,9 |
| Культиватори |
254,4 |
234,7 |
153,9 |
40,0 |
Положення, що склалось з технічним забезпеченням, вимагає нових підходів до формування та реалізації технічної політики в сільському господарстві, основним напрямками якої є збереження, відновлення, ремонт та підтримання в працездатному стані наявних машин та ефективне їх використання [12].
При вирощуванні сільськогосподарських культур, що в загальній структурі сільського господарства є однією з провідних галузей, відповідальною операцією, яка визначає врожай, є посів [13]. Від якості його проведення залежать як термін сходження рослин, так і активність їх зростання. Щорічно по Україні засівається близько 30млн. га сільськогосподарських угідь. Виконання цих робіт реалізовується відповідним парком різних вітчизняних і зарубіжних сівалок, який складає більше 110 тисяч.
Серед великої кількості вітчизняної сільськогосподарської техніки досить поширеними є землеоброблювальні машини, обладнані дисковими робочими органами, як сферичними так і плоскими. До таких машин належать зернові та зерно-трав'яні сівалки які, залежно від призначення та умов використання, обладнують наральниковими сошниками (анкерні, кілевидні, полозкоподібні, трубчасті, лаповидні у сівалках: СЗ-3,6А-03, СЗП-3,6Б, СТС-2,1, СЗПП-4, СГП-10,8, СТЗ-3,6А тощо) та дискового типу (дводискові одно - та дворядкові, дводискові однорядкові з ребордами, однодискові у сівалках: СЗ-3,6, СЗ-3,6А-01 та ін). Останні дедалі ширше застосовують під час посіву сільськогосподарських культур [1,2]. Не дивлячись на те, що існують більш сучасні моделі сільськогосподарської техніки [4], в загальній масі сьогодні в Україні 95% посівів зернових припадає на сімейство сівалок типу СЗ [2], обладнаних переважно сошниками дискового типу - загалом 75120 сівалок (за даними Облдержадміністрацій України на 2004 рік), 10160 з яких експлуатуються у Західному регіоні (Волинська, Рівненська, Львівська, Тернопільська, Івано-Франківська, Закарпатська, Чернівецька обл.).
|
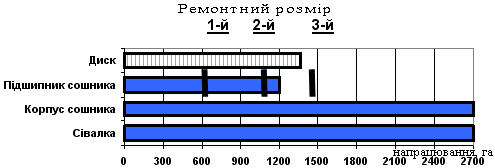
Рис.1.1 Діаграма середніх ресурсів конструктивних елементів сівалки
У зв'язку з цим врожайність істотно залежить від працездатності самого сошника (рис.1.1), оскільки під час експлуатації ресурс роботи його робочих органів - дисків не є меншим за ресурс роботи інших конструктивних елементів сівалки. В основному це зумовлено зношенням поверхні дисків сошників.
1.2 Характеристика роботи дисків сошників зернових сівалок
1.2.1 Особливості конструкції та роботи сошників
Конструктивна схема дискової сівалки, яка започаткована ще братами Ельворті, знайшла розвиток в конструкційно-технологічних особливостях окремих вузлів зернотукотрав'яної сівалки типу СЗ-3,6. Вона побудована на принципі посіву зернових, насіння яких може мати різні фізико-механічні характеристики. Практично вона може здійснювати посів як в ретельно - , так і в некондиційно підготовлений ґрунт. Ця сівалка обладнана котушковим висівним апаратом та дводисковими сошниками на підпружиненій повідковій підвісці. Вони забезпечують глибину загортання насіння в межах 30. .120 мм з високою рівномірністю (середньоквадратичне відхилення 12 мм) при продуктивності (у варіанті 3,6 м) до 20 га за світловий день. Обслуговується сівалка в агрегаті з найбільш поширеними тракторами класу 1,6ЮМЗ-6 та МТЗ-80/82/ одним чоловіком.
Останнім часом вітчизняними виробниками запропоновано модифікацію сівалки СЗ-3,6 з покращеним висівним апаратом СЗ-5,4, яка має більшу ширину захвату (5,4 м. проти 3,6 м). Пройшли випробовування і пропонуються до впровадження сівалки КЛЕН-4,5, КЛЕН-6, які обладнані оригінальним електронним висівним апаратом. Ці сівалки хоч і мають дещо полегшені основні конструктивні елементи порівняно із сівалкою СЗ-3,6, але у них ідентична система вкладання насіння - дводисковий сошник [3]. Дводисковою сошниковою групою обладнані і широкозахватні сівалки СЗПЦ-12 та “Поможанін SO-61", які розроблені в Україні.
Дводисковий сошник (рис.1.2), який встановлений на сівалках типу СЗ-3,6, СЗ-5,4, Клен-4,5, Клен-6, СЗПЦ-12, СЗУ-3,6 та ін., складається з двох плоских дисків 1, відлитого чавунного корпусу 2 з розтрубом та повідця 3. До дисків прикріплюються фігурні кришки 4, в яких встановлені осі 5 із кульковими підшипниками одноразового змащування 6. На осях передбачено нарізні отвори для закручування заглушок 7. Для уникнення попадання дрібних абразивних частинок та інших складових ґрунтової суміші в середину сошника між корпусом та дисками, передбачені прокладка (вкладиш) 8 та гумовий ущільнювач 9.
В задній частині корпуса сошника закріплені два “чистики” та напрямна пластина для спрямування насіння на дно борозенки [1,5,6].
Під час руху сівалки диски сошника 1 під дією сили тертя, характер якої в основному визначається фізико-механічними властивостями ґрунту, обертаються, розрізають грунт і зміщують його у дві сторони, утворюючи борозенку. Насіння та мінеральні добрива по напрямній пластині вкладаються на дно цієї борозенки. Її стінки осипаються і частково присипають насіння та добрива ґрунтом. Внутрішні поверхні дисків очищаються частинками висівної суміші.
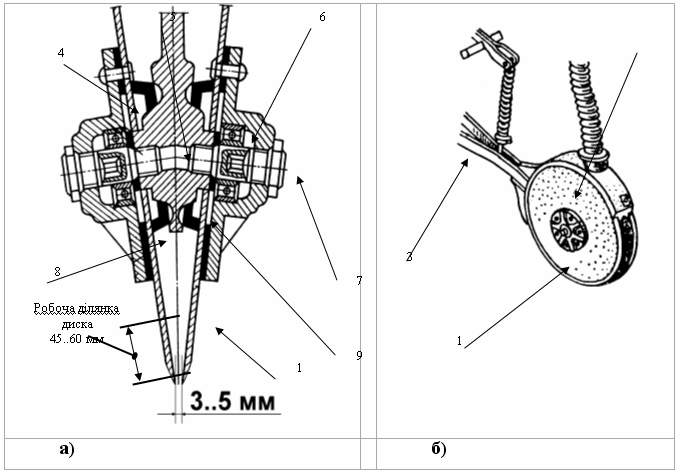
Рис.1.2 Дводисковий сошник сівалки СЗ-3,6
а - схема конструкції сошника, б - зовнішній вигляд сошника, 1 - диск, 2 - корпус, 3 - система кріплення та регулювання, 4 - кришка, 5 - вісь, 6 - підшипник, 7 - заглушка, 8 - прокладка, 9 – ущільнювач
Глибину ходу дискового сошника регулюють гвинтом, а стійкість ходу - стисканням пружини натискної штанги 3 підвіски сошника. Корпус сошника та його складові деталі не повинні мати тріщин, жолоблень, викривлень і подряпин. Особливо це стосується деталей, які мають безпосередній контакт з ґрунтом - сталевих дисків сошника. Вони виготовлені із високовуглецевої сталі 65Г згідно ГОСТ 198-59. Основними хімічними елементами, які визначають фізико-механічні властивості сталі 65Г, є вуглець в кількості 0,65. .0,7% та марганець - 0,9. .1,2%. Диски мають стандартний зовнішній діаметр D1=350 мм. та товщину S=2,5 мм. (рис.1.3).
Згідно із агротехнічними вимогами до експлуатації дисків [7], їх поверхня повинна бути рівною та гладкою. Зминання леза допускається не більше, ніж у трьох місцях, глибиною до 1,5 мм. і довжиною не більше 1,5 мм. Фаска диска заточується на ширину 6-8мм, а допустиме затуплення леза не більше 0,5 мм. Кут заточування леза дисків - 200. Щілина у місці сходження дисків не повинна перевищувати 2. .3 мм. Спрацювання поверхні дисків за діаметром допускається до Æ325 мм.
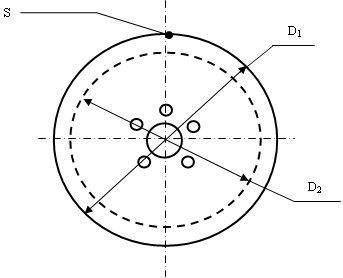
Рис 1.3 Диск зернової сівалки: D1=350 мм - робочий діаметр,
D2=324 мм - діаметр, при якому виріб не підлягає експлуатації, S=2,5 мм. - товщина диска.
З метою досягнення необхідних експлуатаційних характеристик (стійкість проти спрацювання, втомних знакозмінних та ударних навантажень) диски сошника зернових сівалок піддають термічній обробці: гартування нагріванням струмами високої частоти до 900±300С і відпуск у штампах з індукційним нагрівом до 450-5000С та охолодження на повітрі. Структура металу після такого режиму термообробки являє собою троостит або троосто-сорбіт, а основні механічні характеристики диска є такими: σ0,2=1250. .1280 МПа, σВ=1375. .1400 МПа, d=6. .9%, y=14. .17%, 35. .40 HRC [8].
Під час експлуатації в середовищі ґрунту у дискового сошника можуть виникати такі характерні дефекти [7]: щілина в місці сходження дисків більша за 5мм; зношення диска за діаметром більше за допустимий розмір; затуплення та зминання леза (крайки); зношення підшипників та внутрішньої поверхні ступиць під підшипники; руйнування зварних швів осей; зношення очищувачів зернонапрямних каналів; пошкодження різі осей, гайок, болтів; тріщини та вигинання деталей; жолоблення дисків; зношення дисків в місці контакту із вкладкою; пошкодження лакофарбових покрить. Основні вимоги до процесу сівби, які забезпечують високе польове сходження рослин, наступні [14,15]: рівномірне розміщення насіння з метою досягнення оптимальної площі живлення і найкращих умов освітлення; якісне загортання насіння ґрунтом на однакову глибину для забезпечення одночасного проростання та рівномірного розвитку рослин (за даними досліджень професора Г.Й. Хееге [14], при відхиленні глибини загортання насіння на 6мм. відносно середнього значення глибини сівби польова схожість становить 80%, якщо ж відхилення буде 18 мм., вона зменшується приблизно до 54%); створення сошником сівалки ущільненої посівної борозенки тощо.
У сівалках СЗ-3,6 чи СЗУ-3,6, внаслідок зношення дисків, має місце деяке відхилення за глибиною сівби. Так, згідно конструкторських вимог, 80% насіння повинно бути у шарі ґрунту 30. .50 мм. Фактично, існуючі типи сівалок загортають тільки 55. .70% насіння в такому шарі. Решта розміщується або глибше, або мілкіше. Якщо дискова сівалка відрегульована на глибину 30. .40 мм., фактично, вона може коливатися від 0 до 100 мм. Також, відхилення вкладання зерен пшениці від оптимальної на 25. .30 мм. призводить до зменшення врожайності на 25. .30% [9].
Згідно з [50], робочий процес диска сошника складається з трьох фаз: утворення борозенки, вкладання у неї насіння та часткове або повне загортання цього насіння. Форма й розміри борозенки істотно залежать від взаємного розміщення дисків сошника та їх геометричних розмірів, серед яких визначальним є робочий діаметр дисків та кут сходження.
У зв'язку з цим важливим є загортання всього насіння на однакову глибину, що дає змогу забезпечити рівномірний розвиток кожної рослини. Також одним із основних факторів, які впливають на врожайність, є відповідність конструктивних елементів сошників агротехнічним нормам висіву сільськогосподарських культур. Особливо це стосується сошників дискового типу і, зокрема, геометричних параметрів самих дисків. Не дивлячись на те, що площа напрацювання дисків
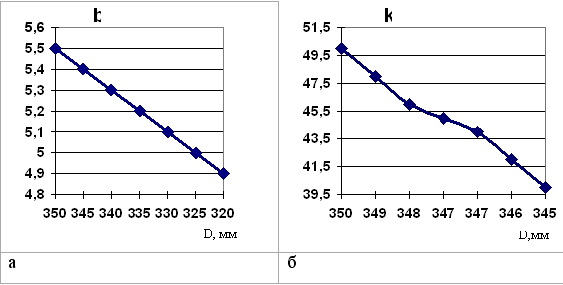
Рис.1.4 Вплив зміни діаметра сошника D на ширину борозенки b (а) та глибину вкладання насіння к (б)
сошника зернової сівалки без капітального ремонту повинна становити 2500. .2700 га, вони звичайно внаслідок значного зношення, відпрацьовують лише половину цієї площі, що викликає необхідність їх заміни або ремонту. Як показав проведений аналіз, причин втрати працездатності дисків може бути декілька.
1.2.2 Аналіз причин зношування дисків сошників
Зношення дисків відбувається під час експлуатації в ґрунті, склад та властивості якого визначають інтенсивність та характер їх спрацювання. Найістотніший вплив при цьому має абразивне спрацювання в поєднанні із ударними навантаженнями. Останні періодично можуть змінюватися від деякого найбільшого значення до найменшого, і в такому випадку має місце циклічна зміна навантаження [138], що може зумовити втомне руйнування.
Дисковий сошник втрачає свою працездатність у випадку, коли розмір щілини між різальними крайками дисків в місці їх сходження на сошнику >5 мм. В основному величина щілини визначається зменшенням зовнішнього діаметра дисків в результаті його спрацювання, що призводить також до поверхневого загортання насіння [16]. Наприклад, сошники із допустимою за розміром щілиною в точці сходження дисків, вкладають 95% насіння на необхідну глибину (30. .50 мм) а спрацьовані за зовнішнім діаметром (324. .330 мм) - лише 43% при такій глибині [17]. При цьому спостерігається зниження динамічної точки сходження дисків сошника відносно дна борозни, що може призвести до меншої рівномірності посіву зерна та погіршення умов його зростання.
Встановлено [18], що одними із основних причин вибраковування дисків є зношення поверхні дисків за їх зовнішнім діаметром та місця контакту із кільцевою прокладкою. Причиною спрацювання, окрім абразивного зношення, є також корозія.
Аналіз механізму спрацювання диска сошника свідчить, що його природа має механічний, фізичний та хімічний характери [19]. Причиною механічного спрацювання є специфічна взаємодія металу з абразивними частинками ґрунтової маси. Останні з великою відносною швидкістю ковзають по поверхні деталі з певним зусиллям, яке залежить від розмірів та густини абразивної маси. Окрім цього, ці частинки вдавлюються в метал диска і спричиняють умови для утворення та розвитку дефектів на його поверхні.
Питання зношування дисків висвітлено в працях Л.С. Ермолова [20,21], В.Н. Ткачева, В.Д. Власенко [19], Д.Б. Бернштейна [22], а також [5,6,23-28].
Випробовування дисків на полях з середньовологими чорноземними ґрунтами, показали, що між інтенсивністю їх спрацювання та площею обробленого ґрунту має місце майже лінійна залежність (табл.1.2) [19].
Стендовими ресурсними випробовуваннями дисків сошників із напрацюванням, яке відповідало 9-річному терміну експлуатації сівалки і становило 1000 год. (еквівалентно обробленій земельній площі 2700 га) [29] встановлено, що інтенсивність спрацювання серійних дисків сошників дорівнювала приблизно 13 мм. на 1000 га. Зміна зовнішнього діаметра диска залежно від терміну експлуатації зображено на рис.1.5 Як бачимо, при середньому темпі спрацювання дисків, їх вибраковують вже після третього заточування, що відповідає обробленню ділянки землі площею 1000. .1200 га.
Таблиця 1.2
Зміна зовнішнього діаметра дисків та глибини вкладання насіння залежно від площі обробленої землі (середньовологі чорноземні ґрунти) [19]
| Площа обробленої землі, га | Зношення дисків за діаметром, мм | Глибина вкладання насіння, см |
|
50 |
1,6 |
10 |
|
100 |
2,55 |
8,5 |
|
150 |
3,2 |
7 |
|
200 |
3,5 |
6,5 |
|
250 |
3,8 |
6 |
|
300 |
4,12 |
5,6 |
Таким чином, відносно невеликий термін експлуатації дисків зумовлює необхідність виготовлення їх у великій кількості, як для запасних частин так і заміни спрацьованих. На підставі аналізу [3,4,10-12,30] можна стверджувати, що на даний час агротехнічна галузь України щорічно потребує до 3 млн. нових дисків, загальною вартістю близько 115 млн грн. Для виготовлення таких дисків необхідно майже 5,4 тис. т листової сталі 65Г.
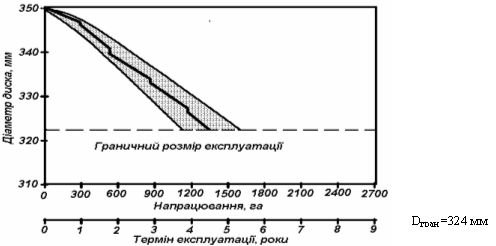
Рис.1.5 Зміна зовнішнього діаметра серійного диска сошника зернової сівалки залежно від площі напрацювання та терміну експлуатації [29]
Отже проблема підвищення зносостійкості та ремонту дисків сошника є актуальною на сьогоднішній день. Важливість цього питання та застосування невідкладних заходів щодо його вирішення відмічено в Державній науково-технічній програмі “Підвищення надійності та довговічності машин і конструкцій", Державній програмі впровадження технологічних комплексів машин і обладнання для агропромислового комплексу на 1998-2005 рр. (п.3.11 12), затвердженої Кабінетом Міністрів України (протокол №5 від 09.02.1998р), а також в Національній програмі розвитку АПК і соціального відродження села на 1999-2010 рр. за напрямком “Ресурсне оновлення виробництва на основі застосування сучасних організаційних та технологічних систем, організація матеріально-технічного постачання” [31].
1.3 Існуючі способи ремонту дисків
Ремонт дискового сошника передбачає: відновлення розміру щілини у місці сходження дисків, який забезпечує відповідність агротехнічним вимогам; заточення різальної крайки за зовнішнім діаметром; правлення зжолоблених дисків; зварювання осей корпуса; складання та заклепуванні “ступиці” до диска; ремонт напрямлювачів зерна, очищувачів, деталей кріплення, а також заміну забракованих деталей на нові та кінцеве складання і фарбування [7].
1.3.1 Способи зміцнення поверхні дисків застосовуються винятково перед
встановленням нових дисків на сошник сівалки: метод термічного оброблення гартуванням з нагріванням струмами високої частоти, запропонований І.Ш. Беллінчером [32]; способи хіміко-термічного оброблення - гальванічного хромування та газової цементації дисків [32].
Для підвищення зносостійкості дисків широко застосовуються такі зварювальні процеси, як напилення та наплавлення. Особливості процесу зміцнення та відновлення геометричних розмірів диска шляхом наплавлення висвітлено в працях [33,34,35]. Відомий метод газополуменевого напилення [36] та напилення з використанням кераміко-металічних порошків [29].
Існують і інші способи підвищення зносостійкості дисків сошника зернової сівалки шляхом: контактного наварювання порошкових кераміко-металевих стрічок, що дозволяє підвищити зносостійкість дисків, покращити якість борозноутворення [37]; поверхневого електроконтактного приварювання шихти із сталі ШХ15 [38], де для забезпечення самозагострення різальної крайки шихта приварюється зі сторони, протилежної куту заточування.
До переваг зварювальних процесів, які застосовуються з метою підвищення зносостійкості дисків сошника зернової сівалки відносяться: висока стійкість поверхні до абразивного спрацювання, можливість відновлення поверхні диска за його товщиною, мінімальне проплавлення основного металу, простота та доступність обладнання та технології, незначна деформація дисків.
1.3.2 Ремонт дисків при їх деформуванні, спрацюванні та жолобленні
Якщо жолоблення дисків по поверхні становить більше 3 мм, їх ремонтують в холодному стані на плиті [7]. Зазвичай, виконується ремонт термічно необроблених дисків. У випадку незначного деформування диск сошника встановлюють на плиту і пневмоциліндром притискають її разом з диском до роликів. Останні прокочуються по диску і тим самим правлять його. Одночасно з метою зачистки дисків від іржі передбачені металеві щітки [28].
Для уникнення самовідхилення осей сошника в процесі експлуатації їх зварюють між собою (в середовищі вуглекислого газу або ручним дуговим зварюванням) через спеціальний отвір [7]. При перевірці диски сошників вибраковують через те, що на поверхні диска в місці контакту із вставкою утворюється кільцеве спрацювання глибиною до 0,3. .0,4 мм. В результаті цього бокове переміщення диска збільшується і якість висіву погіршується. Такі диски ремонтують способом пластичного деформування зворотної сторони місця спрацювання диска. У випадку кільцевого спрацювання диски ремонтують також встановленням кілець та прокладок, виготовлених з капрону [6]. За іншою методикою [7], спрацьовану поверхню диска в зоні роботи підшипника зачищають спеціальним приспособленням. Після цього диск нагрівають в ділянці зношення до 2500С, знімають з приспособлення і на спрацьовану поверхню диска накладають капронове кільце та притискають його оправкою.
Найчастіше, з метою економії часу та ресурсів, на станціях технічного обслуговування сільськогосподарської техніки, при зношенні дисків за діаметром виконують заточення їх різальної крайки. Згідно технічних умов на ремонт [23,28], всі диски сівалки можуть бути таких ремонтних розмірів: перший - діаметром 342±2 мм, другий - 336±2 мм, третій - 328±2 мм.
У зібраному сошнику всі диски повинні бути одного ремонтного розміру з перекриттям леза не більше 4 мм, і прокручуватись від руки із зусиллям не більше 50Н та не торкатись корпуса сошника.
Основними перевагами існуючих методик ремонту дисків є економічність процесів, короткий час ремонтних робіт, незначна затрата матеріальних та людських ресурсів тощо. Однак, коли зовнішній діаметр дисків не відповідає одному з трьох ремонтних розмірів, необхідно застосовувати інші методи ремонту, які б передбачали відновлення тієї частини, що зносилась.
1.3.3 Відновлення початкових розмірів у випадку, коли зовнішній діаметр диска не відповідає агротехнічним вимогам [7,39]
Якщо робочий діаметр диска сошника зернової
сівалки ![]() 325 мм, найбільш доцільними
є способи ремонту, які передбачають застосування способів зварювання із коловим
швом компенсуючого кільця для відновлення цього діаметра.
325 мм, найбільш доцільними
є способи ремонту, які передбачають застосування способів зварювання із коловим
швом компенсуючого кільця для відновлення цього діаметра.
1.3.3.1 Приварювання в середовищі захисного газу у коловому напрямку до диска компенсованої або ремонтної частини, виконаної у вигляді складального кільця із зігнутими "на ребро" сегментами [30]. З метою компенсації розміру спрацьованої частини за діаметром, із стальної смуги (сталь 65Г) методом згинання “на ребро" виготовлялись сектори “ремонтного кільця”. Для забезпечення необхідних фізико-механічних властивостей сектори піддають термічній обробці (гартування +відпуск), що дещо ускладнює технологічний процес та підвищує собівартість відремонтованого диска. З метою часткового зниження залишкових напружень [41-43], що виникають під час зварювання, а також запобігання утворенню холодних тріщин, диски після зварювання піддають високому відпуску при температурі 6000С.
1.3.3.2 Приварювання секторів до диска вольфрамовим електродом в середовищі аргону магнітокерованою дугою з накладанням поперечного магнітного поля [40]. Обточений диск та сектори, що компенсують зношену частину діаметра, виготовляли із спрацьованих дисків після їх відпалу. Як і в попередньому технологічному процесі, з метою уникнення тріщин та деформацій, диски піддавались відпуску безпосередньо після зварювання. Окрім того, попередній відпал дисків зумовлює застосування кінцевої термічної обробки після зварювання [133], що істотно знижує економічну ефективність ремонту.
1.3.3.3 Відновлення робочої поверхні дисків за діаметром методом контактного шовного зварювання внапусток з подальшим зміцненням ділянки зварювання порошковими матеріалами на основі сормайта [17,33]. Технологічний процес передбачає виготовлення обточеного диска та секторів, із зношених дисків. Для утворення якісного з'єднання передбачена розробка крайок деталей для зварювання внапусток, що ускладнює підготовку до зварювання. З метою зміцнення поверхні, а також самозагострення леза дисків застосовують індукційне наплавлення шихти. Така операція, хоча і забезпечує високу стійкість поверхні до абразивного спрацювання, в повній мірі не дає змоги запобігти втомному руйнуванню з'єднання дисків під час експлуатації в ґрунті, і додатково підвищує собівартість ремонту. Аналіз існуючих техпроцесів ремонту дисків свідчить, що лише із застосуванням способів зварювання [17,30,33,40] та в окремих випадках додаткового наплавлення [17,33] можна відновити зношену за зовнішнім діаметром ділянку диска.
1.4 Пріоритетні напрямки підвищення довговічності дисків з відновленням їх зовнішнього діаметра
Одним із перспективних методів, які дають змогу відновити зношену частину диска до номінального зовнішнього діаметра є метод навивання металевої стрічки із сталі 65Г в холодному стані, який розроблений Гевко Б.М. та Рогатинським Р.М. Для цього можна використовувати спеціалізований пристрій із різними за типом і формою насадками.
Основними труднощами під час реалізації проаналізованих вище способів ремонту є необхідність забезпечити рівноміцність зварного з'єднання та стійкість відремонтованого диска до абразивного зношення і знакозмінного втомного руйнування. Такі проблеми викликаються насамперед фізико-хімічними процесами, що мають місце в зоні зварювання і супроводжуються зміною структури та властивостей сталі 65Г [46,59]. В результаті виникають значного рівня залишкові напруження, які істотно впливають на довговічність диска. Так, залишкові напруження розтягу знижують зносостійкість деталі при експлуатації в абразивному та корозійному середовищах, в той час як напруження стиску підвищують її [149-151]. В зв’язку з цим актуальним завданням є вивчення та оптимізація величину залишкових напружень під час розробки методу ремонту дисків. На даний час відсутні способи, які дозволили б неруйнівним шляхом визначити залишкові напруження у тонколистових дискових деталях, виготовлених із сталі, яка при зварюванні схильна до утворення структур гартування. Отже, важливою є науково-технічна задача, що полягає у розробці методики неруйнівного визначення залишкового напружено-деформованого стану у тонколистових дискових деталях.
Для зниження рівня напружень, а також підвищення опору дисків до втомного руйнування в існуючих способах ремонту дисків [30,40] застосовують операції попереднього підігріву та кінцевої термічної обробки. Це є основними недоліками цих процесів, оскільки витрати на підігрів і термічну обробку складають близько 20% від загальної собівартості існуючих способів ремонту.
Враховуючи умови роботи та зношення дисків, а також основні недоліки існуючих способів їх ремонту, для розробки нового економічно-доцільного техпроцесу відновлення робочої поверхні за зовнішнім діаметром, необхідно вирішити три основні задачі: по-перше, геометричні параметри зварного з’єднання під час приварювання ремонтного кільця змоделювати так, що би поверхня з’єднання була розміщена зовні і не заважала руху насіння (рис.1.6а); по-друге, у робочій ділянці диска створити умови для релаксації напружень розтягу та виникнення напружень стиску, що забезпечить необхідну втомну міцність та стійкість диска проти зношення та уникнення при цьому операцій підігрівання та термічної обробки; по-третє, розробити такий хімічний склад сердечника порошкового зварювального дроту, який забезпечує утворення поверхні з’єднання із структурою, стійкою до зношення в абразивному середовищі без застосування енергоємних процесів зміцнення (напилення, наплавлення, тощо) (рис.1.6 б).
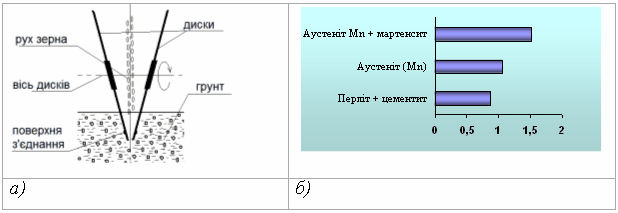
Рис.1.6 Шляхи підвищення довговічності дисків: а - розміщення з’єднання б - інтенсивність зношення наплавлених матеріалів в залежності від їх структури по відношенню до металу сталі Ст 3 із ферито-перлітною структурою [63]
Для зниження рівня залишкових напружень застосовують декілька методів. Савицьким О.М. [49] запропоновано метод керування формуванням структури металу ЗТВ шляхом термоциклювання, який дозволив зварювати сталі з вмістом вуглецю до 0,8% однотипними з основним металом дротами без підігріву і післязварювального відпуску. Однак цей метод має практичне застосування для зварювання металу товщиною більше 4. .6 мм, що дещо утруднює його використання для дисків. В роботі В.М. Сагалєвича [118] запропоновано метод, який поєднує попередню пластичну деформацію ділянки шва перед зварюванням з подальшим усадженням, що виконується за допомогою пресової операції. Метод зниження залишкових зварювальних напружень при виконанні колового шва розглянуто в роботі [121]. Пропонується застосування зварювання на підкладці, що нагрівається, із подальшим охолодженням. Оскільки метод супроводжується супутніми підігрівом та охолодженням, це дещо підвищує собівартість технологічного процесу ремонту дисків.
Широке практичне застосування отримав метод прокатування зони зварного з'єднання роликами [44]. Внаслідок усадки шва відбувається рівномірне подовження металу шва і компенсація зварювальних деформацій скорочення деформаціями видовження. Під час прокатування роликами створюються напруження стиску, компенсуючи цим самим напруження розтягу. Відомо, що напруження стиску підвищують втомну міцність металу, його стійкість до абразивного спрацювання та утворення корозійних тріщин [149,150] (рис.1.6б). Окрім того під час пластичного деформування роликами відбувається ущільнення поверхневого шару металу, підвищення його чистоти та згладжування концентраторів напружень (надриви, тріщини, подряпини, тощо) [111]. У зв’язку з цим, операція прокатування роликами робочої ділянки відремонтованого диска дасть змогу ефективно підвищити довговічність дисків сошників зернових сівалок при експлуатації в абразивно-корозійному середовищі [151] за рахунок створення в робочій ділянці напружень стиску.
Іншим способом зниження рівня залишкових напружень та деформацій, є використання зварювальних матеріалів, які забезпечують утворення в металі шва із структури аустеніту при кімнатній температурі. Це дозволяє виконувати зварювання сталі 65Г без попереднього підігріву та кінцевої термічної обробки [42,43,46], що в результаті істотно знижує собівартість технологічного процесу ремонту дисків. Позитивний вплив аустенітної структури можна пояснити насамперед її високою здатністю до пластичного деформування, що призводить до релаксації напружень, які утворюються при зварюванні сталі 65Г.
Аустенітну структуру, стабільну в усьому температурному інтервалі, мають високолеговані Cr-Ni та магранцевисті сталі [47]. На відміну від марганцевистих, Cr-Ni сталі є досить дорогими. Також при високому вмісті хрому і вуглецю при зварюванні в ЗТВ утворюється крихкий прошарок, що складається із карбідів хрому [137]. Вони різко знижують механічні властивості зварного з'єднання і зумовлюють виникнення технологічних та експлуатаційних тріщин. Окрім того при зварюванні матеріалами із високою концентрацією Cr і Ni досить важко отримати бездефектну структуру аустеніту.
Відомо [47], що при пластичному деформуванні аустенітні марганцевисті сталі зміцнюються дещо сильніше аустенітних Cr-Ni сталей. При пластичному деформуванні поверхневі шари марганцевистого аустенітного шва зміцнюються за рахунок утворення в металі структури мартенситу [123] і, згідно з [137], при цьому істотно підвищується твердість поверхні та опір абразивному зношенню. Це пояснюється схильністю такого сплаву до деформаційного зміцнення [47,123,124] в умовах поєднання абразивного зношення та динамічного навантаження, які можуть мати місце під час експлуатації диска в ґрунті. Зміцнення пластичним деформуванням аустенітної структури на основі високомарганцевистої сталі зумовлене утворенням мартенситу деформації, подрібненням зерен аустеніту а також їхнім пластичним деформуванням [126,127].
Результати досліджень впливу вмісту марганцю і вуглецю та їхнього співвідношення на властивості сплавів не є однозначними. Так, при вмісті вуглецю >0,4% підвищуються механічні характеристики та стабільність аустеніту [127]. З подальшим підвищенням вмісту вуглецю (при інших рівних умовах) [128], міцність і твердість сплаву підвищуються, а пластичні характеристики - ударна в'язкість, відносне видовження та звуження, різко знижуються. Окрім того, зміна концентрації марганцю в межах 9-15%, при постійному вмісті вуглецю, неістотно впливає на механічні властивості сплаву. Згідно [129], із збільшенням вмісту марганцю підвищуються зносостійкість та покращуються механічні властивості, а для поєднання високої пластичності та міцності рекомендується вміст в металі шва 10. .14% марганцю та 0,8. .1,2% вуглецю. За дослідженнями [130,131] в сплаві з 1,1%С з підвищенням концентрації марганцю >13% збільшується забрудненість карбідами, підвищується схильність до утворення гарячих тріщин. З іншої сторони, із зниженням вмісту марганцю в металі до 10% його властивість до зміцнення при малій пластичній деформації дещо підвищується [127]. Відповідно із підвищенням концентрації марганцю (>15. .17%) знижується схильність високомарганцевистої сталі до зміцнення.
Так як єдиного твердження про вплив концентрації вуглецю і марганцю на механічні та експлуатаційні характеристики високомарганцевистої сталі немає, Н.Г. Давидов [128] пропонує оцінку такого сплаву за співвідношенням Mn: C. Цей підхід також прийнято і в працях В.І. Власова, Є.Ф. Комолової [132], Н.І. Богачова та В.Ф. Єголаєва [127] та інших.
Деякі автори дотримуються думки, що у всіх
випадках потрібно зберігати співвідношення Mn: С![]() 10
для забезпечення високих показників ударної в'язкості, міцності та пластичності
[132,134]. В роботі [135] стверджується, що зносостійкість та ударна в'язкість сталі не залежать
від співвідношення Mn: С і, відповідно - це відношення не обов'язково повинно
бути рівним чи більшим 10. Згідно [136], відношення Mn: С=7,5-8,5 в достатній
мірі забезпечує чистоту сталі за карбідами і знижує її схильність до утворення
тріщин. В дослідженнях [128] доведено, що із збільшенням відношення Mn: С у
високомарганцевистому сплаві покращується його ударна в'язкість, підвищується
холодостійкість та здатність до зміцнення.
10
для забезпечення високих показників ударної в'язкості, міцності та пластичності
[132,134]. В роботі [135] стверджується, що зносостійкість та ударна в'язкість сталі не залежать
від співвідношення Mn: С і, відповідно - це відношення не обов'язково повинно
бути рівним чи більшим 10. Згідно [136], відношення Mn: С=7,5-8,5 в достатній
мірі забезпечує чистоту сталі за карбідами і знижує її схильність до утворення
тріщин. В дослідженнях [128] доведено, що із збільшенням відношення Mn: С у
високомарганцевистому сплаві покращується його ударна в'язкість, підвищується
холодостійкість та здатність до зміцнення.
Отже, як бачимо, в усіх випадках можна стверджувати, що оптимальні властивості залізо-маганцовистого сплаву одержуються у діапазоні вмістів С та Mn відповідно 0,5. .1,3% і 6. .15% та їхньому співвідношенні Mn: С 8.20. Ці параметри також визначають характер та рівень залишкового напружено-деформованого стану при зварюванні без попереднього підігріву та післязварювального відпуску деталей із сталі 65Г формуванням в металі шва структури аустеніту. Окрім того, регулюючи вміст С і Mn у металі зварного шва можна отримати необхідні його фізико-механічні властивості, що дасть змогу релаксувати напруженням.
Таким чином, вибір оптимального хімічного складу зварного шва на основі високомарганцовистої сталі вимагає додаткових досліджень, які враховують специфіку протікання металургійних та термодеформаційних процесів у реакційній зоні зварювання. Останні зумовлюють виникнення залишкових зварювальних напружень, які суттєво впливають на абразивно-корозійну зносостійкість металу [149-151], втомну міцність та тріщиностійкість [149,152] відремонтованого диска. У зв'язку з цим актуальною науково-технічною задачею є визначення розподілу та величини залишкового напружено-деформованого стану в околі колового зварного з'єднання відремонтованого диска.
1.5 Визначення залишкових напружень у диску
Для визначення залишкових зварювальних напружень характерним є застосування як розрахункових, так і експериментальних методів. Останні поділяються на такі, що передбачають руйнування конструкції, і неруйнівні.
До експериментальних руйнівних методів, перш за все, слід віднести механічні. Наприклад, після розвантаження певного об'єму тіла розрізанням його на частини ця рівновага зберігається, однак виникають пружні деформації. Вимірюючи ці деформації, можна обчислити залишкові напруження за формулами теорії пружності. Деформації, що характеризують залишкові напруження, вимірюють, зазвичай, електричними тензометрами або механічними деформометрами.
У працях [65,66] розвинуто ідею часткового розвантаження напруженого тіла висвердлюванням отворів між двома попередньо зазначеними мітками, які складають базу вимірювань.
Широко застосовуються для вимірювання залишкових напружень оптично активні давачі [67]. Вони виготовляються із оптично активного матеріалу і наклеюються на напружений елемент, у якому висвердлюється отвір, який викликає локальну зміну поля напружень і відповідні деформації в поляризаційно-оптичному давачі [68].
Інтенсивно розвиваються дослідження з удосконалення методу голографічної інтерферометрії для визначення залишкових напружень на поверхнях зварних елементів конструкцій [46,69]. Висока чутливість методу дає можливість вимірювати залишкові напруження в тілі при незначному пошкодженні його поверхні (отвори діаметром і глибиною 1 мм). Одним із недоліків методу є трудність утворення отворів у ділянках з високою твердістю.
Питання дослідження поздовжніх залишкових напружень розглянуто в роботі [70]. Зокрема, залишкові напруження у сталі, схильної до гартування, визначали за методом Калакуцького, який передбачає розрізання зразків та вимірюванням пружних деформацій [71,72].
Найширше застосування отримали такі неруйнівні методи дослідження і контролю напруженого стану, як рентгенівський, ультразвуковий, магнітопружної тензометрії та метод термоелектрорушійної сили.
Рентгенівський метод дослідження залишкових напружень ґрунтується на вимірюванні зміни відстані між кристалографічними площинами під дією напружень. Залишкові напруження цим методом можна визначити з невисокою точністю і тільки в тонкому поверхневому шарі. Окрім того рентгенівським способом в основному визначаються тільки пружні деформації. При вимірюванні напружень на ділянках із пластичними деформаціями виникають додаткові похибки.
Електромагнітні методи визначення залишкових напружень ґрунтуються на вивченні особливостей взаємодії зовнішнього електромагнітного поля з механічним полем об’єкта, що досліджується. Для оцінки напруженого стану феромагнетиків використовується залежність їх магнітних властивостей від напружень, а також корелятивний зв’язок між амплітудою вихрових струмів та рівнем напружень [68]. Відомим є метод магнітопружньої тензометрії [57].
Метод термоелектрорушійної сили [77] використовується для оцінки рівня залишкових напружень на поверхні зварних з'єднань. Він не має принципових обмежень з умов застосування і забезпечує достатню точність вимірювання напруженого стану в локальному об'ємі.
Достатньо точний та надійний є метод координатних сіток [52]. Суть його полягає в тому, що на поверхню, яка досліджується наносять систему точок, ліній чи інших міток, зміна взаємного місцезнаходження і конфігурації яких дозволяє визначити переміщення, деформації тощо. Так як метод є неруйнівним та не потребує застосування складних методик, його застосування для отримання експериментальної інформації про залишкові деформації та напруження є досить доцільне. При цьому інформація про напруження одержується в кількісному та якісному вигляді.
Поряд із експериментальними, широкого застосування набули розрахункові методи, які умовно можна розділити на дві групи. До першої групи входять методи, що ґрунтуються на прослідковуванні розвитку пружно-пластичних деформацій у процесі нагрівання і вирівнювання температур під час зварювання і в яких використовуються дані про температурні поля в поєднанні з математичним апаратом теорії термопластичності. У загальному навіть для випадку порівняно простих зварних вузлів це досить громіздка задача [78,79,80]. Другу групу складають наближені методи розрахункового визначення залишкових напружень і деформацій. Більша частина результатів про розподіл залишкових напружень отримана за їх допомогою.
Існують наближені методи, які називають графорозрахунковими, розроблені в працях Г.А. Ніколаєва, І.П. Трочуна, Н.О. Окерблома і К.М. Гнатовського [81,82-84]. Однак застосування їх можливе тільки для низьковуглецевих і низьколегованих сталей із границею плинності до 300 МПа, у яких структурні перетворення при охолодженні завершуються при високих температурах 600. .6500С [85,86]. Такі методи визначення залишкових напружень при зварюванні можна використати у випадках, коли необхідно знайти напруження тільки в тій зоні, яка нагрівалась до високих температур.
Метод “фіктивних температур” для визначення залишкових напружень у випадку утворення колового шва при зварюванні сталі, що схильна до гартування, використовується В.С. Ігнатьєвою в праці [87]. Однак цей метод є наближеним, та має дещо орієнтовний характер.
Для дослідження кінетики зварювальних деформацій і напружень В.І. Махненко запропонував змішаний принцип розв’язків [89], а саме: принцип додаткових деформацій у сукупності зі змінним модулем зсуву. На основі запропонованого принципу розроблені розрахункові алгоритми, які широко апробовані при розв’язуванні різних пружно-пластичних задач у випадках зварювання тонких пластин прямолінійними та коловими швами.
Застосування методу умовних пластичних деформацій для визначення залишкових напружень у випадку вварювання круглого елемента у великого розміру пластину запропоновано в працях Л.М. Лобанова та його учнів [90]. Розрахунковий алгоритм для оцінки кінетики формування напружень та деформацій в коловому шві при нагріванні оболонкових конструкцій наведено в праці [89] В.І. Махненко. Запропоновані методи [89,90] мають ряд переваг над іншими розрахунковими методами, однак поки вони застосовуються лише для низьковуглецевих сталей.
В інших роботах, з метою оцінити напружений стан зварних з'єднань з врахуванням структурного аустеніто-мартенситного перетворення, виконується розв'язок задачі про напружено-деформівний стан шляхом розрахунку приростів функції вільних об'ємних змін металу і температурних залежностей границі текучості, з врахуванням реальних, отриманих із дослідів дилатометричних кривих. Метод є дещо громіздкий та потребує значної кількості зразків.
Розрахункові методи визначення залишкових деформацій і напружень, які реалізуються із застосуванням універсальних програмних комплексів (COSMOS, MAPLE, KATIA, ALGOR, MATHKAD) [93-96], також досить інтенсивно застосовуються, однак вони пов'язані з тією чи іншою схематизацією процесу. Тому в них неможливо врахувати всі діючі в технологічному процесі фізичні явища, особливо у випадку виробів складної геометричної форми (колове з'єднання).
Поряд із розрахунковими й експериментальними методами стосовно реальних зварних з’єднань з урахуванням різних форм і розмірів, конструктивних і технологічних особливостей широко використовують розрахункові методи, що ґрунтуються на попередніх експериментально встановлених закономірностях. Ці методи прийнято ще називати експериментально-розрахунковими.
Поширеним прийомом при визначенні залишкових напружень у різних зварних з’єднаннях є введення в розрахунок у якості відомих значень компонентів залишкових деформацій, що визначені одним із експериментальних методів. Тоді задача зводиться до відшукання напружень, що відповідають заданим залишковим деформаціям. Однією з перших робіт, де використовуються метод розрахунку зварювальних напружень і деформацій на основі функцій усадження, є праця Є.О. Патона та його учнів [97]. У ній проведено комплексне дослідження зварювальних напружень у колових та кільцевих швах. Ця робота і сьогодні не втратила свого наукового і практичного значення. Запропонована у ній ідея розрахункової оцінки методами теорії пружності залишкових напружень за заданою величиною усадних поздовжніх деформацій, що визначаються із простих дослідів, знайшла застосування в багатьох наступних роботах школи Є.О. Патона.
Звичайно, що дослідники по-різному підходять до описання усадних явищ, викликаних зварюванням, при розрахунку зварювальних напружень і деформацій. Відповідно і різні назви запропонованих ними методик: метод фіктивної усадної сили (І.П. Трочун [98], В.А. Винокуров [85,99] та ін), метод умовних пластичних деформацій (Я.С. Підстригач з учнями [100], А.Я. Недосєка [101]), метод заданих зон рівномірного усадження (Т.Б. Талипов [102]), метод заданих об’ємів укорочення (М.О. Окерблом [103], С.А. Кузьмінов [104]) тощо. У роботі [105] розраховано розподіл напружень при стиковому зварюванні на основі експериментально визначених результатів поперечного і поздовжнього усадження. А.Я. Недосєка розглядає залишкові напруження від зварювання колового шва, коли в нескінченну пластину вварюється диск циліндричної форми [106]. Напружений стан тут представлено у вигляді суми двох складових: перша - зумовлена пластичними деформаціями шва та ЗТВ; друга - розігріванням диска теплом зварювальної дуги.
Експериментально-розрахунковий метод визначення залишкових напружень в оболонкових конструкціях запропоновано та розроблено Я.С. Підстригачем, В.А. Осадчуком та розвинуто в працях М.М. Николишина, Р.М. Кушніра, А.М. Марголіна, І.Б. Прокоповича, В.Ф. Чекуріна, С.Т. Сідельника, Л.В. Базилевича та ін. [107, 108]. Метод ґрунтується на розв’язанні обернених задач механіки деформованих тіл із залишковими деформаціями і використанні експериментальної інформації, отриманої за допомогою неруйнівних фізичних методів. Базовими є рівняння деформованих твердих тіл, які враховують наявність умовних пластичних деформацій, що описуються тензорним полем. Із врахуванням інформації про розподіл цих деформацій будується розв’язок прямої задачі і записуються вирази для напружень, у які входять невідомі параметри даного поля. Для їх знаходження використовується експериментальна інформація про поле напружень (про характеристики компонентів тензора напружень) і будується функціонал, мінімізація якого забезпечує мінімальне відхилення теоретично обчислених від експериментальних характеристик полів напружень. Після знаходження параметрів, що описують поля, обчислюються напруження у довільній точці елемента. Зручність і досконалість методу є в тому, що він дає можливість використовувати будь-яку корисну експериментальну інформацію і при цьому точність отриманих результатів лише зростає.
Таким чином, аналізом існуючих методів визначення залишкового напружено-деформованого стану у коловому з’єднанні сталі, схильної до гартування, встановлено, що як експериментальні так і розрахункові методи окремо одні від одних мають дещо орієнтовний характер.
Зокрема на даний час відсутні способи, які дозволили б неруйнівним шляхом визначити колові залишкові напруження у тонколистових деталях, виготовлених із сталі, яка при зварюванні схильна до утворення структури мартенситу.
Підхід до визначення залишкових напружень, запропонований в експериментально-розрахункових методах [107,108], відрізняється від інших меншою складністю та високою точністю отримуваних результатів. Якщо розрахунковий апарат цього методу вдосконалити та адаптувати для випадку диска, неруйнівний спосіб визначення залишкових зварювальних напружень в ньому дещо спроститься.
1.6 Мета та основні задачі досліджень
Незадовільний фінансовий стан сільськогосподарських товаровиробників України дещо знижує їх технічну забезпеченість, оскільки вони неспроможні купувати необхідні сільськогосподарські машини та комплектуючі через високі ціни на них. З виникненням нових організаційних формувань чи підприємств виробництва сільськогосподарської продукції заслуговує на увагу така форма технічного забезпечення, як використання частково зношеної і відновленої техніки та її окремих вузлів, витрати на придбання яких, при однаковому ресурсі роботи, є меншими порівняно із купівлею нових. Аналіз свідчить, що в окремих ремонтно-транспортних підприємствах вартість відновлення деталей становить 34-37% ціни нових.
Відновлення та ремонт дисків сошника зернової сівалки, повторний їх продаж на ринку за порівняно нижчими цінами (20. .25 грн / диск) створить споживачу можливість для вільного вибору між придбанням нових (37. .45 грн /диск) чи відновлених дисків та частково обмежить монополію виробника технічних засобів. У зв'язку з цим, а також з врахуванням щорічної потреби в дисках (близько 3 млн. шт.) та значну кількість їх вибраковування через невідповідність геометричним розмірам, з’явилась необхідність в розробці економічно-доцільного енерго-зберігаючого процесу ремонту дисків зварюванням.
На основі виконаного аналізу проблем ремонту дисків та забезпечення якості зварного з'єднання сформульовано мету та основні задачі дисертаційної роботи, визначено об’єкт, предмет та методи досліджень.
Мета і задачі дослідження. Метою дисертаційної роботи є збільшення ресурсу роботи дисків сошників зернових сівалок шляхом ресурсозберігаючих технологій.
Для досягнення поставленої мети необхідно вирішити такі задачі:
виявити причини та особливості зношення дисків сошників зернової сівалки;
проаналізувати існуючі способи ремонту дисків та обґрунтувати доцільність відновлення їх зовнішнього діаметра зварюванням без застосування операцій попереднього підігріву та кінцевої термічної обробки;
визначити оптимальний хімічний склад та мікроструктуру шва для одержання необхідних фізико-механічних властивостей робочої ділянки, що забезпечує втомну міцність та абразивну зносостійкість відремонтованого диска;
дослідити вплив залишкових внутрішніх напружень на стійкість відремонтованого диска до абразивного зношення;
розробити математичну модель експериментально-розрахункового методу для визначення напружено-деформованого стану у відремонтованих за зовнішнім діаметром дисках, виготовлених із сталі 65Г;
провести стендові та польові випробування відновлених дисків;
визначити основні параметри технологічного процесу ремонту спрацьованих дисків сошників зернових сівалок із відновленням їхнього зовнішнього діаметра.
Висновки до першого розділу
Обґрунтованість вибору теми наукових досліджень зумовлена тим, що стан технічного сервісу АПК і, зокрема посівної техніки України, на сучасному етапі свого розвитку характеризується зростанням проблем, пов’язаних із забезпеченням відновлення та підвищення працездатності деталей зернових сівалок через їх значне зношення та недостатню розвиненість методів ремонту.
Проведений аналіз методів ремонту дисків сошника зернової сівалки при зношенні їх робочої поверхні за зовнішнім діаметром свідчить, що існуючі техпроцеси через наявність енергоємних операцій (напилення, підігрів та післязварювальна термічна обробка) значно (на 18. .23%) підвищують собівартість відремонтованого диска.
Обґрунтовано необхідність відновлення робочої поверхні за зовнішнім діаметром дисків шляхом застосування електродугового зварювання дротом, який забезпечує утворення високо-марганцевистого шва із структурою аустеніту та здатністю до релаксації залишкового напруженого стану та деформаційного зміцнення. Це дає змогу уникнути енергоємних операцій.
Доведено, що застосування у технологічному процесі ремонту дисків операції прокатування роликами забезпечує зміцнення робочої ділянки диска та створює у ній напруження стиску, які підвищують абразивну зносостійкість та втомну міцність відремонтованого диска під час експлуатації порівняно із новим.
На основі аналізу літературних джерел із проблем ремонту дисків сошника зернової сівалки сформульовано мету та основні задачі досліджень.
Розділ 2. науково-технологічні передумови підвищення довговічності дисків
2.1 Моделювання оптимальних властивостей робочої ділянки диска з врахуванням особливостей умов їх експлуатації
Зміцнення поверхні робочої частини прокатуванням роликами істотно підвищує втомну міцність та довговічність деталі, істотно не впливаючи при цьому на її статичну міцність. При зміцненні поверхні підвищується твердість, згладжуються дефекти та створюються залишкові напруження, величину та характер яких можна регулювати за рахунок зміни параметрів прокатування. Однак при значному зміцненні спостерігається явище „перенаклепу”, що може зумовити знеміцнення - відшарування та утворення мікротріщин.
Головними факторами, що впливають на витривалість та зносостійкість деталі, яка має поверхневий наклеп та залишкові напруження, є інтенсивність та глибина наклепу, характер напружень та мікроструктцра. Однак, одним із основних є наявність напружень стиску, які в залежності від режимів прокатування можуть бути в діапазоні 150. .250 МПа а інколи і більші [149]. За даними досліджень Кудрявцева І.В. та Хордера О.Н., також їх учнів, необхідна межа витривалості забезпечується при зусиллі на роликах 1,6. .2,8 кН при швидкості 0,2. .0,5 мм/об, які можуть створити напруження стиску >200 МПа на глибину до 1,5. .2,5 мм, що зумовлює істотне зростання коефіцієнта тріщиностійкості [152]. Однак з іншого боку, істотне збільшення глибини поширення та величини напружень стиску, при інших рівних параметрах прокатування, знижує втомну міцність диска та його абразивно-корозійну зносостійкість. В свою чергу, подальше збільшення напружень стиску призводить до зниження межі витривалості. Таким чином, можна стверджувати, що величина напружень стиску в межах 200. .250 МПа забезпечить необхідну зносостійкість та втомну міцність відремонтованого диска під час його експлуатації в польових умовах. Важливу увагу при цьому слід надати методиці вибору геометричних розмірів та фізико-механічних властивостей робочої ділянки.
Метал зварювальної ванни за хімічним складом практично завжди відрізняється від основного металу, особливо при використанні електродного або присадного матеріалів. Вони, в свою чергу, мають визначальний вплив на мікроструктуру, залишковий напружено-деформований стан, геометричні розміри і фізико-механічні властивості зварного з'єднання робочої ділянки відремонтованого диска. Основною зоною зварного з'єднання, яке отримується при зварюванні плавленням є шов [117,138]. У зв'язку з цим його хімічний склад може істотно впливати на властивості робочої ділянки і тим самим на працездатність диска чи конструкції сошника в цілому [136].
Регулювати хімічний склад зварного шва можна за рахунок таких конструктивних параметрів з'єднання, як розмір щілини між деталями та геометрія розробки крайок. Однак у випадку зварювання деталей невеликої товщини (диск сошника δ=2,5 мм) цей спосіб не є ефективним. Іншим методом є легування зварювальної ванни [109] шляхом введення в неї металевих сплавів, чистих металів та металоподібних сумішей: зварювальні дроти та стрічки (суцільні та порошкові), а також прутки, порошки та пасти [91,109].
Для зварювання сталі 65Г, у випадку ремонту диска сошника зернової сівалки з відновленням їх за зовнішнім діаметром [51], найдоцільнішим є застосування порошкового дроту, з допомогою якого надійно можна одержати необхідний хімічний склад зварного шва [134].
Оскільки на даний час відсутня інформація про зварювання сталі 65Г порошковим високомарганцевистим дротом, в роботі, на підставі узагальнення теоретичної інформації про вплив типу металу шва на властивості з'єднання [42,109,127,128,132], а також даних про умови роботи дисків [5-7,9,14,23] та технічних вимог до них [7,18, 19,29,30], здійснюється моделювання з'єднання з оптимальним хімічним складом шва та його геометричними розмірами і фізико-механічними властивостями. Вони вибираються так, що утворений метал шва робочої ділянки відремонтованого диска повинен:
мати достатню зносостійкість під час експлуатації диска в абразивно-корозійному середовищі [7,39];
забезпечити необхідну релаксацію залишкових внутрішніх напружень, які виникають при зварюванні сталі 65Г [42,43,134];
забезпечити контактне зміцнення зварного з'єднання [64,136], яке дасть змогу підвищити його стійкість до втомного руйнування [22,63].
Основними легувальними елементами, які визначають властивості з'єднання сталі 65Г, отриманого за допомогою зварюванням матеріалами, які дають змогу утворити метал шва з аустенітною структурою, є вуглець та марганець [127,132,133]. В праці, на підставі аналізу структурної діаграми високомарганцевистої сталі [109,131], вибрано раціональний хімічний склад зварного шва із аустенітною структурою, стійкою до утворення технологічних тріщин [127,130].
Схематично методику моделювання хімічного складу шва та необхідного для його утворення порошкового дроту зображено на рис.2.1
Окрім абсолютного вмісту цих елементів у шві важливим також є їхнє співвідношення, яке в певній мірі характеризує здатність поверхні високомарганцевистого шва до деформаційного зміцнення [128,132]. Також, в залежності від концентрації С і Mn в шві, визначається запас його аустенітності, а отже, і здатність знижувати залишкові деформації та напруження в диску за рахунок пластичного деформування [136].
Моделювання зварного шва виконано на підставі таких припущень: хімічний склад порошкового дроту при зварюванні сталі 65Г забезпечує утворення в металі шва стабільну структуру аустеніту, і тим самим максимально знижує залишкові напруження; отриманий хімічний склад металу зварного шва
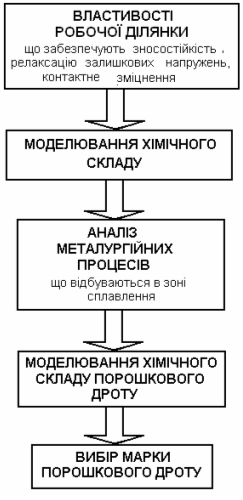
Рис.2.1 Послідовність етапів моделювання властивостей зварного з'єднання сталі 65Г
забезпечує високу зносостійкість внаслідок зміцнення пластичним деформуванням його поверхні, а також необхідні рівень напружень та технологічну міцність ділянок зварного з'єднання; геометричні параметри з’єднання під час приварювання ремонтного кільця змодельовані так, що поверхня з’єднання розміщена зовні і не заважає руху насіння; параметри з'єднання забезпечують необхідне контактне зміцнення, що істотно підвищує стійкість відремонтованого диска до утворення втомних тріщин під час експлуатації.
На підставі аналізу структурної діаграми системи Fe-С-Mn встановлено, що при вмісті у сплаві вуглецю в межах 0,5. .1,3% та марганцю 6. .15%, при швидкостях охолодження Wох=15. .20 0С/с у діапазоні температур 500. .6000С можна отримати високомарганцевистий метал зварного шва з аустенітною структурою [109] (рис.2.2). При цьому необхідно приділити увагу забезпеченню високих швидкостей охолодження з метою одержання сплаву високого запасу аустенітності [136,138]. Вибір хімічного складу високомарганцевистого металу шва виконано із використанням структурної діаграми (рис.2.2), на якій можна виділити такі характерні ділянки:
“1” - суміш структур аустеніту та мартенситу: низькі пластичність і здатність до зміцнення; схильність до утворення холодних тріщин
“2” - стабільна аустенітна структура: високі пластичність і здатність до зміцнення та релаксації напружень; достатня технологічна міцність
“3” - аустенітна структура із карбідними включеннями: високі крихкість; схильність до утворення тріщин та відколів; низька здатність до зміцнення
“4” - мартенситна структура: високі твердість, крихкість та схильність до утворення ХТ
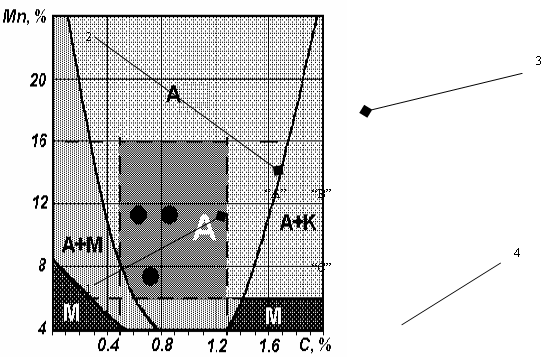
Рис.2.2 Структурна діаграма залізомарганцевистої сталі.
А - аустеніт, М - мартенсит, К - карбіди
“А", “В”, “С” - досліджувані хімічні склади швів
Аналіз свідчить, що сплав, який знаходиться у ділянці “2", забезпечує утворення бездефектної аустенітної структури та оптимальні механічні властивості. Хімічний склад швів вибирався із урахуванням особливостей виготовлення промисловістю зварювальних порошкових дротів, а також економічного чинника, який суттєво впливає на собівартість відремонтованого диска.
Залежно від розмірів щілини b між крайками деталей при зварюванні (рис.2.3) можна отримати різні за хімічним складом та властивостями зварні шви. Це пояснюється насамперед тим, що під час зварювання відбувається перемішування основного та присадного матеріалів. Залежно від їх співвідношення в утвореному металі, як шов так і зварне з'єднання можуть змінювати свої фізико-механічні властивості.
Для одержання необхідних параметрів, з використанням розрахункового апарату [135], виконано моделювання геометричних характеристик з'єднання, і на 2.3 зображено змодельовані геометричні параметри зварного з'єднання.
Диски сошника зернової сівалки експлуатуються в абразивному середовищі, і будь-які нерівності на поверхні зварного з’єднання можуть стати місцями скупчення дрібних частинок, що в подальшому призвести до зародження дефекту і відповідно до руйнування конструкції в цілому [134]. Це, насамперед, стосується геометричних розмірів з’єднання, особливо висоти підсилення зварного шва с. Слід зауважити також, що останні мають визначальний вплив на втомну міцність зварних з'єднань під час експлуатації дисків в ґрунті [146,147].
Вибір вмісту C і Mn в зварному шві виконано шляхом регулювання величини щілини b, яка впливає на ширину зварного шва а. Із зміною величини b можна регулювати частку присадного та основного матеріалів в металі зварного шва. Провівши математичні разрахунки, та врахувавши коефіцієнти переходу вуглецю та марганцю в метал шва при зварюванні, розмір щілини між деталями b=0,2. .0,5 мм. При цьому висота підсилення шва - с=0,7. .0,9 мм. Така підготовка деталей, згідно попередніх розрахунків, дає змогу отримати зварний шов, де частка присадного металу є шириною 1,8. .2 мм., і це з¢єднання здатне до контактного зміцнення [64,136].
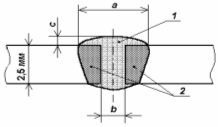
Рис.2.3 Геометричні параметри та склад зварного з’єднання із частками основного та присадного матеріалів: а-ширина шва, b-ширина щілини між деталями, с-висота підсилення шва; 1-присадний матеріал, 2-основний метал
Важливим є питання оптимізації термічного циклу зварювання і особливо швидкості охолодження, які, окрім хімічного складу та геометричних параметрів шва, суттєво впливають на структуру та механічні характеристики зварного з'єднання [136]. При швидкому охолодженні від температур вище 9500С сплав, в якому міститься 0,5. .1,3%С та 6. .16% Mn, набуває стабільної аустенітної структури і відрізняється високою пластичністю. Завдяки високій розчинності вуглецю в g-твердому розчині (при високому вмісті марганцю) карбіди відсутні. В такому стані початкова твердість металу невелика - HV180. .220, однак він схильний до зміцнення при холодному деформуванні завдяки утворенню мартенситу по площинах ковзання. Твердість в деформаційній зоні може підвищитись до HV450. .550 [127,128].
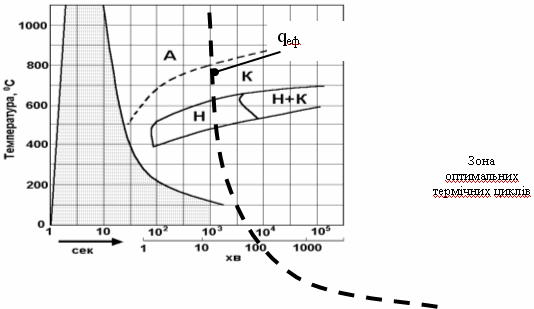
Рис.2.4 Термокінетична діаграма
висомарганцевистої сталі (0,8. .0,9%С, 10. .13%Mn) із зоною оптимальних
термічних циклів, А-аустеніт, К - карбід, Н-голкоподібний карбід, П-перліт, qеф
-ефективна потужність зварювальної дуги, ![]() - зона оптимальних
термічних циклів зварювання.
- зона оптимальних
термічних циклів зварювання.
Для того, щоб уникнути окрихчення зварного шва та зони термічного впливу, процес зварювання виконується з мінімальним тепловкладенням: малі сила струму і напруга дуги, вузькі валики та підвищена швидкість зварювання. При дотриманні цих умов зварювання швидкість охолодження дає змогу забезпечити бездефектну аустенітну високомарганцевисту структуру.
Проведений аналіз термокінетичної діаграми марганцевистої сталі (0,8. .0,9%С,
10. .13%Mn) [138] (рис.2.4) свідчить, що змодельований та співставлений із термокінетичною діаграмою термічний цикл зварювання забезпечує отримання аустенітної структури металу зварного шва на основі залізомарганцевистого сплаву з необхідними фізико-механічними властивостями, зокрема схильністю до поверхневого деформаційного зміцнення, стійкістю до утворення технологічних тріщин та достатньою пластичністю для зниження рівня залишкових зварювальних напружень. Параметри режиму зварювання, що забезпечують отримання такого з’єднання, розглянуто в п.4.2.1
З врахуванням геометричних розмірів з'єднання та особливостей металургійних процесів в реакційній зоні зварювання, розроблено хімічний склад порошкових зварювальних дротів 90Г14, 120Г20, 40Г20 (див. додаток А), які забезпечують необхідні експлуатаційні властивості з'єднання та стійкість проти утворення технологічних тріщин. Зварні шви, які ці дроти утворюють при зварюванні, схематично позначені символами “А", “В” і “С” в області існування аустенітної структури (рис.2.2). Хімічний склад зварних швів та дротів для їх одержання подано в таблиці 2.1
Із застосуванням прикладної програми Mathkad-2000 [96] встановлено оптимальний діапазон погонних енергій зварювання, який знаходиться в межах (3,2. .3,8) ×105 Дж/м.
Таблиця 2.1
Вміст вуглецю та марганцю у металі шва та порошковому дроті
| Позначення шва |
Зварний шов % |
Mn: С | Порошко-вий дріт |
Порошковий дріт % |
||
| С,% | Mn,% | С,% | Mn,% | |||
| “А” | 0,55-0,6 | 11-11,5 | 19.20 | 40Г20 | 0,35-0,40 | 20-21 |
| “В” | 0,8-0,85 | 11-11,5 | 14. .15 | 120Г20 | 1,1-1,2 | 20-21 |
| “С” | 0,65-0,7 | 7-7,5 | 10. .11 | 90Г14 | 0,9-0,95 | 14-15 |
На підставі попереднього аналізу умов експлуатації диска сошника в процесі висівання зерна, приведеного в п.1.2, зображено силову схему його роботи (рис.2.5). Із багатьох чинників, що впливають на спрацювання в умовах абразивного навантаження, основними є механічний склад ґрунту (тип ґрунту), який визначає абразивне зношення, а також густина та величина абразивних частинок, які визначають тиск ґрунтової маси на диск та інтенсивність спрацювання його різальної крайки [63].
Диск на сошнику закріплюється під кутом атаки, який лежить у двох площинах: у фронтальній площині кут атаки α становить близько 200, а у вертикальній β - близько 250.
Основними зусиллями, які чинять опір руху диска в умовах абразивного середовища, є - F, N та Q. Зокрема, дія навантаження F зосереджена на робочу крайку диска, і відповідно зварний шов працює як на стиск, так і на разтяг. Внаслідок дії ґрунту по складових навантаження N та Q в диску діють додаткові зусилля згинання. Таким, чином узагальнено можна стверджувати, що під час експлуатації диск перебуває під дією знакозмінних згинальних сил, які можуть бути причиною його руйнування.
Під час згинання та розтягу зразка з м'яким прошарком (зварний шов) в той момент, коли середні напруження досягають границі текучості металу прошарку, в ньому виникає пластична деформація [64,136]. Однак розвитку такої деформації чинить опір сусідній більш міцніший метал, який ще продовжує працювати пружно. Такий ефект призводить до виникнення на контактних поверхнях дотичних напружень. В результаті цей прошарок в приконтактній області набуває об'ємного напруженого стану на деяку глибину.
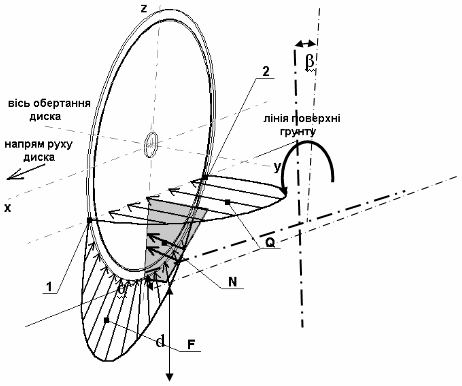
Рис.2.5 Силова схема дії робочого навантаження на диск сошника:α=200, β=250 - кути атаки відповідно у фронтальній і вертикальній площинах, F, N, Q - зусилля, які діють на диск під час руху у ґрунті
Тому вплив цього стану на властивості м'якого
прошарку та його контактне зміцнення залежить від розмірів самого прошарку,
товщина якого повинна бути меншою за товщину основного металу. Коли їх
відношення 
![]() (b
- ширина м'якого прошарку, h=2,5мм. товщина матеріалу диска) (рис.2.3), тоді
ефект контактного зміцнення проявляється істотніше.
(b
- ширина м'якого прошарку, h=2,5мм. товщина матеріалу диска) (рис.2.3), тоді
ефект контактного зміцнення проявляється істотніше.
На підставі проведеного моделювання
геометричних розмірів зварного шва встановлено, що оптимальна ширина м'якого прошарку
b=1,8. .2 мм. Відносна товщина прошарку при цьому ![]() ,
що теоретично може забезпечити необхідну схильність з'єднання до контактного
зміцнення, яке підвищить стійкість диска до втомного руйнування під час
експлуатації в ґрунті.
,
що теоретично може забезпечити необхідну схильність з'єднання до контактного
зміцнення, яке підвищить стійкість диска до втомного руйнування під час
експлуатації в ґрунті.
2.2 Структурні перетворення при зварюванні сталі 65Г
Під час рівномірного нагрівання металу відбувається його вільне розширення без утворення напружень. Якщо ж нагрівання нерівномірне, що має місце при зварюванні, то менш нагріті ділянки тіла перешкоджають вільному розширенню більш нагрітих, і в результаті, виникають температурні напруження. Такі напруження існують в металі на усіх стадіях термічного циклу.
Внаслідок нерівномірного нагрівання металу та зміни його об'єму через температурне розширення під час зварювання, а також в результаті фазових і структурних перетворень, призводять до виникнення пружних і пластичних деформацій. Під впливом пластичних деформацій при високих температурах у зварному з'єднанні після повного охолодження залишаються власні напруження або так звані залишкові напруження.
Поряд з тепловими напруженнями при зварюванні сталі 65Г виникають структурні напруження, що зумовлені перетвореннями із зміною структури в тих зонах основного металу, які в процесі зварювання були нагріті вище критичної температури AC3. При охолодженні від цієї температури в результаті переходу аустеніту в мартенсит, у діапазоні температур початку (для сталі 65Г МП=2700С) та кінця (МК=-50С) мартенситного перетворення, відбувається збільшення об'єму металу [138].
Розширенню об'ємів новоутвореної структури мартенситу перешкоджають ділянки зварного з'єднання, у яких структурні перетворення не відбулись. Тому в об'ємах із структурою мартенситу виникають залишкові напруження стиску, а у примежових ділянках - напруження розтягу, які зумовлюють додаткове зростання пластичних деформацій.
Схематично вигляд дилатометричної кривої для сталі 65Г зображено на рис.2.6
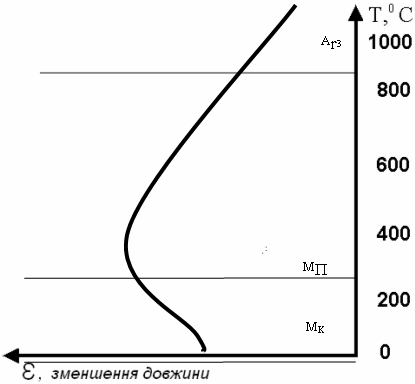
Рис.2.6 Дилатолометрична крива сталі 65Г при охолодженні
Величина та характер розподілу залишкових напружень, які виникають у зварному з'єднанні сталі 65Г, є головними чинниками, відповідальними за технологічну та експлуатаційну міцність. Природа виникнення цих напружень залежить від багатьох факторів, і одним з основних є хімічний склад основного металу і, зокрема, вміст вуглецю.
В порівнянні з іншими структурними складовими [47], мартенсит, який утворився при зварюванні сталі 65Г, має високу твердість, крихкість та підвищений питомий об'єм. Для порівняння, структурні складові аустеніт та перліт мають питомий об'єм відповідно 0,1275×10-3 та 0,1286×10-3 м3/кг, а для мартенситу він рівний 0,1310×10-3 м3/кг [48].
Отже, структурні перетворення аустеніту в мартенсит при зварюванні сталі 65Г зумовлюють різку зміну об'єму у біляшовній зоні, і розтягувальні напруження, що виникають на стадії охолодження металу, переходять у стискальні, які після завершення структурного перетворення можуть знову перейти в розтягувальні [44,46].
Таким чином, на відносно неширокій ділянці зварного з'єднання має місце значний перерозподіл величини та характеру залишкових напружень, для визначення яких доцільно застосовувати непрямі методи оцінки. Небезпека таких напружень та складність їх визначення підвищується у випадку утворення криволінійного зварного з'єднання, зокрема, колового, що має місце при відновленні робочої поверхні за зовнішнім діаметром диска сошника зернової сівалки електродуговим способом зварювання.
Особливістю колового з'єднання є наявність замкнутого шва. В такому випадку деформації поперечного скорочення колового шва не можуть бути компенсовані незначним переміщенням зварювальних деталей, і вони зазвичай переважають поздовжні деформації. В результаті, усадка при утворенні такого колового з'єднання супроводжується виникненням додаткових напружень першого роду, які в залежності від геометричних розмірів деталі є неосесиметричними. Сукупна дія залишкових напружень першого та другого роду, що виникають при утворенні колового з'єднання у відремонтованому диску, мають визначальний вплив на ресурс його роботи. У зв'язку з цим є необхідним аналіз напруженого стану зварного з’єднання сталі 65Г з коловим швом. Великий інтерес представляє застосування методів математичного моделювання для визначення розподілу та концентрації напружень в конструкціях, які при зварюванні з’єднуються такими швами. Важливість таких розрахунків диктується ще й тим, що залишкові зварювальні напруження, які носять місцевий характер, досягають межі плинності матеріалу і переважно є значно більшими, за діючі в конструкції робочі напруження [130]. Однак математичні моделі дають змогу розрахувати поле деформацій і напружень тільки в окремих простих випадках. Неруйнівні фізичні методи також не дають можливості визначити повну картину розподілу напружень, а руйнівні, через їх високу вартість, важко зреалізувати.
Оскільки на даний час відсутній прямий метод визначення напружень в коловому з'єднанні аустенітним швом при зварюванні сталі 65Г, для його визначення в роботі запропоновано експериментально-розрахунковий метод, який адаптований до фізико-механічних властивостей та конструктивних елементів відремонтованого диска сошника зернової сівалки.
Метод базується на розв’язуванні обернених задач механіки деформованих тіл із власними напруженнями та використанні доступної експериментальної інформації [100,108].
Суть даного неруйнівного експериментально-розрахункового методу визначення залишкових напружень полягає в наступному. Для конкретної сукупності технологічних умов процесу формування колового з’єднання поле вільних пластичних деформацій, несумісність яких зумовлюють залишкові напруження, із врахуванням апріорних уявлень про його розподіл, описується функцією е0, яка належить деякому компакту і містить певну кількість довільних параметрів. Функція е0 підставляється в рівняння із власними напруженнями і будується розв’язок цих рівнянь. Із використанням відповідних формул записуються вирази для визначення залишкових напружень у довільній точці диска. При цьому в дані вирази входять деякі невідомі параметри, які характеризують функцію е0. Щоб їх знайти, необхідно для частини компонентів тензора напружень і інтегральних характеристик, що отримані експериментально, та для відповідних виразів теоретично визначених напружень побудувати функціонал, мінімізація якого забезпечує мінімальне відхилення відповідних теоретичних обчислень від експериментально отриманих значень напружень. Після знаходження параметрів поля записують деформації е0 і визначають усі компоненти тензора залишкових напружень, зокрема, і ті, які не змогли отримати експериментальним шляхом. Тобто, розглядається обернена задача із власними напруженнями.
В роботі застосовано експериментально-розрахунковий метод, адаптований до визначення компонентів напруженого стану у зварних з’єднаннях коловим швом сталей, схильних до аустеніто-мартенситних перетворень, тобто сталі 65Г. Розроблена математична модель, що враховує особливості формування поля пластичних деформацій в сталях даного типу та конструктивні схеми виконання з’єднань.
2.3 Дослідження залишкових напружень в зварному з’єднанні виконаному коловим швом
Математична модель методу визначення величини та характеру розподілу залишкових напружень в зварному з’єднанні коловим швом з врахуванням краєвих умов, базується на використанні рівнянь механіки деформівних тіл з власними напруженнями, а також інформації, отриманої за допомогою одного з експериментальних методів, зокрема методу магнітопружної тензометрії [56,150].
Розглянемо випадок накладання зварного шва на
круглу тонкостінну деталь, з метою отримання стикового зварного з'єднання [41]. Вважаючи, що
напружений стан в коловому зварному шві відновлюваного диска є плоский,
попередньо приймаємо умову осьової симетрії, і головними напрямками у випадку
формування колового шва будуть радіальний та коловий. Відповідно тензор
напружень буде мати дві відмінні від нуля компоненти ![]() та
та ![]() , а тензор деформацій - дві
незалежних компоненти
, а тензор деформацій - дві
незалежних компоненти ![]() та
та ![]() . Тоді, записавши умову
рівноваги [52,53]:
. Тоді, записавши умову
рівноваги [52,53]:
 , (2.1)
, (2.1)
та враховуючи геометричні співвідношення
 ;
;  ;
;  ; (2.2)
; (2.2)
Де, ![]() - координата
в радіальному напрямку;
- координата
в радіальному напрямку; ![]() - радіальне
переміщення, згідно з методом умовних пластичних деформацій [53] отримаємо
- радіальне
переміщення, згідно з методом умовних пластичних деформацій [53] отримаємо
 , (2.3)
, (2.3)
Де ![]() ,
, ![]() - умовні пластичні
деформації; m - коефіцієнт Пуасона; Е - модуль Юнга.
- умовні пластичні
деформації; m - коефіцієнт Пуасона; Е - модуль Юнга.
Значення умовних пластичних деформацій ![]() і
і ![]() після побудови відповідних
розв’язків визначаються із умов узгодження між розрахунковими значеннями
компонентів і відповідними величинами, знайденими на основі експериментальних
даних. Із виразів для визначення пластичних деформацій (2.3) та враховуючи
геометричні співвідношення (2.2) отримаємо [52]:
після побудови відповідних
розв’язків визначаються із умов узгодження між розрахунковими значеннями
компонентів і відповідними величинами, знайденими на основі експериментальних
даних. Із виразів для визначення пластичних деформацій (2.3) та враховуючи
геометричні співвідношення (2.2) отримаємо [52]:
 ,
,
 (2.4)
(2.4)
Підставивши отриманні співвідношення (2.4) в
умови рівноваги (2.1), отримаємо розв’язок рівняння відносно переміщень ![]()
 , (2.5)
, (2.5)
яке розв'язується при наступних граничних умовах
r=0, U=0.
З виразу (2.5) із врахуванням граничних умов отримано вирази для обчислення залишкових зварювальних напружень у довільній точці безмежної пластини із стиковим коловим з'єднанням
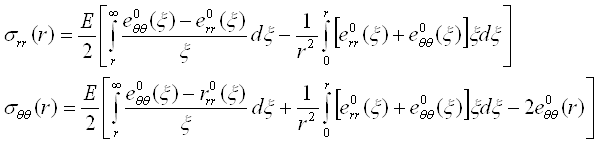 , (2.6)
, (2.6)
де
![]() - змінна інтегрування.
- змінна інтегрування.
Надалі розв'язок задачі про визначення залишкових напружень адаптуємо для випадку відремонтованого зварюванням диска із центральним технологічним отвором радіусом R0 та обмеженим радіусом R.
2.4 Напружено-деформований стан із врахуванням конструкції диска
Загальний вигляд, геометрія складання та
розміри відновленого диска зернової сівалки зображено на рис.2.7 Враховуючи те,
що у відремонтованому диску є технологічний отвір, загальний напружений стан
може певним чином змінюватись. Отже при розрахунку необхідно враховувати цей
чинник, і тоді розв’язок задачі для круглої пластини радіусом R (радіус
відремонтованого диска R=350 мм) із технологічним отвором радіусом R0
(R0=16 мм) приймаючи умови: ![]() ,
можна зобразити у вигляді
,
можна зобразити у вигляді
 , (2.7)
, (2.7)
де С1 і С2 - сталі інтегрування.
Прийнявши, що

розв'язок рівняння запишемо наступним чином
 (2.8)
(2.8)
Відповідно підставивши цей вираз у співвідношення (2.5) та виконавши відповідні математичні перетворення, отримано вирази для розрахунку залишкових напружень у будь-якій точці тонколистової дискової деталі із технологічним отвором радіусом R0 та обмеженим радіусом R.
 (2.9)
(2.9)  ,
,
де ![]() ,
, ![]() ,
,
k - коефіцієнт, що враховує технологічні параметри процесу зварювання;
![]() - функція, що характеризує поле пластичних деформацій.
- функція, що характеризує поле пластичних деформацій.
Для зменшення громіздкості запису зробимо наступні позначення
 ,
,
 . (2.10)
. (2.10)
Сталі інтегрування визначаються із наступних
краєвих умов: на зовнішньому краю диска при r=R радіальні напруження ![]() ; на внутрішньому контурі
при r=R0 радіальні напруження
; на внутрішньому контурі
при r=R0 радіальні напруження ![]() .
.
Відповідно, підставивши краєві умови у вирази для визначення залишкових напружень, отримаємо наступну систему рівнянь
 при
при ![]() ,
,
 при
при ![]() . (2.11)
. (2.11)
Ввівши позначення
 і
і  ,
,
отримаємо систему рівнянь для визначення сталих інтегрування
 . (2.12)
. (2.12)
Розв'язавши цю систему, отримаємо вирази для визначення шуканих значень
 (2.13)
(2.13)
Для спрощення запису введемо такі позначення ![]() ,
, ![]() . Компоненти поля
пластичних деформацій, можна зобразити для класу сталей, які несхильні до
гартування у вигляді спеціальної функції. Вона для кожного виду зварювання
визначається експериментально [52,139].
. Компоненти поля
пластичних деформацій, можна зобразити для класу сталей, які несхильні до
гартування у вигляді спеціальної функції. Вона для кожного виду зварювання
визначається експериментально [52,139].
Вирази для обчислення залишкових зварювальних напружень, в залежності від ділянок відремонтованого диска зображаємо наступними співвідношеннями:
ділянка ![]()
 (2.14)
(2.14)
ділянка ![]()
 (2.15)
(2.15)
ділянка ![]()
 (2.16)
(2.16)
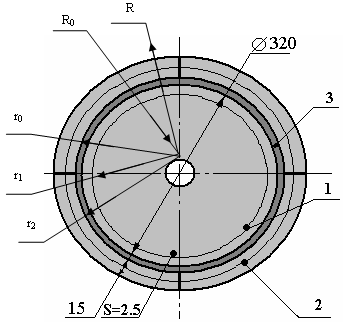
Рис.2.7 Геометричні розміри диска 1 -базова деталь, 2 - сектор ремонтного кільця, 3 - коловий зварний шов r0 - вісь зварного шва, r1, r2 - межі зони пластичних деформацій, R, R0 - зовнішній та внутрішній радіуси диска відповідно
Для знаходження невідомих параметрів поля
залишкових пластичних деформацій (![]() ) використовується
експериментальна інформація про величину компонентів поля напружень і будується
спеціальний функціонал, мінімізація якого забезпечує мінімальне відхилення
теоретично обчислених від експериментальних характеристик полів напружень [62].
Після знаходження параметрів поля напруження можна обчислити у довільній точці
диска.
) використовується
експериментальна інформація про величину компонентів поля напружень і будується
спеціальний функціонал, мінімізація якого забезпечує мінімальне відхилення
теоретично обчислених від експериментальних характеристик полів напружень [62].
Після знаходження параметрів поля напруження можна обчислити у довільній точці
диска.
Таким чином, отримано формули для визначення розподілу напружень в зварному стиковому з’єднанні з коловим швом деталі, обмеженої радіусом R. З метою адаптації його до визначення залишкових напружень в диску, розглядаємо функцію, що описує поле пластичних деформацій при зварюванні сталей схильних до гартування (сталь 65Г) швом із структурою аустеніту.
2.5 Функція поля пластичних деформацій при зварюванні сталі 65Г
Особливості деформування сталей, схильних до гартування під дією термічного циклу зварювання, зумовлюють утворення поля пластичних деформацій складного характеру. Для його аналізу нами використовувалися експериментальні дані розподілу напружень, одержаних методом голографічної інтерферометрії на поверхні зварних з’єднань з аустенітним швом сталей схильних до гартування [46]. В них досліджувалися з’єднання із зварними швами різної структури та хімічного складу, зокрема і аустенітного шва.
Для визначення поля пластичних деформацій використано підхід, що базується на використанні співвідношень узагальненого закону Гука. Відомо [52], що повну деформацію при зварюванні можна описати наступним співвідношенням:
 (2.16)
(2.16)
У випадку плоскої деформації (![]() ) осьові напруження можна
записати, як
) осьові напруження можна
записати, як ![]() .
.
Вважаючи, що на поверхні пластини напруження ![]() відсутні, отримуємо
формулу для обчислення компонентів поля пластичних деформацій:
відсутні, отримуємо
формулу для обчислення компонентів поля пластичних деформацій:
![]() (2.17)
(2.17)
На основі цього підходу, підставивши відомі експериментальні значення залишкових напружень із праці [46] та виконавши відповідні математичні обрахунки, нами отримано наступне поле залишкових пластичних деформацій для випадку утворення зварного шва із структурою аустеніту.
Використовуючи експериментальні дані розподілу напружень, що наведені у праці [46], отримуємо загальний вигляд кривої, що описує поле пластичних деформацій у випадку зварювання сталі коловим швом, яка схильна до аустеніто-мартенситного перетворення під дією термічного циклу зварювання, зокрема, 65Г (рис.2.8).
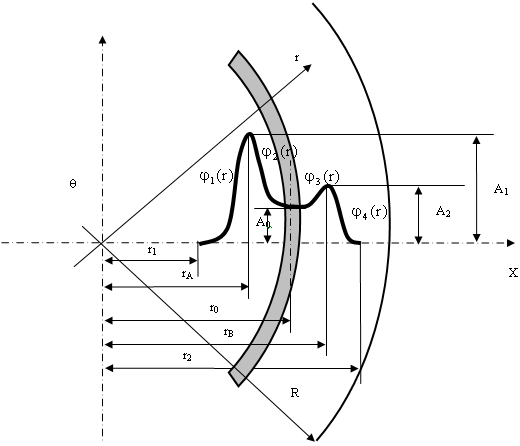
Рис.2.8 Розрахункова схема для моделювання зварювальних напружень у коловому шві пластини з радіусом R, q - кутова, r - лінійна координата
Зображена на рис.2.8 крива узагальнює характер можливих полів пластичних деформацій при зварюванні високовуглецевих та легованих сталей швом із структурою аустеніту [44,46].
На підставі такого підходу, в праці
запропоновано нову функцію ![]() , яка
описує поле пластичних деформацій для випадку зварювання аустенітним коловим
швом тонколистової обмеженої радіусом дискової деталі із сталі 65Г. Надалі, із
виразу (2.6) компоненти тензора деформацій
, яка
описує поле пластичних деформацій для випадку зварювання аустенітним коловим
швом тонколистової обмеженої радіусом дискової деталі із сталі 65Г. Надалі, із
виразу (2.6) компоненти тензора деформацій ![]() можна
представити таким чином
можна
представити таким чином
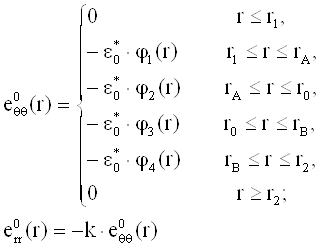 (2.18)
(2.18)
Тут ![]() - максимальні
пластичні деформації, к - різниця між компонентами напруженого стану, r1,
r2 - межі зони пластичних деформацій, r0 - координата осі
шва, rА, rВ - координати максимальних значень,
- максимальні
пластичні деформації, к - різниця між компонентами напруженого стану, r1,
r2 - межі зони пластичних деформацій, r0 - координата осі
шва, rА, rВ - координати максимальних значень, ![]() - функції, що описують
поле пластичних деформацій на різних ділянках з'єднання, які виражені
наступними співвідношеннями:
- функції, що описують
поле пластичних деформацій на різних ділянках з'єднання, які виражені
наступними співвідношеннями:

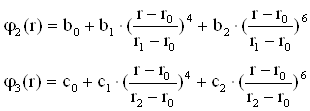 (2.19)
(2.19)
 ,
,
де ![]() - невідомі
параметри поліномів
- невідомі
параметри поліномів
Для знайдення цих параметрів записана наступна система рівнянь (2.20):
 (2.20)
(2.20)
Розв’язанням системи лінійних рівнянь отримано
наступні вирази, для шуканих параметрів ![]()
 (2.21)
(2.21)
 (2.21)
(2.21)
В результаті підстановки (2.21) у вирази (2.13-2.15),
отримаємо формули для обчислення компонентів ![]() та
та
![]() тензора напружень.
тензора напружень.
Тут невідомими є параметри поля пластичних
деформацій, а саме: r1, r2 - координати початку та кінця
зони пластичних деформацій, rА, rВ - координати
максимальних значень напружень у певних ділянках величиною А0, А1,
А2, ![]() - максимальні
пластичні деформації, к - різниця між компонентами напруженого стану.
- максимальні
пластичні деформації, к - різниця між компонентами напруженого стану.
Для знайдення невідомих параметрів у праці застосовано спеціальний функціонал [118], який являє собою суму середньоквадратичних відхилень між величинами розрахованих характеристик поля напружень та відповідним їм комбінаціями напружень, котрі отримано експериментальним шляхом - методом координатних сіток [52]. Для більш прозорого ведення математичних операцій детальніше розглянемо методику отримання із застосуванням методу координатних сіток експериментальних значень деформацій.
Вирази для визначення компонентів повної деформації в осьовому та радіальному напрямах можна записати у вигляді
![]() ,
, ![]() ,
,
де ![]() - пружна
деформація,
- пружна
деформація, ![]() - пластична деформація.
- пластична деформація.
Згідно з методом умовних пластичних деформацій
![]()
Відомо, що у пружних зонах диска (I та III)
(рис.2.9) ![]() , деформацію
, деформацію ![]() вимірюємо експериментально
і позначаємо
вимірюємо експериментально
і позначаємо ![]() .
.
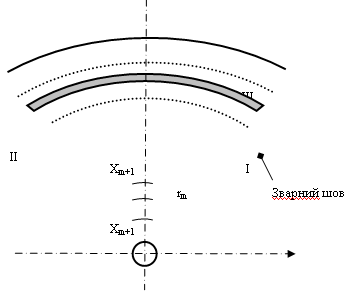
Рис.2.9 Розрахункова схема експериментального визначення пружної деформації методом координатних сіток
Тоді вираз для обчислення повної деформації
запишемо так  , де U - переміщення
вздовж радіуса r. Тоді
, де U - переміщення
вздовж радіуса r. Тоді  . Деформацію
. Деформацію
![]() вимірюємо на основі
відхилень вибраних на діаметрі положень точок до та після зварювання. При цьому
початкові положення точок можна фіксувати на незначній відстані між ними, що
дозволяє отримати задовільні результати використовуючи, зокрема, мікроскопи з
невеликим збільшенням. Надалі за формулою
вимірюємо на основі
відхилень вибраних на діаметрі положень точок до та після зварювання. При цьому
початкові положення точок можна фіксувати на незначній відстані між ними, що
дозволяє отримати задовільні результати використовуючи, зокрема, мікроскопи з
невеликим збільшенням. Надалі за формулою  , де
, де ![]() ,
, ![]() знаходимо усереднену за
базою
знаходимо усереднену за
базою ![]() деформацію в точці
деформацію в точці ![]() .
.
Надалі невідомі параметри, що характеризують
поле пластичних деформацій ![]() знаходимо
шляхом оптимізації функціонала, мінімізація якого забезпечує мінімальне
відхилення теоретично обчислених та експериментально отриманих характеристик
полів напружень
знаходимо
шляхом оптимізації функціонала, мінімізація якого забезпечує мінімальне
відхилення теоретично обчислених та експериментально отриманих характеристик
полів напружень
 (2.22)
(2.22)
де ![]()
в зоні II виключаються точки, що розміщені на шві, оскільки немає можливості зафіксувати їх початкові положення до зварювання.
За найближчий розв’язок оберненої задачі [62] приймаються величини, що забезпечують найменше значення функціонала. Підставивши ці величини у відповідні формули (2.12) отримаємо розподіл залишкових напружень у зварному коловому з’єднанні із аустенітним швом для конкретного випадку.
Із застосуванням розробленого математичного апарату проводилось дослідження напруженого стану відремонтованих дисків сошника зернових сівалок [57].
Відновлення зовнішнього діаметра дисків передбачає приварювання до базової деталі чотирьох секторів, виготовлених із неремонтнопридатних дисків, коловим швом із подальшим виконанням прямолінійних для з’єднання секторів між собою (рис.2.10).
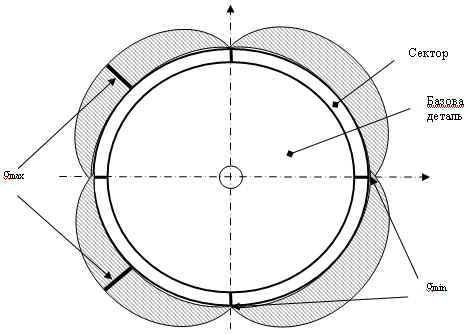
Рис.2.10 Розподіл залишкового напруженого стану у відремонтованому диску
Таким чином, технологічні умови відновлення диска
є такими, що залишкові напруження, обумовлені зварюванням будуть циклічно
симетричними з періодом ![]() . Тому
для їх відшукування потрібно було би розв’язувати неосесиметричну задачу. Далі
з урахуванням того, що інформацію про величину
. Тому
для їх відшукування потрібно було би розв’язувати неосесиметричну задачу. Далі
з урахуванням того, що інформацію про величину ![]() ми
отримуємо експериментальним шляхом, для точного визначення компонент тензора
напружень
ми
отримуємо експериментальним шляхом, для точного визначення компонент тензора
напружень ![]() та
та ![]() будуємо розв’язок
осесиметричної задачі і використовуємо експериментальні дані в перерізах, де
напруження є максимальними (рис.2.10). Таким чином, в перерізах зварного
з’єднання, обчислені на основі розв’язку залишкові напруження дещо перевищують
дійсні напруження, що при розрахунку довговічності диска підвищує його
коефіцієнт запасу його міцності.
будуємо розв’язок
осесиметричної задачі і використовуємо експериментальні дані в перерізах, де
напруження є максимальними (рис.2.10). Таким чином, в перерізах зварного
з’єднання, обчислені на основі розв’язку залишкові напруження дещо перевищують
дійсні напруження, що при розрахунку довговічності диска підвищує його
коефіцієнт запасу його міцності.
Отже, розроблений математичний апарат та доступні експериментальні дані дають змогу враховувати реальний стан експлуатації деталі (зміну поля напружень внаслідок техногенного чи природного впливу) та отримати величину напружень у будь-якій точці зварного з’єднання коловим швом тонколистової дискової деталі, що виготовлена із високовуглецевої чи легованої сталі і обмежена радіусом.
Висновки до другого розділу
Визначено рівень допустимих напружень та мікроструктуру робочої ділянки, які забезпечують необхідну стійкість відремонтованого диска до абразивного зношення.
Розроблено математичну модель, яка адаптує експериментально-розрахунковий метод визначення залишкових напружень для колового з'єднання при зварюванні дискової деталі із сталі 65Г із урахуванням краєвих умов та структурних перетворень в зоні термодеформаційного впливу.
Вперше запропоновано функцію ![]() , що описує поле пластичних
деформацій при зварюванні обмеженої радіусом пластини з отвором із сталі 65Г
коловим швом із структурою аустеніту.
, що описує поле пластичних
деформацій при зварюванні обмеженої радіусом пластини з отвором із сталі 65Г
коловим швом із структурою аустеніту.
Із врахуванням особливостей неруйнівного експериментального методу визначення характеристик напруженого стану і засобу вимірювання запропоновано функціонал, мінімізація якого дає змогу визначити параметри поля пластичних деформацій і розрахувати залишкові напруження у довільній точці колового зварного з'єднання відремонтованого диска сошника зернової сівалки.
Розділ 3. Програма і Методика проведення досліджень
3.1 Моделювання властивостей дискової робочої ділянки
Для забезпечення необхідного рівня напружень стиску у робочій ділянці та мікроструктури шва, яка схильна до деформаційного зміцнення, із застосуванням методу математичного планування дворівневого двофакторного експерименту [52,117,139], здійснено моделювання характеристик робочої ділянки з оптимальним хімічним складом шва, його геометричними розмірами і фізико-механічними властивостями. На основі аналізу впливу різних чинників на міцність з'єднання було вибрано два фактори: хімічний склад зварного шва, зокрема вміст марганцю та вуглецю та їхнє співвідношення, а також погонна енергія зварювання. За параметр оптимізації вибрано деформаційне зміцнення поверхні металу шва. Основний рівень та інтервали варіювання факторів вибирались на основі інформації про вплив легувальних елементів та погонної енергії на властивості з'єднання при зварюванні сталі 65Г без попереднього підігріву та кінцевої термічної обробки [42,134]. Для одержання залежності впливу факторів на величину зміцнення поверхні шва використовувалась лінійна модель першого порядку.
Важливим чинником отримання бездефектної аустенітної структури при зварюванні сталі 65Г порошковим дротом, який утворює високомарганцовистий шов є швидкість охолодження, яка в основному визначається термічним циклом зварювання [109]. У праці, шляхом аналізу термокінетичної діаграми високомарганцевистої сталі (0,85. .0,97%С,
10. .13%Mn) та термічного циклу зварювання [48,137], виконано теоретичний аналіз впливу швидкості охолодження деталі при зварюванні на механічні властивості з'єднання диска.
Істотний вплив на властивості з'єднання мають хімічний склад, мікроструктура та фізико-механічні характеристики і геометричні параметри шва, які в певній мірі залежать від конструктивних особливостей позиціювання деталей перед зварюванням. В зв'язку з цим під час моделювання геометричних параметрів з'єднання диска (висота підсилення та ширина шва), враховувалась можливість одержання так званого контактного зміцнення [64,136].
Таким чином, під час моделювання геометричних
параметрів зварного з'єднання у випадку ремонту дисків, (див. розділ 4),
враховується значення відносної товщини прошарку ![]() .
.
3.2 Технологія відновлення зовнішнього діаметра диска
Для ремонту дисків сошника зернової сівалки шляхом відновлення їх робочої поверхні за зовнішнім діаметром, деталі - сектори ремонтного кільця і базова деталь (диск, до якого приварюються сектори) (рис.3.1) - відбирались із гранично спрацьованих дисків за такими критеріями [7,39]: відсутність зазублин та тріщин в диску; зминання леза допускається не більше як в п'яти місцях, глибиною та довжиною не більше 1,5. .2мм.; кільцеве зношення диска у місцях контакту з прокладкою допускається глибиною до 0,2. .0,4мм.; зовнішній діаметр спрацьованого диска D≥323. .324мм.
Технологічний процес ремонту дисків [51,134] передбачає з'єднання зварюванням базової деталі 1 та секторів 2 (рис.3.1). Останні при складанні і зварюванні утворюють кільце, що компенсує зношену за зовнішнім діаметром частину диска.
Спрацьований диск обточують до технологічного діаметра 320 мм і вибирають за базову деталь (рис.3.1а).
З іншого гранично зношеного диска виготовляються сектори різальної крайки (рис.3.1б), з одного спрацьованого диска можна виготовити 6. .7 таких секторів. Сектори 2 шириною 15 мм (рис.3.1б), виготовляються із застосуванням штампу марки М4 із твердосплавного матеріалу [120,122], який дає змогу вирізати сектори із зношених дисків з HV385. .400.
Для позиціювання секторів 2 відносно базової деталі 1, а також їх з'єднання в роботі використано технологічний зварювальний комплекс (рис.3.2). До його складу входять серійна автоматична зварювальна головка типу А-1208С та джерело живлення ВДУ-304 [109]. Для позиціювання та фіксації деталей 5 і 6 використовується маніпулятор [40] (рис.3.2).
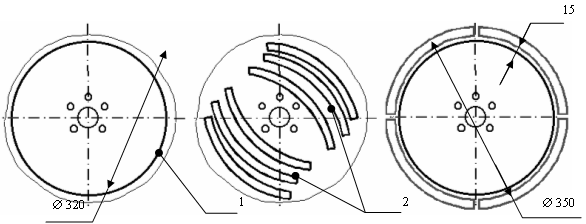
| а | б | в |
Рис.3.1 Базова деталь (а) та сектори (б), виготовлені із неремонтнопридатних дисків та їх позиціювання для приварювання (в), 1 - базова деталь, 2 - сектори,
Електродвигун АОЛ-12-4 потужністю 0,24кВт із вбудованим редуктором забезпечують регулювання частоти обертання в діапазоні 0,05. .1,5 хв-1. Габаритні розміри маніпулятора 890×730×750мм.
Згідно технологічного процесу ремонту дисків [51,134], виготовлені із зношених дисків базова деталь 6 та сектори 5 встановлюються на робочий стіл 2 (рис.3.2) маніпулятора. Після позиціювання деталей 5 і 6 проводиться їх фіксація притискачами 8. Фіксація базової деталі 6 здійснюється через диск 10.
Після цього виконується орієнтація зварювальної головки 7 відносно початку колового шва та здійснюється зварювання. Одночасно із збудженням дуги вмикається двигун-редуктор 11, який приводить в обертання робочий стіл 2 із зафіксованими на ньому деталями 5 і 6. Таким чином утворюється коловий шов К (рис.3.3) за один прохід з перекриттям 20. .25 мм та повним проплавленням металу.
а)
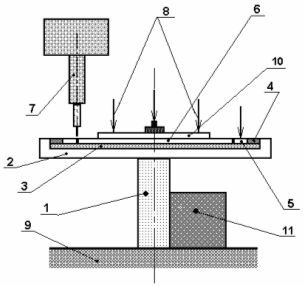
б)
Рис.3.2 Технологічний зварювальний комплекс для позиціювання, фіксації та з'єднання базової деталі та секторів: а - зовнішній вигляд, б – схема: 1- колона, 2- робочий стіл, 3- мідна підкладка, 4- вивідна технологічна вставка, 5- сектори відновлювального кільця, 6- центральний диск, 7- зварювальна головка, 8- притискачі, 9 - основа, 10 - диск, 11 - двигун-редуктор
Технологічний процес передбачає почергове виконання стикових прямолінійних швів П (рис.3.3), що з'єднують між собою сектори ремонтного кільця. З метою отримання мінімальної деформації диска в роботі пропонується послідовність їх виконання від №1 до №5 (рис.3.3).
При стиковому зварюванні є висока ймовірність утворення дефектів в кінцевій частині шва [91,117]. Це можуть бути пори, тріщини, підрізи, кратери [109]. Для уникнення таких дефектів, використовуються технологічні планки 4 (рис.3.3), які дають змогу “вивести” місце утворення кратера за межі диска (рис.3.3). Ці планки виготовляються із зношених дисків і після зварювання та охолодження їх усувають.
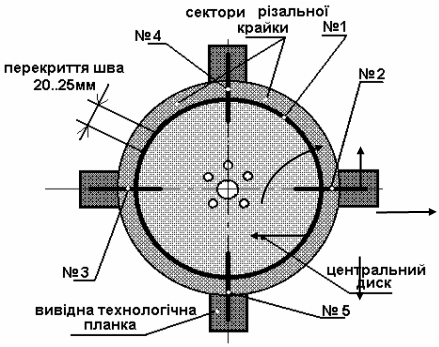
Рис.3.3 Послідовність виконання колового та прямолінійних зварних швів, П - прямолінійний, К - коловий шов; №1. .5 - послідовність виконання зварювання
Відомо, що вид та полярність струму можуть істотно впливати на технологічну міцність зварного з'єднання та стабільність горіння дуги [48,109], таким чином зварювання проводилось на постійному струмі оберненої полярності. Це дало змогу зменшити розбризкування та “опуклість” зварного шва [117], а також глибину проплавлення та кількість введеної теплоти в зварювальну ванну [27].
З метою запобігання пропалювання та витікання розплавленого металу, а також якісного формування зворотної сторони шва (корінь шва) зварювання виконувалось на флюсовій „подушці” [117].
Контроль якості дисків здійснювався зовнішнім оглядом, після чого вони заточувались на токарному верстаті до відповідних геометричних розмірів, передбачених в технічних вимогах [7,18,30].
Запропонована методика відновлення зовнішнього діаметра, передбачає одержання колового та прямолінійних з'єднань з використанням електродугового зварювання без попереднього підігріву та післязварювального відпуску та утворенням шва із структурою високомарганцевистого аустеніту.
3.3 Дослідження експлуатаційних властивостей відремонтованого диска
Визначення хімічного складу. Для визначення кількісного вмісту основних легуючих елементів C і Mn в металі зварного шва використано промислову установку - спектрометр “Spektrolab”.
Металографічні дослідження структури ділянок зварного з'єднання здійснювались на відшліфованих до Rz0,05 та протравлених шліфах з використанням мікроскопа МІМ-8 при збільшенні у 150. .500 разів [134].
Відомо, що сталь 65Г при електродуговому зварюванні дротом, що утворює високомарганцовистий метал шва, схильна до утворення технологічних тріщин, як гарячих (ГТ) в зварному шві так і холодних (ХТ) в зоні термічного впливу [109,118,131]. Їх наявність визначалась зовнішнім виглядом та з використанням мікроскопа МІМ-8 на мікрошліфах [47]. Зразки для досліджень вирізались із відремонтованих дисків.
Методика дослідження деформаційного зміцнення. Оцінка схильності поверхні металу шва, утвореного з використанням високомарганцевистого порошкового дроту, до зміцнення здійснювалась у два етапи.
Етап 1. Спочатку, для спрощення процедури та зменшення часу підготовки зразків, схильність до зміцнення визначалась на невеликих дослідних зразках, вирізаних із відремонтованих дисків. З використанням твердоміра Брінеля [119,116], кулька Ø10мм втискалась в поверхню зварного шва навантаженням 2,5кН (рис.2.5). Діаметр кульки та величина навантаження вибрані такими, що з однієї сторони забезпечують зміцнення з оптимальною величиною твердості, а з іншої - не спричинюють істотного впливу на геометрію поверхні шва. Після кожного втиснення за допомогою твердоміра Віккерса [119] виконувалось вимірювання твердості HV в центрі створеного кулькою відбитку (рис.3.4).
Таким чином отримано залежність твердості зміцненої поверхні шва від кількості втиснень кульки. За результатами досліджень визначено необхідну ступінь пластичного деформування, яка необхідна для утворення аустеніто-мартенситної структури та зміцнення поверхні шва.
Ступінь деформаційного зміцнення поверхні шва внаслідок наклепу аустенітного металу визначався за наступною формулою [116]:
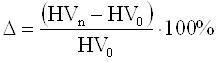 , (3.1)
, (3.1)
де ![]() - початкова
твердість,
- початкова
твердість, ![]() - твердість в центрі
відбитку після “n” втиснень кульки на приладі Бріннеля,
- твердість в центрі
відбитку після “n” втиснень кульки на приладі Бріннеля, ![]() - ступінь деформаційного
зміцнення поверхні зварного шва,%.
- ступінь деформаційного
зміцнення поверхні зварного шва,%.
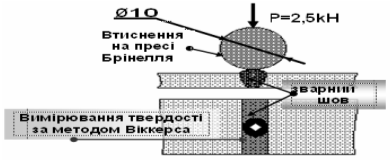
Рис.3.4 Схема дослідження деформаційного зміцнення
Етап 2 передбачав, що отримана на етапі 1 ступінь пластичного деформування реалізовувалась шляхом прокатування поверхні шва відремонтованого диска роликами, із використанням модернізованої установки на базі токарного верстата ТВв-7,2 [115]. У ній патрон 2 (рис.3.5) фіксує опорну плиту 1, на якій закріплений диск 3.
Частота обертання диска можна регулювати в діапазоні 0,2. .0,5 Гц. До поверхні шва підводиться пристрій з роликом 4. Зусилля притискання 2,5кН (250кг). Кількість обертів, необхідних для зміцнення, корелюється із кількістю втиснень сталевої кульки, що забезпечує оптимальне значення твердості HV. Відомо, що при прокатуванні роликами, окрім зміцнення, відбувається зниження залишкових напружень розтягу та створюються напруження стиску [149,151]. Важливим при цьому є необхідність забезпечити оптимальний рівень залишкових напружень стиску у робочій ділянці диска та зміцнення шва.
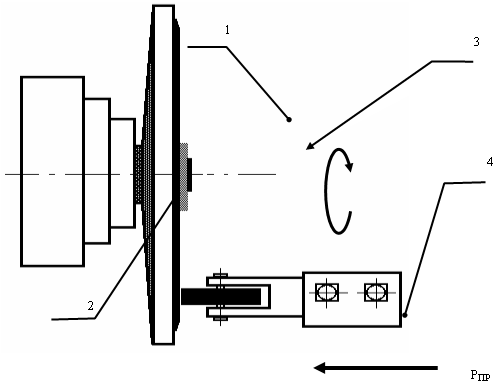
Рис.3.5 Схема установки для зміцнення дисків прокатуванням роликів: 1 - опорна плита, 2 - патрон токарного верстату, 3 - відремонтований диск, 4 - пристрій з роликом
У зв’язку з цим підбір оптимального режиму прокатування для усунення зварювальних деформацій передбачає врахування факторів, які впливають на величину пластичних деформацій та зміцнення шва. Це, насамперед, зусилля на ролику, діаметр та ширина робочого поясу роликів, товщина металу в зоні прокатування (товщина диска + підсилення шва), межа плинності та модуль пружності матеріалу, напруження в металі з'єднання перед прокатуванням. В роботі величина зусилля прокатування визначалась на підставі двох підходів: для зміцнення - враховуються величина зусилля та кількість втиснень, необхідних для визначення оптимальної твердості, одержаної від втиснення кульки в поверхню шва; для створення необхідних напружень стиску - зусилля визначається наближеним співвідношенням [111], що отримане розрахунково-експериментальним шляхом, і характеризує процес прокатування роликом поверхні робочої ділянки.
Усі параметри режиму прокатування роликами (зусилля притискання, кількість проходів, діаметр ролика і швидкість обертання) вибирались згідно методики розрахунку, запропонованої в роботі [92] із урахуванням результатів отриманих від втиснення кульки та теоретичних закономірностей впливу режимів прокатування на результат прокатування [140].
Після прокатування роликами вимірювалась твердість на поверхні шва, а також рівень залишкових напружень з використанням удосконаленого експериментально-розрахункового методу [41,119], який викладено в розділі 2.
Визначення впливу характеру та величини напружень у робочій ділянці диска на його довговічність, проведено дослідженням його зносостійкості в умовах абразивного спрацювання згідно стандартної методики на машині Х4Б (рис.3.6) при контакті поверхні з гумовим кругом з прошарком річкового піску (Ø0,5. .0,6 мм). Досліджувались зразки 28×35×2,5 мм, виготовлені із дискової сталі 65Г максимально звільнені від напружень, зі створеними із застосуванням стандартної методики дробоструминної обробки (тиск повітря - 0,6МПа, абразив -корунд Al2O3, розмір частинок -Ø1. .3мм., час обробки - 20сек, кут обробки - 900,) напруженнями стиску (200. .210 МПа) і напруженнями розтягу (200. .210 МПа). Величина зношення зразків оцінювалась ваговим способом.
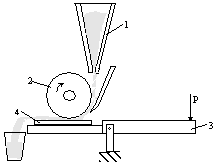
Рис.3.6 Схема установки Бріннеля-Хауерта для випробувань на зносостійкість: 1 - контейнер з піском; 2 - гумовий диск; 3 - навантажуючий важіль; 4 – зразок
Оскільки диск під час експлуатації в основному піддається абразивному зношенню та втомному руйнуванню, яке зумовлене дією знакозмінного згинального моменту на робочу ділянку диска, де знаходиться зварне з'єднання, в роботі досліджено фрагмент робочої ділянки диска на жорсткість та втомну міцність.
Випробування дисків на жорсткість проводилось в умовах статичного вигину, який за характером та величиною зусилля є найбільш близьким до робочих навантажень під час посівних робіт.
Для цього нами використовувалось лабораторне устаткування: універсальна дослідна машина з граничним навантаженням 5т типу УММ-5, яка призначена для статичних досліджень металу на розтяг, стиск, згин та вигин [88]; розроблене та виготовлене пристрій для кріплення дисків (3). Навантаження здійснювалось шляхом дії пуансона (1) на крайку диска (2).
Дослідження здійснювались на відремонтованих і нових дисках, а визначення напружень виконувалось методом електротензометрії згідно ГОСТ 6996-66 [87]. Для цього застосовувалися тензодавачі марки 2ФПКА 5.200В згідно ГОСТ 21616-76 з робочою базою 5мм, опором 225,40. .226,30 Ом та К=7,37. В якості вимірювального тракту використовувалась послідовно з'єднані півмостова схема, пристрій УНІЛАБ (4) та ПК (5). Ця схема дала змогу визначати напруження безпосередньо в процесі створення навантаження. Швидкість прикладання навантаження дотримувалась згідно нормативної документації [88]. Кількість давачів вибиралась з урахуванням симетрії досліджуваного виробу, місць дії в ньому максимальних напружень в процесі експлуатації та в найбільш небезпечних ділянках зварного з'єднання (зона термічного впливу). Для нового диска мінімально допустимим є чотири (рис.3.7 див. “1. .4”) давачі, так як зварний шов в ньому відсутній, а для відремонтованого - п’ять (рис.3.8 див. “1. .5”).
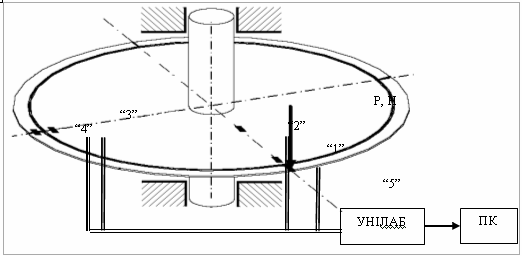
Рис.3.7 Схема розміщення давачів на диску “1. .5” - тензодавачі
Зусилля навантаження, що вибирались на основі інформації про умови роботи дисків [14,18, 19,138] під час досліджень змінювались в діапазоні 0. .150 Н з кроком 25 Н. Обробку результатів досліджень здійснювали з допомогою W-критерію [101].
Випробовування дисків на втомну міцність.
Характеристики опору втомному руйнуванню, особливо границя витривалості, залежать від структури, режимів термічної і механічної обробки, технології виготовлення (чи ремонту) деталі її конструктивних особливостей та умов експлуатації. Під впливом корозії, абразивного зношування, ударних навантажень залишкових напружень, що мають місце в ділянках зварювання відремонтованого диска, втомна міцність може суттєво знижуватися.
Оскільки в процесі експлуатації диска можуть виникати втомні тріщини, проведено випробовування зварних з'єднань відремонтованих дисків на втомну міцність за силовою схемою і режимами, які максимально наближені до робочих. Такі випробовування дають можливість оцінити зварні шви за параметром втомної довговічності.
Основним критеріями при визначенні межі витривалості і побудові кривих втоми є повне руйнування зразків.
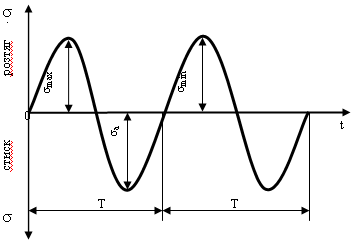
Рис.3.8 Характер зміни напружень у циклі максимальні напруження циклу max; мінімальні напруження циклу min; амплітуда напружень а = 0,5 (max-min); коефіцієнт асиметрії циклу R = min/max; період циклу Т.
Виходячи з аналізу і умов роботи дисків, для
досліджень вибираємо силову схему поперечного згину консольної пластини в одній
площині, яку реалізуємо при застосуванні синусоїдного симетричного
знакозмінного циклу (![]() ) напружень
(рис.3.8) з наступними характеристиками:
) напружень
(рис.3.8) з наступними характеристиками:
Основну характеристику опору втомі (межу витривалості s-1) при циклічному навантаженні зразка із сталі 65Г поперечним консольним згином отримано при побудові кривої втоми в логарифмічних координатах за результатами випробувань при заданих значеннях напружень (м’який режим навантаження) [74].
Для проведення порівняльних випробувань диска на втому при різних типах зварних швів прийнято базу випробувань 3×106 циклів відповідно до стандарту. Для випробувань використовували спеціальні зразки - фрагмент нового та відремонтованого (і зміцненого пластичним деформуванням) диска у формі “балки рівного опору" (рис.3.9). Для такого зразка згинальний момент розподілений рівномірно по всій довжині, що дає можливість ймовірного накопичення пошкоджень при циклічному навантаженні у найслабшій його частині, а саме в зоні зварного шва (рис.3.10).
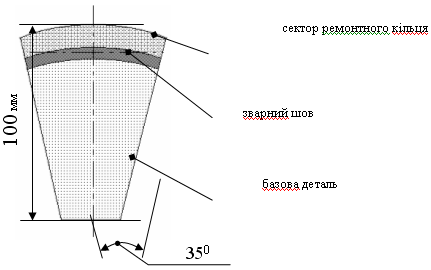
Рис.3.9 Досліджуваний сегмент диска сошника із зварним швом
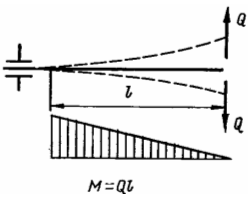
Рис.3.10 Силова схема навантаження зразка Q - зосереджена сила, l - відстань на якій діє сила
Випробування проводили на установці, яка забезпечує вибрану силову схему навантажень [75]. Конструктивно вона складається з випробувальної машини, пульта керування, приладів для вимірювання і контролю параметрів зусилля.
Число циклів фіксувалось лічильником, який відраховує кожен десятий цикл. Дослідження проводились при частоті 2 Гц, що приблизно відповідає частоті навантаження на диск під час його експлуатації в польових умовах.
Порядок проведення випробувань регламентується ГОСТ 25.502-79 [75]. В межах випробувань серії зразків здійснювалось м’яке навантаження і в під час випробувань контролювалась стабільність заданого зусилля до руйнування зразків.
3.4 Методика визначення залишкового напруженого стану відремонтованого диска
Проведений аналіз літературних джерел показав, що для оцінки та визначення величини та характеру залишкових напружень у коловому з’єднанні диска необхідний комплексний підхід, який передбачає застосування неруйнівних експериментальних досліджень напружень з подальшими застосовуванням розрахункового апарату. Для оцінки залишкового напружено-деформованого стану відремонтованого диска використано експериментально-розрахунковий метод [62], який адаптований для випадку, що враховує особливості геометрії та фізико-механічних властивостей колового зварного з'єднання відремонтованого диска сошника. Він базується на використанні рівнянь механіки тіл з власними напруженнями та експериментальної інформації [41,119].
Для експериментальної оцінки напружено-деформованого стану використовувався фізичний неруйнівний метод координатних сіток [52]. Перед з’єднанням деталей на базову деталь наносили координатну сітку у вигляді отворів Ø0,2. .0,4мм та глибиною до 0,2мм. Із застосуванням оптичного мікроскопа МІМ 8 при збільшенні 70. .120 раз здійснювалось вимірювання відстані між точками, відповідно до та після зварювання, а також після прокатування металевими роликами. Таким чином отримувались значення переміщень, котрі при застосуванні відповідного розрахункового апарату перераховувались у деформації та напруження. Отримані відповідні значення компонентів залишкових напружень підставляються в розроблений математичний апарат розрахунково-експериментального методу, основи якого викладені в наступному розділі дисертаційної роботи. Для спрощення обчислень експериментально-розрахунковий метод реалізується з використанням прикладної математичної програми Maple [110].
З метою перевірки точності запропонованого експериментально-розрахункового методу стосовно визначення залишкових напружень у відремонтованому диску, в роботі використано руйнівний експериментальний метод, який передбачає розрізання відремонтованого диска [52]. Метод ґрунтується на таких положеннях:
1) залишкові напруження взаємно урівноважені всередині тіла;
2) у довільному поперечному перерізі рівнодіюча і момент залишкових напружень дорівнюють нулю. Після розвантаження певного об'єму тіла розрізанням його на частини ця рівновага зберігається, однак виникають пружні деформації. Вимірюючи ці деформації, обчислюють залишкові напруження за формулами теорії пружності. Деформації, що характеризують залишкові напруження, в роботі вимірювалось електричними тензометрами. У якості електричних тензометрів використано дротяні перетворювачі опору, які наклеювались на поверхню дисків.
Відслідковування стійкості відремонтованого диска [118] при сумісному впливі робочих навантажень та залишкових напружень виконано за наступною схемою. Для цього зварне з'єднання моделюється за умовно розподіленими ділянках із застосуванням програмного пакету для тривимірного твердотільного моделювання SolidWorks [93]. Кожній ділянці в залежності від зварного з'єднання відповідають певні фізико-механічні властивості та геометричні розміри. Останні отримуються на основі застосування експериментально-розрахункового методу, який дає інформацію про рівень та характер поля пластичних деформацій в зварному з'єднанні диска [41,119,113]. Задавши фізико-механічні властивості окремо для кожної ділянки зварного з'єднання, що реалізується з допомогою програмного комплексу Algor, отримуємо розподіл залишкових напружень у відремонтованому диску. Навантаживши диск статичними силами, що діють під час експлуатації, визначали та відслідковували реальний стан диска, а також величину залишкових напружень та деформацій у будь-якій точці зварного з'єднання та диска загалом.
3.5 Стендові та польові випробовування
Оцінка експлуатаційних характеристик відремонтованих дисків сошників здійснювалась шляхом польових та стендових випробовувань. Для стендових випробовувань стійкості відновленого диска до абразивного спрацювання спроектована та виготовлена експериментальна установка (рис.3.12) [112].
Вона складається з корпуса 1, опорних роликів 2, сошника зернової сівалки 3, колони 4, де розташована система двигун-редуктор, хрестовини 5, ущільнювача ґрунтової маси 6. Установка дає можливість регулювати інтенсивність спрацювання дисків за рахунок таких параметрів: швидкість обертання сошника, різні за фазовим складом ґрунти, а також ступінь ущільнення ґрунту, який регулюється зміною положення ущільнювачів 6.
Принцип роботи установки: до корпусу 1 кріпиться колона 4, де розташована система двигун-редуктор, яка приводить в обертання хрестовину 5. Система живиться від мережі з напругою 220 В та частотою 50 Гц. На хрестовині закріплені два сошники зернової сівалки 3 із дисками. Через тертя абразивного грунту, який засипаний у жолоб корпуса 1, диски здійснюють поступальний рух. Таким чином диски обертаються та спрацьовуються в умовах, які наближені до польових. З метою уникнення утворення канавки у грунті від руху дисків, на хрестовині передбачені “розрихлювачі" ґрунту 6. Використовується двигун-редуктор постійного струму типу МП32-31,5-45 згідно ГОСТ 20721-75 з потужністю 5 кВт. Згідно технічних умов експлуатації зернових сівалок [7,18] їх робоча швидкість складає 8-10 км/год. Середнє напрацювання дисків сошників [29] повинно становити 1000 годин, що еквівалентно обробленій землі площею 2700 га.
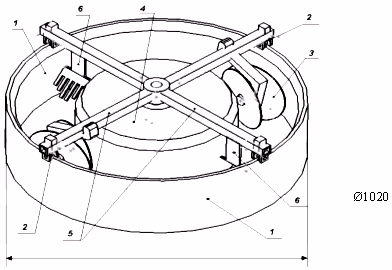
Рис.3.12 Схема установки для стендових випробовувань відновлених дисків: 1 - корпус, 2 - опорні ролики, 3 - сошники зернової сівалки, 4 - колона, 5 - хрестовина, 6 - ущільнювач ґрунтової маси
З метою встановлення закономірності впливу параметрів та властивостей складу абразивного середовища на фізико-механічні властивості відновленого диска, випробовування проводилось з використанням різнотипного ґрунту. Диски випробовувались із лінійною швидкістю 10 км/год. Інтенсивність їх спрацювання визначалась за величиною діаметра диска, наявності короблення та тріщин в ділянках зварного з'єднання а також за деформацією диска.
Польові дослідження проводились з використанням 24-х рядкової зернової сівалки СЗ-3.6 під час весняного посіву зернових культур, на яку встановлювалась рівна кількість відремонтованих та нових дисків. Оскільки земельно-кліматичні умови, в яких працюють диски зернових сівалок, можуть істотно різнитися, випробовування проводились на 3-ох характерних типах ґрунту. Ці ґрунти можуть класифікуватись як темно-сірий опідзолений, опідзолений чорнозем, лучний середньо-суглинистий чорнозем.
Напрацювання дисків при експлуатації в трьох типах ґрунту, становило 275. .280 га. Швидкість руху зернової сівалки в усіх випадках - 10. .12 км/год. Після проходження кожних 20-22 га виконувався технічний контроль дисків. Визначали величину спрацювання поверхні шва та діаметра диска, наявність тріщин та жолоблень в зоні з'єднання.
Оскільки економічні критерії характеризують досконалість технологічного процесу та правильність вибору способу ремонту деталей, при розробленні технологічного процесу ремонту необхідно прагнути до максимального зниження затрат ручної праці, матеріалів, енергетичних ресурсів.
З цією метою в роботі для розрахунку собівартості технологічного процесу ремонту спрацьованих дисків сошника відновленням їх робочої поверхні за зовнішнім діаметром та визначення річного економічного ефекту від промислового впровадження такого методу здійснювалось згідно методик та підходів, що запропоновані в роботах [27,141-145].
Висновки
Виходячи із умов експлуатації дисків, для забезпечення необхідних фізико-механічних властивостей їх робочої ділянки з метою підвищення довговічності дисків запропоновано методику, яка передбачає вибір хімічного складу та геометричних розмірів зварного шва. Встановлено, що найоптимальнішим матеріалом для утворення зварного шва стійкого до абразивного зношення та ударних навантажень, що мають місце під час експлуатації диска, є порошковий дріт із високим вмістом марганцю.
Розроблено технологічний процес ремонту дисків сошника шляхом відновлення їх робочої поверхні за зовнішнім діаметром з використанням електродугового приварювання ремонтного кільця без застосування попереднього підігріву та кінцевої термічної обробки.
Спроектовано та виготовлено дослідне устаткування, яке забезпечує оптимальні умови для відпрацювання методик дослідження зносостійкості, деформаційного зміцнення, жорсткості та втомного руйнування відремонтованого диска. а також оцінки його експлуатаційних характеристик.
Для визначення величини та характеру розподілу залишкового напруженого стану в коловому з'єднанні при зварюванні сталі 65Г запропоновано сумісне застосування неруйнівного методу із розробленим експериментально-розрахунковим методом.
Розділ 4. Експериментальні дослідження довговічності відремонтованих дисків сошника
4.1 Зміцнення робочої ділянки відремонтованих дисків
Визначальний вплив на працездатність диска сошника зернової сівалки мають: хімічний склад зварного шва, який в значній мірі визначає структуру шва, його здатність до контактного і деформаційного зміцнення, релаксації залишкових зварювальних деформацій і напружень а також технологічну міцність [128,112,119]; погонна енергія зварювання, від якої залежать: термічний цикл зварювання, геометричні параметри ділянок зварного з'єднання, характер та величина залишкових деформацій та напружень [48,56].
В роботі, з використанням методу математичного планування експерименту [52,117], вивчався вплив хімічного складу зварного шва та величини погонної енергії на якість зварного з'єднання у відремонтованому диску.
У якості факторів вибрано погонну енергію зварювання (Х1) та співвідношення вмісту легувальних елементів С і Mn у шві (Х2). Погонна енергія зварювання Х1 визначається співвідношенням
 , (4.1)
, (4.1)
де ![]() =0,8 - ефективний
ККД; ІЗВ - струм зварювання, А; UД - напруга дуги, В; VЗВ
- швидкість зварювання, м/с.
=0,8 - ефективний
ККД; ІЗВ - струм зварювання, А; UД - напруга дуги, В; VЗВ
- швидкість зварювання, м/с.
За параметр оптимізації величина якого визначається значенням факторів, прийнято твердість поверхні шва після зміцнення Y.
Для одержання математичної моделі використано факторний експеримент, суть якого полягає у варіюванні факторів об'єкта досліджень (X1, X2) за певним планом. Число факторів експерименту m=2. Основний рівень та інтервали варіювання факторів встановлені на основі моделювання властивостей з'єднання (п.3.1). Аналіз можливих коливань факторів дозволив визначити межі їх варіювання, а також необхідність дослідження цих факторів на двох рівнях (n=2). Тоді повна кількість експериментів зварювання становить nm=22=4 [139]. Рівні факторів та інтервали їх варіювання представлені в таблиці 4.1
Таблиця 4.1
Рівні факторів та інтервали їх варіювання
| Показник | Фактор | |
|
Погонна енергія, 105 Дж/м |
Mn: C | |
| Основний рівень... ... ... ... ... ... ... ... ... ... ... ... .0 | 3,5 | 14. .15 |
|
Інтервал варіювання... ... ... ... ... ... ... ... ... Dxi |
0,2 | 5 |
| Верхній рівень... ... ... ... ... ... ... ... ... ... ... ... ... +1 | 3,7 | 19.20 |
| Нижній рівень... ... ... ... ... ... ... ... ... ... ... ... ... - 1 | 3,3 | 10. .11 |
| Кодове позначення фактору |
Х1 |
Х2 |
У дослідженнях застосовувався дворівневий двохфакторний експеримент з лінійною моделлю першого порядку [52], яка охоплює все поле досліджень, при цьому виключається можливість повторення парних сполучень.
Лінійна модель представлена наступним чином:
![]() (4.2)
(4.2)
де ![]() - коефіцієнти
лінійної моделі, які визначались на підставі результатів заміру твердості швів
після їх зміцнення (табл.4.2).
- коефіцієнти
лінійної моделі, які визначались на підставі результатів заміру твердості швів
після їх зміцнення (табл.4.2).
Тоді лінійна модель набуває вигляд
![]() (4.3)
(4.3)
Результати досліджень відрізняються на незначну величину через наявність факторів, які не піддаються визначенню (коливання напруги в мережі, нерівномірність подавання порошкового дроту через проковзування між роликами механізму подачі та ін). Ці похибки оцінювали з допомогою дисперсії відтворюваності. Середньоквадратичне відхилення при визначенні параметру оптимізації є допустимою. Перевірка адекватності лінійної моделі, виконана із застосуванням критерію Фішера [52], підтвердила гіпотезу про адекватність лінійної моделі.
Таблиця 4.2
Матриця планування експерименту
| Номер досліду |
Погонна енергія, |
Співвідношення вмісту легувальних елементів у металі шва Mn: C |
Максимальна твердість на поверхні металу шва після його зміцнення, HV |
| 1 | 3,7 | 19.20 | 406 |
| 2 | 3,3 | 19.20 | 417 |
| 3 | 3,7 | 10. .11 | 382 |
| 4 | 3,3 | 10. .11 | 374 |
Металографічні дослідження структури ділянок з'єднання показали, що при застосуванні порошкових дротів із запропонованим хімічним складом (п.3.1) в зварному з'єднанні після повного охолодження деталі гарячі тріщини в шві та холодні в ЗТВ відсутні. Геометричні параметри ділянок зварного з'єднання відповідають значенням, які попередньо змодельовані в п.3.1
Встановлено, що твердість металу ділянок з'єднань, отриманих із застосуванням запропонованих порошкових дротів, істотно не відрізняється (рис.4.1). Метал шва має структуру пластично деформованого аустеніту (рис.4.2а) з твердістю HV180.200, про свідчить присутність чітко виражених площин ковзання (рис.4.2а). Така деформація зумовлена частковою релаксацією залишкових напружень, та вона не приводить до істотного зміцнення аустенітної структури [123,126,127]. Присутність карбідних включень та гарячих тріщин в ньому не виявлено. В зоні сплавлення структура металу неоднорідна - вона аустенітна зі сторони шва та мартенситна зі сторони ЗТВ твердістю відповідно HV210 та HV655.
|
|
|
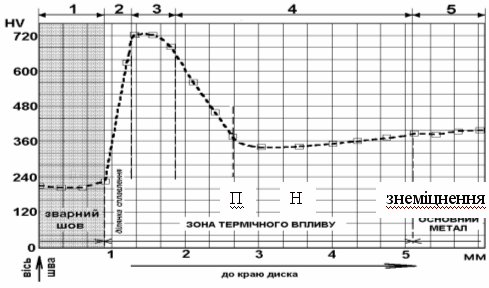
Рис.4.1 Розподіл твердості у металі зварного з'єднання сталі 65Г при зварюванні порошковими дротами
Зона термічного впливу складається із трьох ділянок - перегріву (П), нормалізації (Н) та відпуску (знеміцнення). В ділянці перегріву структура повністю мартенситна (рис.4.2б) з твердістю HV655. .740 (табл.4.3), а в ділянці нормалізації - троостито-мартенситна з твердістю HV450. .500 (рис.4.3, а). Між основним металом диска із трооститною структурою твердістю HV385. .400 (рис.4.3б) [8] праворуч, та зварним швом ліворуч, в ЗТВ знаходиться ділянка
Таблиця 4.3
Характеристики ділянок зварного з'єднання
| № | Ділянка | структура | HV | Розмір, мм |
|
1 |
зварний шов |
Аустеніт (A) |
185.200 |
1,9. .2,1 |
|
2 |
ділянка сплавлення |
Аустеніт+мартенсит (A+Mrt) |
210. .685 |
0,2. .0,4 |
|
3 |
ділянка перегріву |
Мартенсит (Mrt) |
665. .740 |
0,6. .0,8 |
|
4 |
ділянка нормалізації |
Троостит+мартенсит (T+Mrt) |
400. .580 |
3,2. .3,4 |
|
5 |
основний метал |
Троостит (T) |
385. .405 |
--- |
|
Знеміцнення із твердістю HV355. .360. Таке зниження твердості можна пояснити зменшенням дисперсності ферито-цементитної суміші [138].
|
| а |
|
|
| б |
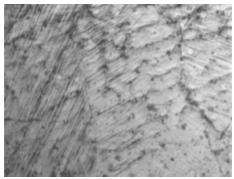
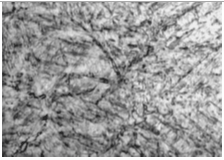
Рис.4.2 Мікроструктури металу ділянок зварного з’єднання сталі 65Г, ×400 а - метал шва (аустеніт), б - ЗТВ (мартенсит)
|
|
| а |
|
|
| б |
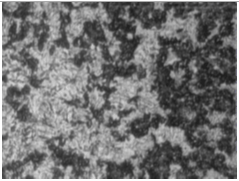
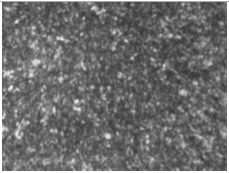
Рис.4.3 Мікроструктури металу ділянок зварного з’єднання, ×400 а - ЗТВ (мартенсито-троостит), б - основний метал (троостит)
Наявність такої ділянки суттєво не зможе вплинути на експлуатаційні властивості відремонтованих дисків.
Максимальна твердість металу шва та необхідні геометричні параметри зварного з'єднання досягаються після 5-ти разового втиснення сталевої кульки при зусиллі навантаження 2,5кН (рис.4.4).
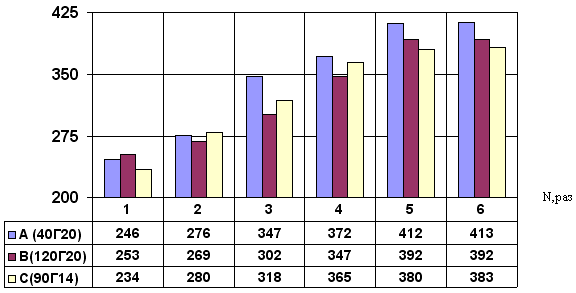
Рис.4.4 Зміцнення поверхні шва залежно від кількості вдавлень сталевої кульки N - кількість втиснень сталевої кульки на твердомірі Брінелля
Результати дослідження впливу хімічного складу шва на величину його зміцнення показано в табл. .4.4 Максимальне зміцнення шва має місце після п’ятиразового втиснення при значенні погонної енергії 3,3´105 Дж/м.
Підвищення твердості металу шва внаслідок пластичного деформування зумовлене частковим подрібненням зерна аустеніту і виникненням більш насичених, чітко виражених площин ковзання [127] (внаслідок зсуву дислокацій) (рис.4.5а). Також, як показали результати досліджень, на поверхні шва утворилась структура мартенситу деформації (рис.4.5, б) [128], що зумовлює зростання твердості.
Таблиця 4.4
Вплив хімічного складу металу швів на їх поверхневе зміцнення
| Зварювальний дріт | Хімічний склад металу шва,% |
Початкова твердість металу шва HV |
Максимальна твердість металу шва після зміцнення HV* |
Ступінь деформаційного зміцнення Δ,% |
|
| С | Mn | ||||
| А (40Г20) | 0,55-0,6 | 11-11,5 | 180. .185 | 412. .418 | 124. .127 |
| В (120Г20) | 0,8-0,85 | 11-11,5 | 194.201 | 402. .407 | 110. .116 |
| С (90Г14) | 0,65-0,7 | 7-7,5 | 195.200 | 380. .385 | 92. .95 |
Із віддаленням від поверхні шва, по його поперечному перерізу, твердість знижується (рис.4.6). Результатами вимірювання мікротвердості по поперечному перерізу шва в місці зміцненої поверхні встановлено, що зміцнення металу до HV365. .418 для всіх швів сягає на глибину 0,5. .0,57мм. З віддаленням від поверхні твердість поступово знижується і вже на віддалі 0,95. .1,2мм. вона дорівнює початковій твердості різних за хімічним складом досліджених металів зварних швів.
Результати зміцнення швів, отримані прокатуванням роликами, істотно не відрізняються від зміцнення кулькою, а параметри режиму прокатування приведено нижче.
|
|
| а |
|
|
| б |
Рис.4.5 Структура металу шва після деформаційного зміцнення, ×400 а - аустеніт, б – мартенсит
Таким чином, введення операції прокатування шва роликами у технологічний процес ремонту дисків сошника забезпечить зміцнення металу шва до твердості HV385. .413 [7,8]. Відповідно це підвищить протидію металу поверхні шва до абразивного спрацювання під час експлуатації в польових умовах.
Контактне зміцнення з'єднання оцінювалось за результатами експериментальних досліджень. Вони передбачали випробування відремонтованих дисків на жорсткість та багатоциклову втому.
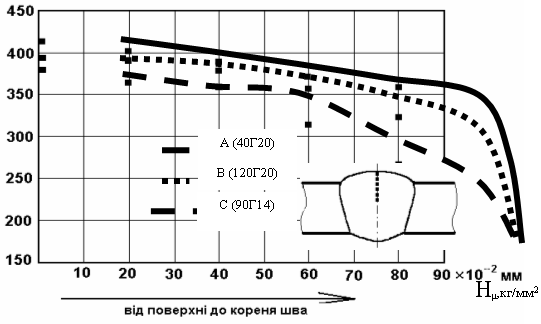
Рис.4.6 Розподіл мікротвердості металу за поперечним перерізом шва
Однак перед цим необхідно мати інформацію про залишковий напружений стан у диску вже після прокатування шва роликами, оскільки одним із основних чинників, які впливають на втомну міцність зварного з'єднання є величина та характер залишкових напружень у зоні термічного впливу.
4.2 Зносостійкість диска з врахуванням напружено-деформованого стану робочої ділянки
4.2.1 Залишковий напружено-деформований стан у диску
Для визначення залишкового напружено-деформованого стану в коловому з'єднанні диска в роботі використано розроблений експериментально-розрахунковий метод [41,58]. Він реалізується із застосуванням експериментальної інформації, що характеризує напружений стан у диску. Для експериментальної оцінки напружено-деформованого стану використовувався фізичний неруйнівний метод координатних сіток [52].
Отримані експериментальним способом значення
величини деформації ![]() використовуються
у математичному апараті для визначення залишкових зварювальних напружень в
коловому шві при зварюванні сталі 65Г аустенітним швом. Кількість вимірювань
експериментальних даних при визначенні параметрів забезпечувала статистичну
обробку з довірчою ймовірністю 0,95. Отрипані значення в певній ділянці
з'єднання диска підставлялися у спеціально розроблену програму, що реалізується
з використанням розрахунку у програмному комплексі Maple [110]. В результаті отримуються
реальні числові значення залишкових напружень. Для опису поля залишкових
пластичних деформацій застосовано функцію (розділ 3), що задовільняє умові
гладкості на всьому проміжку його існування.
використовуються
у математичному апараті для визначення залишкових зварювальних напружень в
коловому шві при зварюванні сталі 65Г аустенітним швом. Кількість вимірювань
експериментальних даних при визначенні параметрів забезпечувала статистичну
обробку з довірчою ймовірністю 0,95. Отрипані значення в певній ділянці
з'єднання диска підставлялися у спеціально розроблену програму, що реалізується
з використанням розрахунку у програмному комплексі Maple [110]. В результаті отримуються
реальні числові значення залишкових напружень. Для опису поля залишкових
пластичних деформацій застосовано функцію (розділ 3), що задовільняє умові
гладкості на всьому проміжку його існування.
Відомо, що прокатування зварного з¢єднання роликами - один із ефективних способів зниження рівня залишкових напружень у деталі [44,140]. В результаті усадження металу відбувається його рівномірне видовження і компенсація зварювальних деформацій стискування деформаціями видовження. Такий спосіб реалізації релаксації напружень найбільш прийнятний, з точки зору економічної доцільності, у випадку ремонту дисків сошника і зокрема зварного з'єднання сталі 65Г аустенітним швом. Більш істотне зрівноваження залишкового напруженого стану колового зварного з'єднання досягається при умові, коли ширина зони прокатування приблизно рівна ширині зони пластичних деформацій. Ефективність зниження залишкових напружень істотно залежить від діаметра, профілю і ширини роликів а також зусилля притискання. Враховуючи результати деформаційного зміцнення, а також особливості впливу параметрів режиму прокатування на зміцнення та рівень залишкових напружень [140] запропоновано наступні схема (рис.4.7) та параметри режиму прокатування:
технологічна схема прокатування - одним роликом по робочій ділянці
профіль ролика - з циліндричним поясом та конічною боковою частиною;
діаметр ролика - 30 мм;
ширина робочого пояска ролика - 5 мм;
зусилля притискання - 2,68 кН;
кількість проходів по робочій ділянці диска - 4.
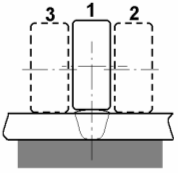
Рис.4.7 Схема прокатування шва і зони пластичних деформацій 1,2,3 - послідовність прокатування
Розподіл максимальних, в даному випадку тангенціальних (колових) залишкових зварювальних напружень в коловому з'єднанні диска після прокатування швів роликами та з подальшим застосуванням експериментально-розрахункового методу, зображено на рис.4.8
Результати свідчать, що найнижчий рівень залишкових напружень та оптимальні їх релаксація має місце у випадку застосування порошкового зварювального дроту типу “А” (40Г20).
Перевірка точності запропонованого експериментально-розрахункового методу визначення залишкових напружень у відремонтованому диску виконана експериментальним руйнівним методом [52], шляхом вирізання та вимірювання напружень тензодавачами опору. Похибка у величині напружень, що отримана з застосуванням експериментального руйнівного та експериментально-розрахункового способу, складає близько 7. .9%. При чому характер поля цих напружень на досліджуваній ділянці зварного з'єднання є адекватний із полем, яке отримане із застосуванням експериментально-розрахункового методу.
Визначення компонентів залишкового
напружено-деформованого стану у відремонтованих дисках здійснювалось до та
після прокатування робочої ділянки роликами. Визначена у конкретній точці
величина деформації підставлялась у математичний апарат (формула 2.22) експериментально-розрахункового
методу та із застосуванням програмного комплексу Maple розв’язувалась обернена
задача і визначались залишкові напруження у коловому ![]() та радіальному
та радіальному ![]() напрямках. Результати
показали, що оптимальні градієнти та величина залишкових напружень після
пластичного деформування мають місце у диску, що відремонтований із
застосуванням порошкового дроту “А” (40Г20) (рис.4.8). Залишкові напруження у
радіальному напрямку є стискальними у робочій ділянці диска і з наближенням до
краю вони зменшуються до нуля. У коловому напрямку вздовж осі шва залишкові
напруження
напрямках. Результати
показали, що оптимальні градієнти та величина залишкових напружень після
пластичного деформування мають місце у диску, що відремонтований із
застосуванням порошкового дроту “А” (40Г20) (рис.4.8). Залишкові напруження у
радіальному напрямку є стискальними у робочій ділянці диска і з наближенням до
краю вони зменшуються до нуля. У коловому напрямку вздовж осі шва залишкові
напруження ![]() у ділянці
термодеформаційного впливу і до краю диска є стискальними. Таким чином, у
робочій ділянці відремонтованого диска присутні залишкові напруження стиску, що
підвищує зносостійкість диска під час експлуатації в абразивному середовищі.
у ділянці
термодеформаційного впливу і до краю диска є стискальними. Таким чином, у
робочій ділянці відремонтованого диска присутні залишкові напруження стиску, що
підвищує зносостійкість диска під час експлуатації в абразивному середовищі.
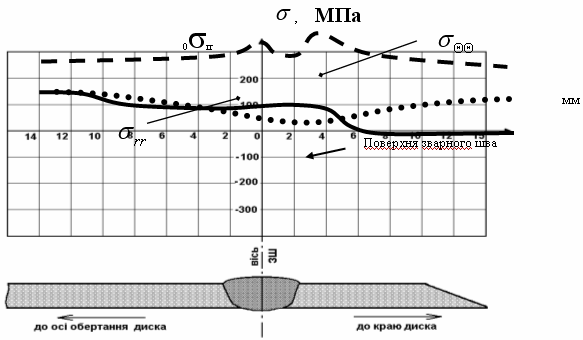
Рис.4.8 Розподіл напружень у робочій ділянці відремонтованого диска після пластичного деформування
Для одержання з’єднання, що забезпечує необхідні умови експлуатації, застосовувалось зварювання за один прохід з повним проплавленням. Мінімальні значення залишкових напружень мають місце при зварюванні на погонній енергії 3,3´105 Дж/м. Остання забезпечується параметрами режиму зварювання, що запропоновані в табл.4.6
Таблиця 4.5
Параметри режиму зварювання
|
Сила Струм, ІЗВ, А |
Напруга на дузі, UД, В |
Полярність |
Виліт елект-рода L, мм |
Швидкість зварювання VЗВ, м/год |
Швидкість подачі дроту VПД, м/год |
| 125 | 23 | зворотна | 12. .14 | 28 | 215 |
Із застосуванням програмного пакету для тривимірного твердотільного моделювання Solid Works [93] змодельовано диск сошника, який за геометричними параметрами (діаметр, товщина диска, висота та ширина шва) відповідає відремонтованому диску. З використанням програмного комплексу
Algor [114] диск розбивали на кінцеві елементи, і залежно від ділянок з'єднання задано певні фізико-механічні властивості. На підставі отриманих результатів встановлено, що максимальні еквівалентні напруження (у випадку статичного навантаження диска, що відповідає його деформуванню зумовленому дією грунту) носять локальний характер і їх величина не може зумовити руйнування диска.
Як свідчать результати досліджень у новому диску залишкові напруження у робочій ділянці є відсутні, тоді як у відремонтованому вони стискальні, і як відомо [149,152,154] їх величина може істотно впливати на зносостійкість матеріалу диска. В роботі проведено дослідження довговічності диска в умовах, близьких до умов під час експлуатації.
4.2.2 Зносостійкість диска
Внаслідок випробовування дисків на стійкість
до спрацювання в лабораторних умовах на установці конструкції Бріннелля-Хауерта
встановлено, що створені прокатуванням роликами напруження стиску у частині
робочої ділянки підвищують зносостійкість металу відремонтованого диска в 1,7
рази порівняно із металом нового диска. Результати дослідження впливу величини
та характеру напружень на стійкість відремонтованого диска до спрацювання
представлено на рис.4.9 Зносостійкість ![]() визначали0
як маса металу m (кг), яка зносилась за одиницю часу t (секунда)
визначали0
як маса металу m (кг), яка зносилась за одиницю часу t (секунда)
![]() .
. ![]()
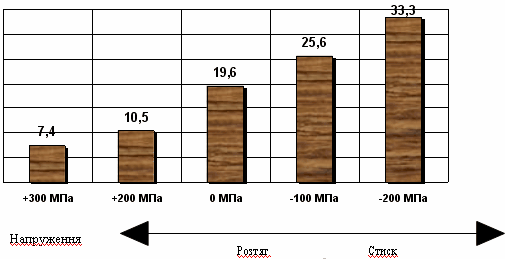
Рис.4.9 Залежність зносостійкості термічно-обробленої сталі 65Г від величини та характеру робочих напружень
![]() -зносостійкість, Т -час зношення, m - маса металу, яка зносилась
час випробовування 100±3 с, абразив - річковий пісок (Ø0,5. .0,6 мм)
-зносостійкість, Т -час зношення, m - маса металу, яка зносилась
час випробовування 100±3 с, абразив - річковий пісок (Ø0,5. .0,6 мм)
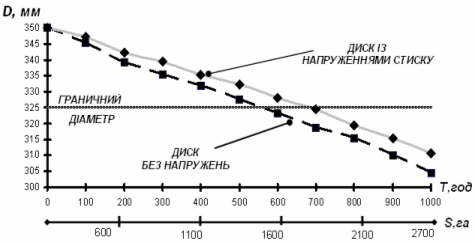
Рис.4.10 Динаміка зношування робочої поверхні дисків за їх зовнішнім діаметром
На підставі аналізу результатів дослідження зносостійкості в роботі здійснено прогнозування довговічності дисків (рис.4.10). Встановлено, що напруження стиску в металі робочої ділянки, підвищують довговічність виготовлених із сталі 65Г дисків сошників сільськогосподарських сівалок.
Окрім абразивного зношення під час експлуатації диск сошника перебуває під дією складних знакозмінних циклічних, статичних, втомних і ударних навантажень, які зумовлюють виникнення в ньому пружніх і пластичних деформацій та в окремих випадках руйнування диска. Отже необхідно дослідити здатність диска чинити опір таким навантаженням.
4.3 Жорсткість та втомна міцність відремонтованого диска
Випробовування на жорсткість в умовах статичного вигину дає змогу оцінити здатність відремонтованого диска чинити опір пружним деформаціям. Величина вигину задавалася на основі експериментальних досліджень та аналізу літературних даних [9,18,33]. При дослідженнях його максимальне значення складало 37. .44 мм. Контроль за величиною напружень, що виникають при цьому в матеріалі диску, виконувався з допомогою тензометрування.
Визначення тарувального коефіцієнта (К) тензодавачів виконувалося з допомогою балки рівного опору. Кількість повторних вимірювань складала не менше 3, що забезпечувало їх статистичну обробку з довірчою ймовірністю 0,95. Аналіз результатів показав, що вимірювані величини відповідають нормальному закону розподілу випадкових величин. Перевірка правильності припущення виконувалася з допомогою W-критерію [101] після кожної серії випробувань. Статистична обробка результатів вимірювань проводилася відповідно до рекомендованої в [101] методики. Відхилення визначених величин напружень знаходилося в межах 10%.
Обчислення виконувалися за наведеною методикою, яка реалізована за допомогою математичного редактора Mathcad.
Із застосуванням методу найменших квадратів виконано апроксимацію отриманих результатів у вигляді прямої першого порядку. Значенння тарувального коефіцієнта при цьому склало К = 7,37. Результати апроксимації результатів тарування представлено на рис.4.11
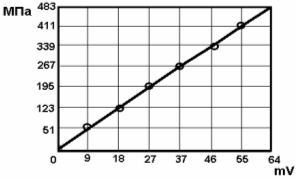
Рис.4.11 Тарувальна залежність для давачів типу 2ФПКА
На рис.4.12 представлено інтерфейс програми UniLab в процесі статичного вигину диска. Тут на 4 робочих каналах показано зміну напружень з часом (сек) в матеріалі диску в залежності від навантаження на його крайку. Номер каналу відповідає номеру тензодавача розміщеному на диску (рис.3.8).
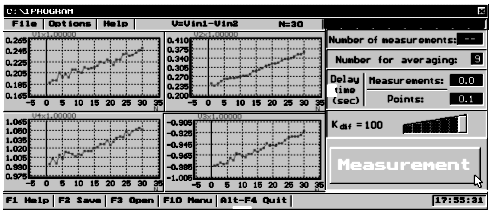
Рис.4.12 Інтерфейс програми UniLab у процесі вимірювання напружень у диску
Аналіз результатів визначення напружень свідчить, що найбільші напруження мають місце у ділянці розміщення тензодавачів „3” і „4". Для найбільш навантаженої ділянки (давач 4, рис.4.13) в новому та відновленому дисках результати показали наступне.
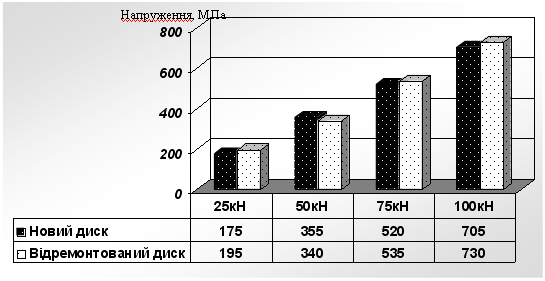
Рис.4.13 Зміна напружень у дисках (тензодавач „4”) від величини навантаження, що прикладається
Величина та характер напружень в робочій ділянці нового та відновленого дисків істотно не відрізняється в усьому діапазоні навантажень, і коливається в межах 25 МПа. Присутність зварного шва, і зокрема його геометричні та фізико-механічні властивості не зумовлюють виникнення концентрації напружень від прикладених зусиль. Зміна геометричних характеристик дисків після дії пружних деформацій відсутня. Таким чином стійкість до дії пружних деформацій нового та відремонтованого дисків істотно не відрізняється і задовольняє умови їх експлуатації.
На підставі отриманих результатів можна стверджувати, що отримане в процесі відновлення диска зварне з’єднання забезпечує необхідну жорсткість конструкції у процесі експлуатації в польових умовах.
Випробовування дисків на втомну міцність здійснено шляхом експериментальних випробовувань визначення межі витривалості, результати яких представлені у вигляді кривої втоми. Для цього досліджувалось 10 зразків із основного металу і по 4 зразки з дисками із зварними швами, що тримані із застосуванням трьох типів зварювальних дротів (див. табл.4.4).
В інтервалі напружень 0,95…1,05 межі витривалості досліджували три зразки, два з яких не зруйнувалися до бази випробувань.
У зв’язку з тим, що для сталей частота циклів у межах 10…300 Гц не регламентується, вибрали частоту 2 Гц із розрахунку швидкості переміщення сівалки (10 км/год).
Криві втоми будували в напівлогарифмічних координатах “максимальне напруження циклу s - циклічна довговічність lgN" методом графічного інтерполювання експериментальних результатів у наступній послідовності.
Для першого зразка (основного металу) приймали напруження s1= 0,5sв. Напруження для випробування наступних зразків вибирали в залежності від числа циклів N1 для першого зразка.
При N1<2×105 циклів s2= s1-20 МПа, при N1>2×105 циклів s2= s1+20 МПа.
Напруження для випробувань третього зразка назначали в залежності від руйнування першого і другого, якщо N1 (чи N2) <4×105 циклів, то s3= 0,8s1 (чи 0,8s2), якщо N1 (чи N2) >4×105 циклів, то s3= 0,88s1 (чи 0,88s2).
Напруження для четвертого зразка вибирали в залежності від руйнування третього. Якщо третій зразок зруйнувався при N3<107 циклів, то s4= s3-20 МПа, якщо ж не зламався до 107, то s4= 0,5 (s1+s3) МПа. В цьому випадку напруження s4 будуть близькими до межі витривалості для бази N=107 циклів. Різниця між двома ступенями навантажень становить не більше 10 МПа.
Для уточнення межі витривалості випробовували ще 2-3 зразки при напруженнях s= (0,95…1,05) s-1, два з яких повинні зруйнуватися. Практично випробовували 7-8 зразків що відповідає 50% ймовірності руйнування.
Як наслідок конструктивних та технологічних змін у диску при його відновленні із застосуванням зварювання виникла необхідність оцінити межу витривалості матеріалу диска в зоні термічного впливу біля зварних швів.
Для зниження затрат часу при проведенні втомних випробувань скористалися малозразковим методом прискореної оцінки опору втомному руйнуванню Іванової [76]. Метод ефективний для випробувань при низьких рівнях напружень для оцінки впливу конструктивних та технологічних чинників на s-1 і наявності вихідної кривої втоми. Він базується на гіпотезі енергетичної подібності втомного руйнування і плавлення металу і використовує характеристики, які є постійні для даного матеріалу незалежно від умов досліджень. Для сталі 65Г ці характеристики наступні: a=3,1 кг/мм2 - циклічна частота, Nк=2×105 циклів - критичне число циклів. Для визначення впливу хімічного складу зварних швів на s-1 за методом Іванової визначали наступним чином:
а) визначили втомну міцність трьох зразків і побудували діаграму s - lgN (рис.4.14), на якій знайшли точку з абсцисою, що відповідає числу циклів Nк і ординатою, що відповідає напруженню sк;
б) вичислили межу витривалості за формулою s-1= sк-2a;
в) випробували 2-3 зразки для уточнення межі витривалості.
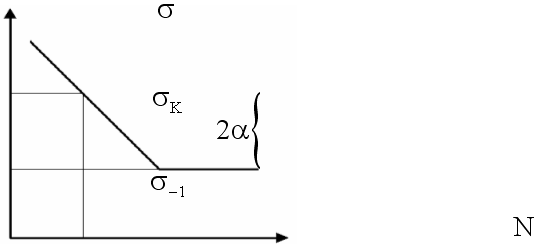
Рис.4.14 Схема визначення границі витривалості [76]
Результати досліджень втомної міцності диска із сталі 65Г представлено у таблиці 4.7 та на рис.4.15. Межу границі втоми s-1 визначили після випробування 4-5 зразка. За результатами випробувань шостого зразка остаточно встановлено, що s-1=625 МПа.
Таблиця 4.6
Результати досліджень і їх обробка за методом найменших квадратів
|
№ з/п |
s, МПа |
N, цикл |
yi=logs |
xi=logN |
xi2 |
yi× xi |
yi2 |
|||
| 1. |
700 |
107430 |
2,8451 |
5,0310 |
25,3132 |
8,0945 |
14,3137 |
|||
| 2. |
680 |
424490 |
2,8325 |
5,6279 |
31,6729 |
8,0231 |
15,9410 |
|||
| 3. |
650 |
840850 |
2,8129 |
5,9247 |
35,1023 |
7,9124 |
16,6656 |
|||
| 4. |
630 |
1750480 |
2,7993 |
6,2432 |
38,9770 |
7,8361 |
17,4766 |
|||
| 5. |
630 |
1505110 |
2,7993 |
6,1776 |
38,1623 |
7,8361 |
17,2930 |
|||
| 6. |
625 |
2920100 |
2,7959 |
6,4654 |
41,8014 |
7,8171 |
18,0766 |
|||
| 7. |
760 |
310580 |
2,8261 |
5,4922 |
30,1640 |
7,9868 |
15,5215 |
|||
| Σ = |
19,7111 |
40,9620 |
241, 1931 |
55,5062 |
115,285 |
|||||
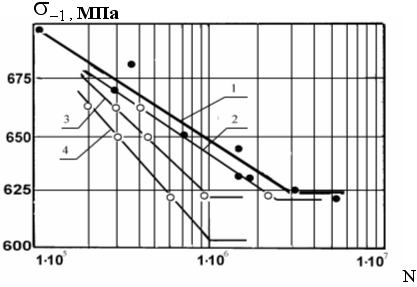
Рис.4.15 Криві втоми сталі 65Г: 1 - для сталі 65Г, 2 - для “А” (40Г20), 3 - “В” (120Г20), 4 - “С” (90Г14)
Аналіз експериментальних даних здійснено за методом найменших квадратів. Для опису даних скористаємося лінійною залежністю, яка має вигляд:
у = ах + в,
де у=lgN, x = lgs. Коефіцієнти а і в знаходили із системи:
 (4.5)
(4.5)
де n - 1,2, …n - порядковий номер результатів досліджень.
Розвязок цієї системи має вигляд:
 ,
,  . (4.6)
. (4.6)
Лінійна залежність для опису експерименлальних даних в логарифмічних координатах у результаті розв’язку системи матиме вигляд:
lgs = 3,046 - 0,0392lgN.
Зміна положення кривих втоми від хімічного складу зварних швів, побудовану за методом Іванової із застосуванням трьох зразків на кожен метод представлено на рис.4.15. Межі втомної міцності, визначені для цих методів, мають наступні значення (табл.4.8).
Таблиця 4.7
Результати випробовувань на втомну міцність
| Матеріал |
Кількість циклів випробовування N |
Межа витривалості s-1, МПа |
|
| сталь | 65Г |
2,9 ·106 |
625 |
|
Зварні з’єднання |
А (40Г20) |
2,5 ·106 |
618 |
|
В (120Г20) |
1×106 |
613 | |
|
С (90Г14) |
1·106 |
605 | |
Як бачимо із рис.4.15, найвищу (порівняно із іншими зварними з’єднаннями) довговічність 2,5×106 циклів при межі втомної міцності s-1=618МПа має з’єднання, отримане при зварюванні порошковим дротом 40Г20.
4.4 Стендові та польові випробовування дисків
Впродовж 225. .230 год лабораторних випробовувань в дослідницьких грунтах на розробленій установці, через кожних 50 год. роботи диски піддавались оцінці на наявність зношення, тріщин, відломів та інших дефектів.
Встановлено, що зношення поверхні зварного шва є незначним і по товщині складає приблизно 0,2. .0,4мм, що не може істотно впливати на експлуатацііні характеристики дисків. Дефектів у з'єднаннях із швами “А” (40Г20) “В” (120Г20), не спостерігалося, а у випадку “С” (90Г14) має місце деяке зношення поверхні. Насамперед, це зумовлено недостатньою твердістю шва та вищими, порівняно з іншими з'єднаннями, залишковими напруженнями.
Також після такого циклу випробовувань (кожних 50 год), виконувалось вимірювання твердості металу на поверхні швів. Встановлено, що твердість на поверхні металу швів, після лабораторних випробовувань, істотно не відрізняється від початкової твердості, і є нижчою лише на 3. .5%. На підставі таких результатів можна стверджувати, що поверхня металу зварного шва має здатність до самозміцнення [126,129].
Враховуючи результати досліджень щодо здатності металу шва до наклепу та контактного зміцнення, а також величину максимальних залишкових напружень в зварних з'єднаннях та стійкість проти абразивного спрацювання, для ремонту дисків сошника із відновленням їх зовнішнього діаметра запропоновано застосовувати порошковий дріт марки 40Г20. Диск сошника, що відремонтований з використанням такого дроту, надалі використовувався у польових випробовуваннях.
Польові випробовування дисків виконувались під час весняно-польвих робіт з використанням 24-ох рядкової зернової сівалки СЗ-3.6, на яку встановлювалась однакова кількість відремонтованих та нових дисків. Так як земельно-кліматичні умови, в яких працюють диски зернових сівалок, неоднакові, випробовування проводились на 3-х характерних типах ґрунту (темно-сірий опідзолений, опідзолений чорнозем, лучний середньо-суглинистий чорнозем).
Польові напрацювання дисків при експлуатації в трьох типах ґрунту еквівалентно обробленій площі 275. .280 га. Швидкість руху зернової сівалки в усіх випадках - 10. .12 км/год. Після проходження кожних 20. .22 га. виконувався зовнішній огляд дисків. Встановлено, що у відремонтованих дисках значних відхилень в їх геометрії, тріщин в ділянках з'єднання та короблень не виявлено. Зношення за товщиною диска є незначне і знаходиться у відповідності технічних вимог до експлуатації. Величина спрацювання за діаметром усереднено складає 0,5. .0,8% відносно початкової його величини.
На підставі проведених досліджень встановлено (табл.4.9), що найбільша інтенсивність спрацювання як поверхні металу з'єднання так і діаметра дисків, має місце в темно-сірому опідзоленому ґрунті. Після повного циклу польових випробовувань величина спрацювання відремонтованого та нового дисків в різних типах ґрунтів істотно не відрізняються. Випробовування проводились під час весняно-польового посіву зернових на території сільськогосподарських угідь Львівської області (додаток Б).
Таблиця 4.8
Результати випробовування дисків в польових умовах
| Підтип грунту |
Вміст гумусу % |
Пористість грунту % |
Зношення поверхні за діаметром (усереднене), мм |
|
|
відремонтований диск |
новий диск |
|||
|
Темно-сірий опідзолений |
2,2. .4,0 |
52. .60 |
2,1. .2,4 |
2,5. .2,7 |
|
Опідзолений чорнозем |
3,1. .4,5 |
1,6. .1,9 |
1.8 .2,0 |
|
|
Лучний середньо-суглинистий чорнозем |
3,9. .4,4 |
2,0. .2,3 |
2,1. .2,4 |
|
4.5 Технологічний процес підвищення довговічності спрацьованих за зовнішнім діаметром дисків сошників зернових сівалок
На підставі отриманих результатів, запропонований технологічний процес ремонту дисків сошника зернової сівалки з відновленням їх зовнішнього діаметра (рис.4.16. і додаток В).
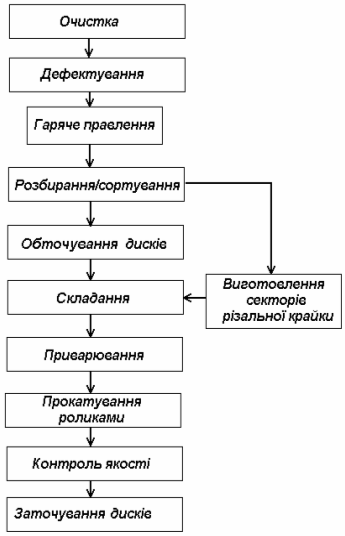
Рис.4.16 Технологічний процес ремонту дисків
Таблиця 4.9
Операції та обладнання технологічного процесу ремонту дисків
| Номер операції | Назва операції | Обладнання, з допомогою якого реалізується операція |
| Зачищення | Механізована лінія | |
| Дефектування | Шаблони | |
| Гаряче правлення відібраних | Прес із нагрівальними притискачами | |
| Сортування для виготовлення базової деталі та секторів | Шаблони | |
| Обточування базової деталі | Точильний верстат марки ТВв-7,2 | |
| Виготовлення секторів | Штамп М4 із твердостплавного матеріалу ВК-20 | |
| Складання, позиціонування, фіксація базової деталі і секторів | Маніпулятор М - 0,12 | |
| Приварювання | Зварювальна головка А - 1208С7, джерело ВДУ - 504 | |
| Прокатування роликами | Установка промислова | |
| Контроль якості | Повірені шаблони | |
| Заточення дисків | Точильний верстат марки ТВв-7,2 |
Застосовується метод електродугового зварювання порошковим дротом 40Г20, що утворює метал шва із структурою аустеніту. Утворений таким дротом зварний шов забезпечує стійкість з'єднання до абразивного спрацювання, за рахунок зміцнення поверхні зварного шва, що зумовлене перетворенням аустеніту в мартенсит. Зниження ймовірності утворення технологічних тріщин у з'єднанні та деформування диска відбувається за рахунок зниження залишкових напружень аустенітним металом утвореного зварного шва. Такий технологічний процес дає можливість уникнути попереднього підігріву і кінцевої термічної обробки диска і тим самим знизити собівартість їх ремонту.
4.6 Техніко-економічна ефективність технологічного процесу ремонту дисків
На стадії розробки нового технологічного процесу для визначення можливостей його подальшого впровадження оцінено очікувану економічну ефективність від практичної реалізації спроектованої технології ремонту виробів.
Згідно з [141,142] при впровадженні нової техніки, технології та нових конструкцій виробів доцільно розглядати дві сторони економічної ефективності від впровадження проектної розробки: ефект у сфері виробництва, який має місце у виробника при виготовленні нової продукції, та економічний ефект у споживача за весь строк служби нових виробів. В даному випадку обидва вищеназвані ефекти також матимуть місце.
Проведений нами аналіз фактичних цін реалізації нових дискових сошників різними фірмами на ринках України та СНД станом на 02.2004 р. в загальному вигляді представлено на рис.4.15.
На підставі експериментальних випробовувань
встановлено, що якість відремонтованих в процесі ремонту дисків сошників
практично не поступається якості нових виробів. Тому для потенційного споживача
нашої продукції основним буде ціновий фактор, тобто, можлива вартість придбання
відремонтованих дисків сошників. Співставлення найнижчої (мінімальної) ціни
придбання нового диска та вартості відновленого розробленим способом ремонту,
проведене з урахуванням фактичної потреби в даному виді продукції, і
представлятиме в нашому випадку ефект у споживача (![]() ):
):
![]() ,4.7
,4.7
де ![]() - найнижча
(мінімальна) ціна придбання нового дискового сошника, найбільш прийнятна для
потенційного споживача;
- найнижча
(мінімальна) ціна придбання нового дискового сошника, найбільш прийнятна для
потенційного споживача;
![]() - ціна придбання відремонтованого диска, визначена за умови
промислового використання спроектованої технології ремонту;
- ціна придбання відремонтованого диска, визначена за умови
промислового використання спроектованої технології ремонту;
![]() - річна (щорічна) фактична потреба споживачів певного регіону в дисках.
- річна (щорічна) фактична потреба споживачів певного регіону в дисках.
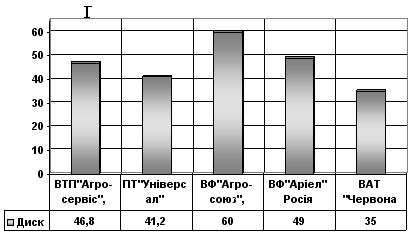
Рис.4.17 Ціна диска сошника зернової сівалки СЗ-3,6 на ринку
України та СНГ (станом на 08.2005р)
Цілком очевидним є те, що за умови перевищення вартості відновленого диска над мінімальною вартістю придбання нового економічний ефект у споживача буде від’ємним, а тому практична реалізація розробленого технологічного процесу ремонту буде недоцільною.
Для підприємства, ефект у сфері виробництва слід оцінювати з наступних міркувань:
1) розмір затрачених для реалізації проекту коштів і, зокрема початкових інвестицій в нові основні фонди підприємства;
2) можливий терміну окупності вищеназваних вкладень за рахунок додаткових грошових надходжень від продажу відновлених виробів.
Для обґрунтування доцільності вкладення коштів в реалізацію розроблених проектів світова економічна практика передбачає можливість застосування різних методів оцінки [143,144]. В нашому випадку найдоцільніше використати метод чистої теперішньої вартості проекту, суть якого відображають наступні розрахункові формули:
![]() ; 4.8
; 4.8
 ; 4.9
; 4.9
![]() , 4.10
, 4.10
де ![]() - чиста
теперішня вартість проекту, тис. грн.;
- чиста
теперішня вартість проекту, тис. грн.;
![]() - теперішня вартість додаткових грошових надходжень за період
використання проектного рішення, тис. грн.;
- теперішня вартість додаткових грошових надходжень за період
використання проектного рішення, тис. грн.;
![]() - початкові інвестиції, необхідні для реалізації розробленого проекту,
тис. грн.
- початкові інвестиції, необхідні для реалізації розробленого проекту,
тис. грн.
![]()
де ![]() - початкові
інвестиційні витрати на формування основних фондів, тис. грн.;
- початкові
інвестиційні витрати на формування основних фондів, тис. грн.; ![]() - початкові інвестиційні
доходи від реалізації зайвого майна, тис. грн. (приймаємо
- початкові інвестиційні
доходи від реалізації зайвого майна, тис. грн. (приймаємо ![]() = 0);
= 0); ![]() - інвестиційні витрати на
поповнення оборотних коштів, тис. грн.;
- інвестиційні витрати на
поповнення оборотних коштів, тис. грн.; ![]() -
індекс прибутковості;
-
індекс прибутковості; ![]() - граничний (маржинальний)
періоди окупності початкових інвестицій, роки (
- граничний (маржинальний)
періоди окупності початкових інвестицій, роки (![]() 3
роки);
3
роки); ![]() - розрахунковий період
окупності початкових інвестицій проекту, який визначається з такої тотожності:
- розрахунковий період
окупності початкових інвестицій проекту, який визначається з такої тотожності:
![]() ,
,
де ![]() - додаткові
грошові надходження в t-му році, тис. грн.
- додаткові
грошові надходження в t-му році, тис. грн.
Впровадження проектного рішення буде доцільним лише тоді, коли виконуються усі три вищенаведені умови 4.8-4.10
Подальші економічні розрахунки щодо розробленого проекту проведено з урахуванням усіх вищенаведених залежностей, необхідних для визначення економічної ефективності. Детальна структура та послідовність проведення розрахунків подано у додатку Д.
На основі результатів проведених розрахунків визначаємо показники доцільності інвестування проектного рішення
![]() = 435,53 - 135,553 = 299,977 тис. грн. > 0;
= 435,53 - 135,553 = 299,977 тис. грн. > 0;
![]() ;
;
![]() 1,892 року, бо
1,892 року, бо ![]() .
.
Всі умови доцільності інвестування розробленого проекту виконуються, що свідчить про його економічну вигідність. Це підтверджує доцільність впровадження технологічного процесу ремонту у виробництво.
Усі основні результати розрахунків, виконаних в цьому розділі, а також деякі інші розрахункові узагальнюючі показники зведено в табл.4.10
Таблиця 4.10
Зведені розрахункові техніко-економічні показники розробленого проекту ремонту дисків сошників зернової сівалки з відновленням їх зовнішнього діаметра
|
№ п/п |
Показники | Одиниця виміру | Числове значення показника |
|
1 |
2 |
3 |
4 |
| 1. | Річна програма відновлення виробів | шт. | 16200 |
| 2. | Загальна трудомісткість річного обсягу продукції | нормо-год | 20250 |
| 3. | Розрахункова кількість потрібних робочих місць | шт. | 10 |
| 4. | Розрахункова кількість необхідного технологічного устаткування | шт. | 8 |
| 5. | Обсяг реалізованої продукції з ПДВ | тис. грн. | 476,928 |
| 6. | Первинна вартість основних виробничих фондів | тис. грн. | 116,3 |
| 7. | Вартість нормативу оборотних коштів | тис. грн. | 19,253 |
| 8. | Прогнозовані розрахункові операційні витрати на відновлення одного виробу | грн. | 18,87 |
| 9. | Фактична ціна реалізації з ПДВ нових дисків підприємством ВАТ „Червона зірка" (найнижча з проаналізованих) | грн. | 35 |
| 10. | Розрахункова ціна реалізації з ПДВ одного відновленого диску | грн. | 24,44 |
| 11. | Очікуваний річний економічний ефект у споживача | тис. грн. | 90,072 |
| 12. |
Чисельність промислово-виробничого персоналу: а) всього |
чол. | 12 |
| б) основних робітників | чол. | 9 | |
| 13. | Річний виробіток на одного робітника | тис. грн. /чол | 52,992 |
| 14. | Фондовіддача | грн. /грн. | 4,1 |
| 15. | Планова рентабельність продукції підприємства, де планується реалізація розробленого проекту | % | 30 |
| 16. | Плановий (розрахунковий) щорічний чистий прибуток підприємства за умови реалізації розробленого проекту | тис. грн. | 68,769 |
| 17. | Очікувана рентабельність виробництва | % | 67,64 |
| 18. | Розрахункова сума необхідних для реалізації проекту початкових інвестицій | тис. грн. | 135,553 |
| 19. | Очікувана теперішня вартість додаткових грошових надходжень | тис. грн. | 437,567 |
| 20. | Чиста теперішня вартість проекту | тис. грн. | 299,977 |
| 21. | Індекс прибутковості | коеф. | 3,213 |
| 22. | Період окупності початкових інвестицій | роки | 1,892 |
На підставі отриманих результатів розроблений технологічний процес ремонту дисків сошника зернової сівалки з відновленням їх робочої поверхні за зовнішнім діаметром без застосування операцій попереднього підігріву та кінцевої термічної обробки прийнятий до впровадження у господарстві АПП “Львівське", с. Зубра, Львівській області і він дає змогу повернути до експлуатації майже 60% зношених дисків.
Висновки
Експериментально підтверджено, що для отримання необхідних зносостійкість, стійкість до утворення технологічних тріщин та необхідну здатність до деформаційного зміцнення, та високої втомної міцності відремонтованого диска під час експлуатації, в металі шва необхідно наявність 0,55. .0,6%С, 11. .11,5%Mn, 87,9. .88,5%Fe.
Показано, що розроблена технологія відновлення експлуатаційних властивостей зношеної поверхні дисків за їх зовнішнім діаметром забезпечила необхідний рівень залишкових напружень стиску (200. .230МПа) у робочій ділянці, що забезпечує її необхідну зносостійкість під час експлуатації.
Встановлено, що зносостійкість відремонтованого диска із напруженнями стиску у робочій ділянці, є вищою у 1,7 рази порівняно із зносостійкістю диска, максимально звільненого від напружень.
Встановлено, що межа витривалості робочої
ділянки відремонтованого диска ![]() дорівнює
~90% межі витривалості металу нового диска і становить відповідно 618МПа проти
625МПа при кількості циклів до руйнування відповідно N=2,5×106 та
N=2,9×106.
дорівнює
~90% межі витривалості металу нового диска і становить відповідно 618МПа проти
625МПа при кількості циклів до руйнування відповідно N=2,5×106 та
N=2,9×106.
Підтверджено, що після проведення лабораторних та польових випробувань (оброблена площа-280га) на різних типах ґрунтів руйнування та жолоблення дисків у місці з'єднання відсутнє, а спрацювання за товщиною та зовнішеім діаметром відповідає агротехнічним вимогам до посіву зернових.
Економічна оцінка ефективності техпроцесу ремонту дисків показала, що за розробленим способу ремонту ціна відновленого диска із врахуванням ПДВ не перевищує 25. .27 грн, при середній ринковій вартості нового в межах 38. .60грн.
Загальні висновки
На підставі отриманих результатів проведених досліджень можна зробити наступні висновки:
В результаті проведених досліджень стану надійності сільськогосподарської техніки встановлено, що диски сошників зернових сівалок СЗ-5,4, Клен-6, СЗУ-3,6 та інші в основному зношуються за зовнішнім діаметром і підлягають відновленню їх робочої ділянки. Одним із перспективних шляхів відновлення дисків сошників, виготовлених із сталі 65Г, є застосування методу електродугового приварювання робочої дугоподібної ділянки диска без попереднього підігріву та кінцевої термічної обробки.
Визначено геометричні параметри робочої ділянки та мікроструктуру металу зварного шва відремонтованого диска сошника, які забезпечують необхідну абразивну стійкість до зношення та втомного руйнування дисків сошників. На підставі цих критеріїв встановлено оптимальний хімічний склад металу шва (0,55. .0,6%С,
11. .11,5%Mn, 87,9. .88,5%Fe). Для одержання такого шва, розроблено та виготовлено самозахисті порошкові високо-марганцевисті дроти.
Вперше запропоновано функціональну залежність ![]() , що описує поле пластичних
деформацій для випадку з’єднання обмеженої радіусом та з отвором пластини із
сталі 65Г коловим пластичним швом. Удосконалено математичну модель, яка адаптує
експериментально-розрахунковий метод визначення залишкових напружень для
колового з'єднання при зварюванні дискової деталі зі сталі 65Г із врахуванням
краєвих умов та структурних перетворень в зоні термодеформаційного впливу.
, що описує поле пластичних
деформацій для випадку з’єднання обмеженої радіусом та з отвором пластини із
сталі 65Г коловим пластичним швом. Удосконалено математичну модель, яка адаптує
експериментально-розрахунковий метод визначення залишкових напружень для
колового з'єднання при зварюванні дискової деталі зі сталі 65Г із врахуванням
краєвих умов та структурних перетворень в зоні термодеформаційного впливу.
Із врахуванням особливостей неруйнівного
експериментального методу визначення характеристик залишкового напруженого
стану і засобу вимірювання запропоновано спеціальний функціонал ![]() , мінімізація якого дає
можливість визначити параметри поля пластичних деформацій і розрахувати
залишкові напруження у довільній точці колового зварного з'єднання
відремонтованого диска сошника зернової сівалки.
, мінімізація якого дає
можливість визначити параметри поля пластичних деформацій і розрахувати
залишкові напруження у довільній точці колового зварного з'єднання
відремонтованого диска сошника зернової сівалки.
Досліджено вплив величини та характеру робочих напружень на стійкість дисків сошників сільськогосподарських сівалок до зношення в абразивному середовищі. Встановлено параметри пластичного деформування робочої ділянки (зусилля притискання >2,5 кН, діаметр ролика - 30 мм, кількість проходів по робочій ділянці - 4), які забезпечують створення необхідних напружень стиску. Експериментально підтверджено, що диск із напруженнями стиску в робочій ділянці, які створюються прокатуванням металевими роликами, має зносостійкість в 1,7 рази вищу у порівнянні із диском, максимально звільненим від напруженого стану.
Експериментальними дослідженнями, проведеними
відповідно до розроблених програм і методик встановлено, що межа витривалості
робочої ділянки відремонтованого диска ![]() дорівнює
~90% межі витривалості металу нового диска і складає відповідно 618 МПа проти
625 МПа при кількості циклів до руйнування відповідно N=2,5×106 та
N=2,9×106.
дорівнює
~90% межі витривалості металу нового диска і складає відповідно 618 МПа проти
625 МПа при кількості циклів до руйнування відповідно N=2,5×106 та
N=2,9×106.
Лабораторними та польовими випробуваннями визначено, що руйнування та жолоблення дисків у місці з'єднання відсутнє, а спрацювання за товщиною та зовнішнім діаметром після обробки площі 280га не перевищує допустимих значень зазначених в агротехнічних вимогах до посіву зернових. На основі теоретичних та експериментальних досліджень, визначено основні параметри технологічного процесу ремонту спрацьованих дисків сошників зернових сівалок із відновленням їхнього зовнішнього діаметра.
Економічна оцінка ефективності техпроцесу ремонту дисків показала, що із застосуванням розробленого способу ремонту ціна відновленого диска складає 45. .60% вартості нового. Розроблений технологічний процес ремонту дисків сошника зернової сівалки з відновленням їх зовнішнього діаметра без застосування операцій попереднього підігріву та кінцевої термічної обробки прийнятий до впровадження у господарстві АПП “Львівське", с. Зубра, Львівській області і він дає змогу повернути до експлуатації майже 60% зношених дисків.
Список використаних джерел
1. Войтюк Д.Г., Гаврилюк Г.Р. Сільськогосподарські машини. -К.: Урожай, 1994, - 241с.
2. Сільськогосподарська техніка: стан та перспективи // Техніка АПК. - 2003. - №3. - С.10-11
3. Вітчизняні сівалки для посіву зернових: проблеми та перспективи. /Л. Шулік, В. Погорілий // Техніка АПК. -№1. -2003. - С.23
4. Технічні і технологічні аспекти розвитку комбінованих зернових сівалок. /Л. Погорілий, Л. Шустік, В. Погорілий // Техніка АПК. -№2. -2003. - С.4-6
5. Ульман И.Е., Игнатьев Г. С, Борисенко В.А. та ін. Техническое обслуживание и ремонт машин. -М.: Агропромиздат, 1990. -399с.
6. Петров С.А. ., Бисноватый С.И. Ремонт сельскохозяйственных машин. -М.: Колос, 1982. -273с.
7. Сеялки: Руководство по текущему ремонту. -М.: Госнити, 1984. -37с.
8. Термическая обработка в машиностроении. Справочник, 1988, 624с.
9. Черновол М.И., Кулешков Ю.В., Капелюшный Ф.М. О работе дисковых сошников зерновых сеялок // Тезы докладу НПК: Проблемы прочности, надежности и долговечности деталей и конструкций сельскохозяйственных машин. -Кировоград, 1983. - С.31-33
10. Реформування систем технічного сервісу в АПК України /М. Молодик // Техніка АПК. - №4. -2000. -С.12-13.
11. Наукові та організаційні засади технічного забезпечення сільськогосподарского виробництва. /В.І. Кравчук // Економіка АПК. - №4. -2003. -С.3-9.
12. Пріоритетні напрями розвитку технічного забезпечення сільськогосподарского виробництва. / С.М. Рижук // Економіка АПК. - №2. -2001. -С.37-41.
13. Проблемы совершенствования и тенденции развития посевной техники. /А. Бойко, Н. Свирень, П. Сисолин, Н. Петренко // Техніка АПК. - №11-12. -2000. - С.8-10.
14. Обгрунтування вимог до зернової сівалки точного висіву /В. Лихогвор // Техніка АПК. -№2. -1999. - С.12-14.
15. Чи доцільно мати сівалку точного висіву? // Техніка АПК. -№3. -1996, - С.12-14.
16. Сідашенко О.І., Науменко О.А., Поліський А.Я. Ремонт машин. -К.: Урожай, 1994. -394с.
17. Черновол М.И. и др. Повышения качества восстановления деталей машин. -К.: Техника, 1989. -168с.
18. Повышение долговечности дисков сеялочных сошников. / М.И. Клецкин, И.П. Рабинович, А.Н. Розенбаум // Тракторы и сельхозмашины. -№11. -1966. - С.22-24
19. Ткачев В.Н. Износ и повышение долговечности сельскохозяйственных машин. -М.: Машиностроение, 1971. -327с.
20. Механизмы коррозионного повреждения и разрушения деталей машин. / Л.С. Ермолов // Сборник научных работ.; МИИСП, -1979. -С.3-9.
21. Ермолов Л.С. и др. Основы надежности сельскохозяйственной техники. -М.: Колос, 1974. -223с.
22. Бернштейн Д.Б., Лискин И.В. Моделирование абразивного изнашивания почворежущих лезвий // Трение и износ /, 1993, -Т.14. -№6. -С.1025-1035
23. Могалов И.И., Костенко С.И., Васильев В.А. Ремонт почвообрабатывающих машин. -М.: Россельхозиздат, 1986. -142с.
24. Ремонт техніки. /За ред. О.І. Сідашенка, О.А. Науменко/. -К.: Урожай, 1992. -298с.
25. Ремонт машин / Под. ред. О.І. Сідашенка, А.Я. Поліського. -К.: Урожай, 1994. -394с.
26. Буренко А.А., Винокуров В.Н. Ремонт сільськогосподарских машин. -М.: Росагропромиздат, 1991. -201с.
27. Молодик М.В., Лангерт Б.А., Бредун А.К. Відновлення деталей машин. -К.: Урожай, 1989. -253с.
28. Могалов И.И., Костенко С.И., Васильев В.А. Ремонт сільськогосподарских машин. -М.: Колос, 1984р -254с.
29. Салем А.С. Восстановление и упрочнение деталей сельскохозяйственной техники газопламенным наплавлением керамико-металических порошков (на примере дисков сошников зерновой сеялки). Автореф. дисс... канд. тех. наук. -М, -1993. -16с.
30. Відновлення дисків сошників. / В. Верхуша, В Симороз, В. Бучинський, М. Дейнеко // Механизация с/х. -№1. -1984. -С21.
31. Національна програма розвитку агропромислового в-ва і соціального відродження села на 1999-2010 роки. // Економіка АПК. -№6. -1999. -С.3-25.
32. Беллиничер И.Ш. Повышение износостойкости метала. -М.: Машгаз, 1956. -275с.
33. Кулешков Ю.В., Капелюшний Д.И. Повышение долговечности и надежности дисков сошников индукционной наплавкой. // Тезы докладов научно-пракрической конференции: Проблемы прочности, надежности и долговечности деталей и конструкций. - Кировоград, 1983. -С.77.
34. Технология фрикционного упрочнения породоразрушающего и почвообрабатывающего инструмента. / Ю.Н. Тюрин // Автоматическая сварка. -1998. -С.33-34
35. Наплавка рабочих органов сельхозмашин с помощью электронного ускорителя. /Л.П. Фешиннский, Р.А. Салимов и другие // Сварочное производство. -№11. -1987. -С.4-6
36. Возможности газопламенного напыления для повышения износостойкости рабочих органов почвообрабатывающих и посевных машин. /В.И. Черноиванов, Э.С. Каракозов // Сварочное производство. -№5. -1988. -С.17-18
37. Мачок Ю.В. Підвищення зносостійкості різальних елементів полозкових сошників зернових сівалок композиційними матеріалами // Техніка в сільськогосподарському виробництві, галузеве машинобудування та автоматизація. Збірник праць. -Кіровоград.: КІСМ, 2002, №11. -С.216-219.
38. Упрочнение режущих органов сельськохозяйственных машин электроконтактной приваркой шлама // Р.А. Латипов, А.В. Полеченко, Н.Д. Бахмудкадиев, В.А. Моганов // Механизация сельськохозяйственных машин. -№3. -1998. -С.25-29
39. Технічні умови на ремонт тракторів и сількогосподарських машин. /За ред. Кирєєва Ф.М. / -Київ.: 1958, 580с.
40. Технология восстановительной сварки дисков зерновых сеялок. / Н.Ф. Новикевич, М.И. Осмак, И.И. Грицив // Технология машиностроения и динамики прочности машин. -Львов.: Высшая школа. - 1985. -С.72-74
41. А.Р. Дзюбик І.Б. Назар, Р.В. Палаш. Метод визначення залишкових напружень у зварних зєднаннях коловими швами сталей схильних до гартування. -Вісник НУ”ЛП". Машинознавство. -2002. -№4. - С.33-35
42. І.Б. Назар Зварювання сталі 65Г аустенітним швом // Збірник тез 2ї Всеукраїнської науково-технічної конференції молодих учених та спеціалістів “Зварювання та суміжні технології”, Київ, ІЕЗ ім. Є.О. Патона, 2003. -С.108.
43. Оптимізація технології зварювання для відновлення дисків зернової сівалки виготовленої із сталі 65Г. / В.М. Палаш, І.Б. Назар/Збірник тез 6-го Міжнародного симпозіуму українських інженерів-механіків у Львові 2003. -С.125.
44. Винокуров В.А. Сварочные деформации и напряжения. -М.: Машиностроение, 1968. -236с.
45. Касаткин Б.С., Прохоренко В.М., Чертов И.М. Напряжения и деформации при сварке. -К.: Вища школа, 1987. -246с.
46. Л.М. Лобанов, Л.І. Міходуй, О.Л. Міходуй Залишкові напруження в зварних з'єднаннях високоміцних сталей // Праці міжн. конф. “Механіка руйнування матеріалів і міцність конструкцій". Т1, Випуск 2. -Львів.: Каменяр, 1999. -С.21-31.
47. Сидорин И.И. Основы материаловедения. -М.: Машиностроение, 1976. - 436с.
48. Багрянський К.В., Добротина З.А., Хренов К.К. Теория сварочных процессов. -К.: Вища школа, 1976. - 424с.
49. Савицький О.М. Керування структурою і властивостями металу при дуговому зварюванні гартівних сталей: Автореферат.д.ис... к. т. наук: 05.03.06/І-т. Електрозварюваня ім Є.О. Патона. -К., 1985. -16с.
50. Хайлис Г.А. Основы теории и расчета сельскохозяйственных машин / - К.: УСХА, 1992. -232с.
51. Патент №38536А, Україна, МПК 7 А01В7/00, А01В15/16. Спосіб відновлення спрацьованих дисків сільськогосподарської сівалки. Назар І.Б., Осмак М.І. (Україна). Заявлено 20.07.2000р., опубліковано Бюл. №4, 2001.
52. Экспериментальные методы исследования деформации и напряжений. Справочное пособие / Касаткин Б.С., Кедрин А.Б., Лобанов Х.М. и др. / -К.: Наукова думка, 1981. -584с.
53. К определению остаточных сварочных напряжений в цилиндрических оболочках. /Я.С. Подстригач, Г.В. Пляцко, В.А. Осадчук // Автоматическая сварка. -№3. -1971. - С.50-58.
54. Баришев В.М. Галинин В.И. Гиренко В.С. и др. Сварные конструкции. -К.: Наукова думка., Т1. -1993. --416с.
55. К вопросам о природе образования холодных трещин при сварке закаливающихся сталей. / А.К. Царюк., В.И. Бреднев // Автоматическая сварка. -№10. -С.9-13.
56. Дзюбик А.Р. Експериментально-розрахунковий метод визначення напруженого стану зварних стиків труб магістральних газопроводів. Автореферат.д.ис... к. т. наук: 05.02.02/Національний університет “Львівська політехніка". -Львів, 2001. -18 с.
57. Измеритель механических напряжений серии MESTR-41x. /С.К. Фемичев, С.Н. Минаев, А.В. Данильчик и др. /Техническая диагностика и неразрушающий контроль. -№1. -1998. -С.58-60.
58. Дзюбик А.Р., Назар І.Б. Математичне моделювання залишкового напруженого стану в колових швах // -Вісник НУЛП: динаміка, міцність та проектування машин і приладів. -№456. -2002. -С.55-58.
59. Макара А.М., Мосендз Н.А. Сварка высокопрочных сталей. -К.: Техніка, 1971. -140с.
60. Осадчук В. А, Пороховський В.В., Назар І.Б. Розподіл залишкових напружень у зварних сталевих зєднань високоміцних сталей. // Збірник тез 4-го Міжнародного симпозіуму: механіка і фізичне руйнування будівельних матеріалів і конструкцій. -Тернопіль. -2000.
61. Палаш В.М., Назар І.Б. Дослідження залишкових напружень у зварних стикових зєднаннях з високоміцних сталей. /Збірник тез 1-го наукового симпозіуму: сучасні проблеми інженерної механіки. -Луцьк.: ЛПТУ, 2000. -С.38.
62. Осадчук В., Большаков М., Палаш В. Неруйнівний метод визначення залишкових напружень у зварних оболонках // -Машинознавство, 1997. -С.5-9.
63. Виноградов В.Н., Сорокин В.Н. Абразивное изнашивание. -М.: Машиностроение, 1990. -224с.
64. Шрон Р.З. Оценка прочности сварных соединений с учетом их механической неоднородности. -Челябинск, 1963. -23с.
65. Витман Ф.Ф. Остаточные напряжения. -М.: --Л.: ГТТИ, 1933, -67с.
66. Козлов К.Л., Подстригач И.Я. К вопросу определение остаточных напряжений методом отверствия. // Труды всесоюзного симпозиума: остаточные технологические напряжения. -М.: ИПМ АН СРСР. -1985. -С. 198-204.
67. Татаринов А.С. Метод определения начальных напряжений в металлических конструкциях с применением поляризационно - оптических датчиков // Изв. вузов. : Машиностроение. - 1964. - № 5. - С. 19 - 26.
68. Экспериментальные исследования сварочных напряжении и деформации. /Под. ред. Касаткина Б.С. / -К.: Наукова думка. -1976. -150с.
69. Лобанов Л.М., Пивторак В.А., Олейник Е.М., Киянец И.В. Состояние и перспективы применения метода электронной ширографии для диагностики элементов и узлов конструкций // Автоматическая сварка. - 1998. - № 11. -С.26 - 31.
70. Продольные остаточные напряжения в стыковых сварных соединениях закаливающихся сталей // Сварочное производство. -№2. -1975. -С.5-7
71. Физические свойства сталей и сплавов, применяемых в энергетике // Справочник. -М.: Энергия, 1967.
72. Биргер И.А. Остаточные напряжения. М.: Машгиз, 1963.
73. Махорт Ф.Г. О теории распространения магнитоупругих волн в проводящих телах с начальными напряжениями // Прикладная механика. - 1985. - № 6. -С.3 - 11.
74. Школьник Л.М. Методика усталостных испытаний. Справочник. - М.: Металлургия, - 1978, - 304с.
75. ГОСТ 25.502-79. Расчёты и испытания на прочность в машиностроении. Методы механических испытаний металлов. Методы испытаний на усталость. - М.: Гос. Ком. СССР по стандартам, 1980, - 32 с.
76. Иванова В.С. Усталостное разрушение металлов. - М.: Металлургиздат, 1963. - 272 с.
77. Палаш В.М., Юськів В.М., Дзюбик А.Р. Використання методу локальної контактної ТЕРС для дослідження напруженого стану металевих конструкцій // Зб. наук. пр. “Механіка руйнування матеріалів і міцність конструкцій". - Том 1. - Випуск 2. - Львів: Каменяр. - 1999. - С.118-122.
78. Гатовский K. M., Кархи В.А. Теория сварочных деформаций и напряжений: Учебное пособие. - Л.: Ленингр. кораблестроительный ин-т, 1980. - 331 с.
79. Ueda J., Jamakawa F. Analisis of Thermal Elastik-Plastik stress and strain During Welding by Finite Element and Method // Trans. J. Weld. Soc. - 1971. - P.24 - 36.
80. Masubuchi К. Numerical Modelling of Thermal Stresses and Metal Movement During Welding // Numerical Modelling of Manufacturing Processes // The American Society of Mechanical Engineers, PVP-PB-025. - 1977. - P.1-18.
81. Николаев Г.А., Куркин С.А., Винокуров В.А. Сварные конструкции. Прочность сварных соединений и деформации конструкций. - М. : Высшая школа, 1982. - 272 с.
82. Трочун И.П. Внутренние усилия и деформации при сварке. - М.: Машиностроение, 1964. - 247 с.
83. Гатовский К.М. Определение сварочных деформаций и напряжений с учетом структурных превращений металла // Сварочное производство. - 1973. - №11. - С.3 - 6.
84. Окерблом Н.О. Расчет деформаций металлоконструкций при сварке. - М. - Л. ГНТИМЛ: Машгиз, 1955. - 214 с.
85. Винокуров В.А., Калинкин В.Н. Экспериментальное исследование временных перемещений цилиндрических обечаек при сварке кольцевого шва // Изв. вузов. Машиностроение. - 1974. - № 11 - С.153 - 157.
86. Патон Б.Е., Недосека А.Я. О развитии работ по диагностике состояния конструкций и сооружений // Техническая диагностика и неразрушающий контроль. - 1996. - № 1 - С.3 - 10.
87. ГОСТ 6996-66. Сварные соединения. Методы определения механических свойств. -М.: Изд-во стандартов, 1991. -65с.
88. Машина универсальная с предельной нагрузкой 5т типа УММ-5. Руководство по монтажу и эксплуатации. -М.: Завод испытательных машин, 1972. -54с.
89. Махненко В.И. Расчетные методы исследования кинетики сварочных напряжений и деформаций. - К. : Наукова думка, 1976. - 320 с.
90. Лобанов Л.М. Сварные строительные конструкции. / В трех томах. / - К.: ИЭС им. Э.О. Патона, 1997. -674с.
91. Сварка в машиностроение: Справочник в 4-х томах / Под ред. Акулова А.И. -М.: Машиностроение. -1978. -С.504.
92. Гребенник В.М., Гордиенко А.В., Цапко В.К. Повышение надежности металургического оборудования. Справочн. -М.: Металлург, 1988. -688с.
93. Аведкан А., Аверкина Л., Бузлаев Д. САD/CAE-программы для проектирования и расчета инженерных конструкций. RM Malazine. -1998. -С.44-45
94. Використання сучасних комп’ютерних технологій при оцінках міцності й довговічності тракторних конструкцій. / Кухтов В.Г. / Техніка АПК. -№10-12. -2001, С.34-35.
95. Образцов И.Ф., Савельєв А.М., Хазанов Х.С. Метод конечных элементов в задачах строительной механики летальных аппаратов. -М.: Высшая школа, 1985. -329с.
96. Юськів В.М., Дзюбик А.Р., Назар І.Б. Застосування універсальних математичних систем при моделюванні полів залишкових зварювальних напружень. // Збірн. тез 7-ї Всеукраїнської наукової конференції: сучасні проблеми прикладної математики та інформатики. -2000.
97. Усадкові напруги при зварюванні циліндричних посудин / Є.О. Патон, Б.М. Горбунов, Д.І. Берштейн, К.І. Дзевалтовський / Під ред. Є.О. Патона. - К. : Видавництво Академії наук УСРР, 1936. - 166 с.
98. Трочун И.П. Внутренние усилия и деформации при сварке. - М.: Машиностроение, 1964. - 247 с.
99. Винокуров В.А., Григорьянц А.Г. Теория сварочных деформаций и напряжений. - М. : Машиностроение, 1984. - 280 с
100. Подстригач Я.С., Осадчук В.А., Марголин А.М., Остаточные напряжения, длительная прочность и надежность стеклоконструкций. - К. : Наукова думка, 1991. - 296 с.
101. Недосека А.Я. Основы расчета и диагностики сварных конструкций // - К.: Индпром, 1998. -640с.
102. Талыпов Г.В. Сварочные деформации и напряжения. - Л.: Машиностроение, 1973. - 278 с
103. Окерблом Н.О. Расчет деформаций металлоконструкций при сварке. - М. - Л. ГНТИМЛ: Машгиз, 1955. - 214 с.
104. Кузьминов С.А. Сварные деформации судовых корпусных конструкций. - Л.: Судостроение, 1974. - 286 с.
105. Masubushi K. Analysis of Welded Structures - New York: Pergamon Press, 1980. - 642 p.
106. Патон Б.Е., Недосека А.Я. Новый подход к оценке состояния сварных конструкций // Автоматическая сварка. - 2000. - № 9 - 10. - С.97 - 99.
107. Осадчук В. А, Базилевич Л.В. Неруйнівний чисельно-експерементальний метод визначення залишкових напружень в зварних оболонках обертання // Мат. методи та фіз. мех. поля 1996. - 39, № 1. - С.149-151.
108. Осадчук В.А., Кушнір Р.М., Прокопович І.Б., Чекурін В.Ф. Розвязувальні рівняння механіки тіл з власними напруженнями // Доп. НАН України. - 1993. - № 2. - С.60 - 64.
109. Патон Б.Е. Технология электрической металлов и сплавов плавлением. -М.: Машиностроение. -1974. -768с.
110. Комп'ютерний програмний комплекс “MAPLE”
111. Сагалевич В.М. Методы устранения сварочных деформаций и напряжений // - М.: Машиностроение, 1974. - - 248с.
112. Палаш В.М., Назар І.Б., Євтушенко В.В. Технологічний процес підвищення довговічності спрацьованих дисків зернової сівалки // Збірник наукових праць Кіровоградського державного технічного університету “Техніка в сільськогосподарському виробництві, галузеве машинобудування, автоматизація" / Вип. №13, - Кіровоград 2003. С21-26.
113. Осадчук В.А., Дзюбик А.Р., Назар І.Б. Розрахунково-експериментальний метод визначення залишкових напружень в оболонкових зварних з’єднаннях. // В зб. "Математика і механіка у Львівському університеті. Сучасні проблеми механіки". Тези наукової конференції, 1999. с.25.
114. Назар І.Б. Ремонт дисків сошників зернової сівалки відновленням їх різальної крайки // Збірник наукових праць Кіровоградського державного технічного університету “Конструювання, виробництво та експлуатація сільськогосподарських машин" - 2003. - №33 - С. 196-200.
115. Монахов Г.А. Обработка металлов. -М.: Машиностроение, 1974. -600с.
116. Рюмін В.В. Наплавочний матеріал для відновлення зношених стрілочних переводів рейкової колії й усунення ливарних дефектів траків гусеничних машин // Автор. дис. к. т. н.05.02.01, -Харків, 2002. -с. 19.
117. Думов С.И. Технология электрической сварки плавлением. -Ленинград.: Машиностроение, 1978. -368с.
118. Дзюбик А.Р., Назар І.Б. Моделювання зварного з’єднання відновлюваного диску сільськогосподарської сівалки. // Збірник наукових праць НУЛП “Оптимізація виробничих процесів і технічний контроль у машинобудуванні та приладобудуванні", 2003, №467. - С.128-133.
119. Палаш В.М., Назар І.Б. Відновлення дисків сільськогосподарської сівалки приварюванням різальної крайки. // Вісник НУЛП “Динаміка, міцність та проектування машин і приладів", 2003, № 483. -С.76-79.
120. Справочник по оборудованию для листовой штамповки. / Под. ред. Рудмана Л.И. /. - К.: Тєхника, 1989.
121. Устранение сварочных деформаций от круговых швов в сферических оболочках // Сагалевич В.М., Горицкий В. Н и др. - Сварочное производство, 1985, № 10. -С.38-39.
122. Артюхов В.П., Елисератов В.И. и др. Твердосплавные штампы для вырубки сталей толщиной 2-4 мм. -К.
123. Волынова Т.Ф. Высокомарганцовистые стали и сплавы // - М.: Металлургия, 1988. -343с.
124. Громов В.И., Романов О.М. Износостойкие наплавочные материалы // Способы повышения стойкости быстроизнашивающихся деталей добычного и транспортного оборудования: Реферативный сборник НИИИНФОРМ тяжмаш, 1980, №14-80-10, - с.3-5.
125. Недосека А.Я., Фомичев С.К., Минаков С.Н., Степаненко А.И., Яременко Н.А. Особености измерения механических напряжений электромагнитным методом в трубопроводах и сосудах давления газового и нефтяного комплекса // Техническая диагностика и неразрушающий контроль. -1996. - № 1 - С.55 - 67.
126. Соколов О.Г., Кацов К.Б. Железомарганцовистые сплавы // - К.: Наукова думка, 1982.216с.
127. Богачев И.Н., Еголаев В.Ф. структура и свойства железомарганцевыстых сплавов. -М.: Металлургия. -1973. -295с.
128. Давыдов Н.Г. Високомарганцевыстая сталь. -М.: Металлургия, 1979. -165с.
129. Малинов Л.С., Харланова Е.Я. Влияние марганца на мартенситное превращения и деформации // - Изв. АН СССР, Металлы, 1979, №4. с.100.
130. Прохоров Н.Н. Технологическая прочность сварных швов в процессе кристаллизации. -М.: Металлургия, 1977, -288с.
131. Хорн Ф. Атлас структур сварных соединений. -М.: Металлург, 1977. -288с.
132. Власов В.И., Комолова Е.Ф. Литая высокомарганцевыстая сталь Г13Л. -М.: Машгаз, 1963. -193с.
133. Марочник сталей и сплавов. /Ред В.Г. Сорокин/ -М.: Машиностроение, 1989. -640с.
134. Палаш В.М., Назар І.Б., Євтушенко В.В. Технологічний процес підвищення довговічності спрацьованих дисків зернової сівалки. // Збірник тез Міжнародної науково-практичної конференції: Машинобудування і металообробка. -Кіровоград, 2003. -С.171-173.
135. Фролов В.В. Теоретические основы сварки. -М.: Высшая школа, 1970. -592с.
136. Готальский Ю.Н. Сварка разнородных сталей. -К.: Техника 1981. -183с.
137. Металловедение и термическая обработка стали. // М.Л. Бернштейн, А.Г. Рахштадт / - М.: Металлургиздат, 1962. - 993с.
138. Палаш В. Металознавчі аспекти зварності залізовуглецевих сплавів. -Львів.: Кінпагрі ЛТД, 2003, -236с.
139. Куликовский К.Л., Купер В.Я. Методы и средства измерения. // - М.: Энергоатомиздат, 1986. -448с.
140. Уманский Б.В., Маняк Л.К. Новые способы упрочнения деталей машин. Справочное пособие. -Донецк: Донбас, 1990. -144с.
141. Плоткін Я.Д., Янушкевич О.К. Організація і планування виробництва на машинобудівному підприємстві: Навч. видання. - Львів: Світ, 1996. - 352с.
142. Яковлєв А.І. Методика визначення ефективності інвестицій, іновацій, господарських рішень в сучасних умовах. - Харків.: Бізнес Інформ, 2001. - 56с.
143. Нікбахт Е., Гропеллі А. Фінанси. - Київ: Основи, 1993. - 384с.
144. Федоренко В.Г. Інвестиційний менеджмент: Навч. посіб. - К.: МАУП, 2001. - 280с.
145. Закон України "Про оподаткування прибутку підприємств". - Податки та бухгалтерський облік, 2003/ № 8.
146. Кудрявцев И.В., Наумченков Н.Е. Усталость сварных конструкций. -М.: Машиностроение, 1976. -270с.
147. Мюнзе В.Х. Усталостная прочность стальных сварных конструкций. Пер. с англ. Машиностроение, 1968. -310с.
148. Крикунов В.Г. Грунти та їх родючість. -К.: Вища школа, 1993. - 287с.
149. Г.В. Карпенко Влияние механической обработки на прочность и выносливость стали. -М.: МАШГИЗ, 1959. -185с.
150. Г.В. Карпенко Влияние среды на прочность и долговечность металлов. -К.: Наукова думка, 1976. -128с.
151. Бабей Ю.И., Бережницкая М.Ф., Механическая обработка как способ формирования структурно-напряженного состояния металла и ее влияние на долговечность деталей в активних средах. -В кн.: VI Всесоюзная конф. по физ. - хим. мех. материалов: Тез. докл. -Львов, ЭПЛ УИНДИПП, 1974. с.103-105.
152. Бабей Ю.И., Бережницкая М.Ф. Метод определения остаточных напряжений первого рода. -Львов.: Препринт №30, 1980. -64с.
153. Тененбаум М.М. Сопротивление абразивному изнашиванию. -М.: Машиностроение, 1976. - 271с.
154. Основы теории и расчета сельськохозяйственных машин на прочность и надёжность / Под ред. П.В. Волкова, М.М. Тененбаума. -М.: Машиностроение, 1977. - 310с.
Додатки
Додаток А
Технологічний процес ремонту дисків сошників
із відновленням їх зовнішнього діаметра
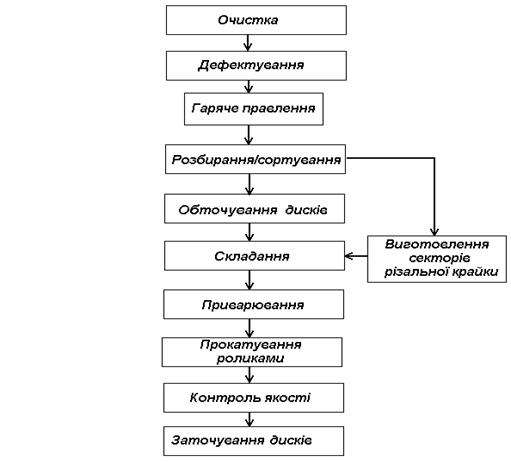
| Номер операції | Назва операції | Обладнання, з допомогою якого реалізується операція |
| Зачищення | Механізована лінія | |
| Дефектування | Шаблони | |
| Гаряче правлення відібраних | Прес із нагрівальними притискачами | |
| Сортування для виготовлення базової деталі та секторів | Шаблони | |
| Обточення базової деталі | Точильний верстат ТВв-7,2 | |
| Виготовлення секторів | Штамп М4 із твердостплавний матеріалу ВК-20 | |
| Складання, позиціонування, фіксація базової деталі і секторів | Маніпулятор М - 0,12 | |
| Приварювання | Зварювальна головка А - 1208С7, джерело ВДУ - 304 | |
| Прокатування роликами | Установка промислова | |
| Контроль якості | Шаблони | |
| Заточування дисків | Точильний верстат ТВв-7,2 |
Додаток Б
Д.1. Технічні та економічні характеристики відновлюваного базового виробу
Основні конструкційні та економічні показники відновлюваного базового виробу - дискового сошника зернової сівалки - аналізуються на підставі інформації з попередніх розділів дисертаційної роботи. Крім того, для аналізу використовуємо дані з офіційних джерел - каталоги цін і прайс-листи фірм, які займаються реалізацією нових дискових сошників.
Розрахункові норми витрат усіх видів матеріалів, необхідних для ремонту виробів, визначено в процесі проведення експериментальних робіт. Результати проведеного аналізу представлено в табл. Д.1.
Таблиця Д.1
Основні економічні характеристики відновлюваного базового виробу - дискового сошника зернової сівалки
| № п/п |
Найменування характеристики (показника) |
Одиниці вимірювання | Значення показника |
|
1 |
2 |
3 |
4 |
| 1. | Економічний темін служби | роки | 10 |
| 2. | Очікуваний (розрахунковий) річний обсяг відновлення виробів | шт. | 16200 |
| 3. | Габарити виробу | мм×мм | 350×2,5 |
| 4. | Розрахункові (експериментальні) норми витрат основних матеріалів та купованих напівфабрикатів на відновлення одного виробу: | ||
| зварювальний дріт 35 Г20 | кг | 0,147 | |
| сталь базового диску | кг | 1,8 | |
| сталь диску для виготовлення секторів | кг | 0,72 | |
| 5. | Розрахункові (експериментальні) норми поворотних відходів на виріб: | ||
|
1 |
2 |
3 |
4 |
| сталь диску для виготовлення секторів | кг | 0,48 | |
| 6. | Ціна придбання основних матеріалів та купованих напівфабрикатів: | ||
| зварювальний дріт 40Г20 | грн/кг | 14 | |
| сталь базового диску | грн/кг | 2,1 | |
| сталь диску для виготовлення секторів | грн/кг | 2,1 | |
| 7. | Вартість реалізації поворотних відходів: | ||
| сталь диску для виготовлення секторів | грн/кг | 0,35 | |
| 8. | Норма витрат технологічної електроенергії на відновлення виробу | кВт-год | 0,84 |
| 9. | Фактична (найнижча з проаналізованих) ціна реалізації нових дисків підприємством ВАТ "Червона зірка" | грн/шт | 35 |
Д.2. Аналіз технологічного процесу ремонту дисків сошників зернової сівалки
В загальному вигляді послідовність виконання основних та допоміжних операцій розробленого технологічного процесу, а також усі види необхідного для цього устаткування представлено в табл. Д.2. В таблиці вказано фактичні ціни придбання одиниці устаткування кожного виду станом на 11.2003 р. та наведено визначені в ході проведення експериментальних досліджень норми часу на виконання окремих операцій технологічного процесу ремонту дисків.
Д.3. Розрахунок необхідної кількості технологічного устаткування та робочих місць. Необхідну кількість устаткування та робочих місць визначаємо з урахуванням експериментальних норм часу на їх виконання і прогнозованої програми відновлення виробів. Розрахунок провадимо як для окремих технологічних операцій, так і для їх певних груп, що виконуються на однотипних робочих місцях (столах дефектоскопістів) за наступною формулою Д1
 , Д.1
, Д.1
де ![]() - штучний
час на операції, які виконуються на однотипному устаткуванні, машино-годин (табл.
Д.2);
- штучний
час на операції, які виконуються на однотипному устаткуванні, машино-годин (табл.
Д.2);
![]() - прогнозний (розрахунковий) річний обсяг відновлення виробів, шт. (
- прогнозний (розрахунковий) річний обсяг відновлення виробів, шт. (![]() = 16200 шт);
= 16200 шт);
![]() - дійсний річний фонд часу роботи одиниці устаткування, машино-годин,
(на стадії проектування для діючого однозмінного режиму роботи підприємства,
яке впроваджуватиме розроблений нами технологічний процес ремонту дискових
сошників, укрупнено прийнято
- дійсний річний фонд часу роботи одиниці устаткування, машино-годин,
(на стадії проектування для діючого однозмінного режиму роботи підприємства,
яке впроваджуватиме розроблений нами технологічний процес ремонту дискових
сошників, укрупнено прийнято ![]() = 2000
год/рік);
= 2000
год/рік);
![]() - коефіцієнт виконання норми (для більшості операцій прийнято
усереднене значення
- коефіцієнт виконання норми (для більшості операцій прийнято
усереднене значення ![]() =1,2.
=1,2.
Результати розрахункупредставлені в таблиці Д3.
Д.4. Визначення загальної площі підрозділу, потрібної для впровадження нового устаткування
Детальний розрахунок загальної (![]() ) площі підрозділу
провадиться з урахуванням питомих площ устаткування, його кількості, а також
норм і нормативів щодо можливості забезпечення нормального обслуговування
наявного обладнання. Укрупнено розрахункове значення необхідної загальної площі
підрозділу складає 147 м
) площі підрозділу
провадиться з урахуванням питомих площ устаткування, його кількості, а також
норм і нормативів щодо можливості забезпечення нормального обслуговування
наявного обладнання. Укрупнено розрахункове значення необхідної загальної площі
підрозділу складає 147 м![]() .
.
Д.5. Розрахунок необхідної кількості промислово-виробничого персоналу (ПВП) дільниці
Розрахунок проводимо окремо для кожної категорії ПВП, потрібного на дільниці. Для виконання виробничої програми на дільниці необхідні наступні категорії працівників:
основні робітники (зачисники, штампувальники, токарі, складальники та зварювальники);
допоміжні робітники (контролери-дефектоскопісти);
керівники і спеціалісти (майстри).
Таблиця Д.2
Характеристика технологічного процесу ремонту дисків сошника зернової сівалки
|
№ п/п |
Зміст операції | Устаткування (ручне робоче місце) | Потужність електро-двигунів, кВт | Розряд роботи | Штучна норма часу, год. |
|
|||||||
| Назва, модель | Ціна за одиницю, тис. грн. |
|
|||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|
||||||
| 1. | Дефектування виробів | Стіл дефектоскопіста | 1,5 | --- | 3 | 0,06 |
|
||||||
| 2. | Зачищення зношених дисків | Зачисний верстат | 6,5 | 12 | 3 | 0,13 |
|
||||||
| 3. | Гаряче правлення деталей | Прес з нагрівальними притискачами | 10 | 10 | 4 | 0,1 |
|
||||||
| 4. | Сортування деталей | Стіл дефектоскопіста | 1,5 | --- | 3 | 0,11 |
|
||||||
| 5. | Обточування базової деталі | Точильний верстат ТВв-7,2 | 14 | 7,5 | 4 | 0, 19 |
|
||||||
| 6. | Виготовлення (виштамповування) секторів з неремонтопридатної деталі | Твердосплавний штамп М4 | 6 | 9,5 | 4 | 0,14 |
|
||||||
| 7. | Складання, позиціонування та фіксація базової деталі і секторів | Маніпулятор | 4,5 | 2,5 | 3 | 0,12 |
|
||||||
| 8. | Приварювання секторів до базової деталі | Зварювальний автомат (зварюв. головка А-1208С7 та випрямляч ВДУ-304) | 12 | 3 | 5 | 0,14 |
|
||||||
| 9. | Прокатування роликами | Промислова установка для прокатування роликами | 9 | 5,5 | 4 | 0,11 |
|
||||||
| 10. | Контроль якості | Стіл дефектоскопіста | 1,5 | --- | 3 | 0,05 |
|
||||||
| 11. | Заточування відновленого диску | Точильний верстат ТВв-7,2 | 14 | 7,5 | 4 | 0,1 |
|
||||||
| Всього за технологічними операціями: | - | 1,03 год.; | |||||||||||
| Всього за допоміжними і транспортними операціями: | 0,22 год.; | ||||||||||||
| Разом: | - | 1,25 год. | |||||||||||
Загальна трудоміскість річного випуску продукції складе: 16200×1,25 = 20250 год.
Таблиця Д.3
Зведена відомість капітальних витрат
|
№ п/п |
Види основних виробничих фондів |
Кількість в натуральних одиницях виміру | Ціна одиниці, тис. грн. | Первинна вартість (з урахуванням транспортно-монтажних витрат для устаткування), тис. грн. | Строк корисного використання, роки | Амортизаційні відрахування, тис. грн |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1. |
Будівлі |
147 | 0,2 | 29,4 | 30 | 0,98 |
| 2. | Устаткування, всього | 10 | 86,9 | 8,275 | ||
| 2.1 | Технологічне, всього | 8 | 83,6 | 7,945 | ||
|
- зачисний верстат прес з нагрівальними притискачами точильний верстат ТВв-7,2 твердосплавний штамп МК4 маніпулятор зварювальний автомат промислова установка для прокатування роликами |
1 1 2 1 1 1 1 |
6,5 10 14 6 4,5 12 9 |
7,15 11 30,8 6,6 4,95 13,2 9,9 |
10 11 10 11 15 10 11 |
0,715 1 3,08 0,6 0,33 1,32 0,9 |
|
| 2.2 |
Контрольне: стіл дефектоскопіста |
2 | 1,5 | 3,3 | 10 | 0,33 |
| Разом: | -- | -- | 116,3 | -- | 9,255 |
Таблиця Д.4
Зведена відомість витрат на матеріальні та прямі паливно-енергетичні ресурси
| Назва матеріалів. | Одиниці виміру | Ціна за одиницю виміру, грн | Витрати в натуральних одиницях | Загальна сума (з урахуванням транс-портно-заготівельних витрат - 5%) | ||
| на виріб | на програму | на виріб, грн. | на програму, грн. | |||
| Основні матеріали | ||||||
| дріт 40Г20 | кг | 14 | 0,147 | 2381,4 | 2,16 | 34992 |
| Куповані напівфабрикати, всього | 5,56 | 90072 | ||||
| сталь базового диску | кг | 2,1 | 1,8 | 29160 | 3,97 | 64314 |
| сталь диску для виготовлення секторів | кг | 2,1 | 0,72 | 11664 | 1,59 | 25758 |
|
Поворотні відходи: сталь диску для виготовлення секторів |
кг | 0,35 | 0,48 | 7776 | 0,17 | 2754 |
| Технологічна електроенергія | кВт-год | 0,2 | 0,84 | 13608 | 0,17 | 2754 |
Необхідну кількість основних робітників (![]() ), розраховано
диференційовано для кожної професії. Розрахунок на стадії проектування нового
технологічного процесу може проводитися за наступною формулою:
), розраховано
диференційовано для кожної професії. Розрахунок на стадії проектування нового
технологічного процесу може проводитися за наступною формулою:
 Д.2
Д.2
де ![]() - штучна
норма часу за j-ою операцією, год (табл. Д.2);
- штучна
норма часу за j-ою операцією, год (табл. Д.2);
![]() - ефективний річний фонд часу роботи робітника, год/рік (укрупнено,
без врахування фактичного балансу робочого часу на певний рік впровадження
проекту, може прийматися таке значення:
- ефективний річний фонд часу роботи робітника, год/рік (укрупнено,
без врахування фактичного балансу робочого часу на певний рік впровадження
проекту, може прийматися таке значення: ![]() =
1850 год/рік).
=
1850 год/рік).
Необхідна кількість основних робітників для всіх операцій подано у табл. Д.5.
Д.6 Розрахунок початкових інвестиційних витрат на формування нових основних фондів.
Первинну вартість будівлі визначаємо як
добуток загальної площі дільниці (див. п. Д.5 - 147 м![]() ) на фактичну вартість 1 м
) на фактичну вартість 1 м![]() (≈0,2 тис. грн. за 1
м
(≈0,2 тис. грн. за 1
м![]() ): 147·0,2 = 29,4 тис. грн.
): 147·0,2 = 29,4 тис. грн.
Первинну вартість устаткування кожного виду визначаємо як добуток розрахованої в п. Д.3. необхідної кількості устаткування відповідного найменування на ціну його одиниці, задану в табл. Д.2. При цьому для устаткування враховуємо також транспортно-монтажні витрати в розмірі 10% від ціни (тобто, вартість придбання устаткування збільшується на 10%). Первинна вартість зачисного верстата складає: 1 · 6,5 · 1,1 = 7,15 тис. грн.
Щорічні амортизаційні відрахування для кожного
виду нових основних фондів на протязі планового періоду їх використання (![]() ) визначаємо укрупнено (без
врахування їх ліквідаційної вартості) за такою формулою:
) визначаємо укрупнено (без
врахування їх ліквідаційної вартості) за такою формулою:
![]() , Д.3
, Д.3
де ![]() - первинна
вартість певного виду нових основних фондів, тис. грн. (за результатами їх
розрахунку, наведеними в табл. Д.3);
- первинна
вартість певного виду нових основних фондів, тис. грн. (за результатами їх
розрахунку, наведеними в табл. Д.3);
![]() - прогнозований строк корисного використання певного виду
впроваджуваних нових основних фондів, роки.
- прогнозований строк корисного використання певного виду
впроваджуваних нових основних фондів, роки.
Розрахунок щорічних амортизаційних відрахувань для інших видів нових основних фондів провадиться аналогічно, а результати усіх виконаних розрахунків наведено в табл. Д.3.
Згідно розрахунку початкові інвестиційні
витрати на формування основних фондів, потрібні для реалізації запропонованого
нами проекту, складають: ![]() = 116,3
тис. грн.;
= 116,3
тис. грн.;
Д.7 Розрахунок собівартості відновлення дисків сошників та визначення прогнозної ціни їх можливої реалізації
Розрахунок собівартості відновлення базових виробів може провадитися різними методами в залежності від повноти вихідних даних.
В нашому випадку використовуємо найбільш точний метод складання планової калькуляції з урахуванням фактичного рівня непрямих витрат підприємства, де планується впровадити розроблений технологічний процес ремонту дискових сошників.
Розрахунок витрат на матеріальні та прямі паливно-енергетичні ресурси. Розрахунок витрат на матеріальні та прямі паливно-енергетичні ресурси провадимо за двома напрямками: на один виріб - для обчислення калькуляції собівартості виробу та на програму - для визначення об’ємних економічних характеристик в цілому.
Сума витрат на один виріб за кожною статтею матеріальних витрат в калькуляції (за винятком технологічної електроенергії) обчислюється як добуток норми затрат матеріальних ресурсів на їх ціну придбання (або вартість реалізації - для поворотних відходів) за одиницю виміру (див. табл. Д.1), визначену з урахуванням транспортно-заготівельних витрат.
Для розрахунків прийнято фактичні середні значення транспортно-заготівельних витрат на основні матеріали та куповані напівфабрикати - 5% від вартості їх придбання.
Усі результати проведених розрахунків вартості матеріальних витрат для впровадження розробленого технологічного процесу ремонту дискових сошників зернової сівалки представлено в табл. Д.4.
Розрахунок фонду оплати праці. В калькуляцію безпосередньо включаються витрати на оплату праці основних робітників і ці витрати визначаємо за формулами:
![]() , Д.4
, Д.4
 , Д.5
, Д.5
![]() , Д.6
, Д.6
де ![]() - фонд
оплати праці основних робітників, грн.;
- фонд
оплати праці основних робітників, грн.;
![]() - відповідно, основна і додаткова зарплата основних робітників, грн.;
- відповідно, основна і додаткова зарплата основних робітників, грн.;
![]() - кількість технологічних операцій;
- кількість технологічних операцій;
![]() - годинна тарифна ставка відповідного розряду на j-ій операції,
грн.
- годинна тарифна ставка відповідного розряду на j-ій операції,
грн.
![]() - фактичні доплати до основної зарплати основних робітників
підприємства,% (
- фактичні доплати до основної зарплати основних робітників
підприємства,% (![]() =
= ![]() ·20%).
·20%).
Загальні результати розрахунків витрат основної та додаткової зарплати основних робітників підприємства на 1 виріб і на річну виробничу програму в цілому зведено в табл. Д.5.
Для допоміжних робітників розрахунок виконуємо на всю річну програму відновлення виробів за такими формулами:
![]() , Д.7,
, Д.7, ![]() , Д.8
, Д.8
![]() , Д.9
, Д.9
де ![]() - фонд
оплати праці допоміжних робітників, грн.;
- фонд
оплати праці допоміжних робітників, грн.;
![]() - відповідно, основна і додаткова зарплата допоміжних робітників, грн.;
- відповідно, основна і додаткова зарплата допоміжних робітників, грн.;
![]() - чисельність допоміжних робітників даної категорії, чол. (див. п. Д.5);
- чисельність допоміжних робітників даної категорії, чол. (див. п. Д.5);
![]() - годинна тарифна ставка відповідного розряду, грн/год (для
контролерів-дефектоскопістів 3-го розряду годинна тарифна ставка складає - 2
грн/год);
- годинна тарифна ставка відповідного розряду, грн/год (для
контролерів-дефектоскопістів 3-го розряду годинна тарифна ставка складає - 2
грн/год);
![]() - ефективний фонд часу роботи одного робітника, год (
- ефективний фонд часу роботи одного робітника, год (![]() = 1850 год).
= 1850 год).
Усі результати розрахунків основної та додаткової зарплати працівників підприємства, зайнятих технологічним процесом ремонту дискових сошників, представлено в табл. Д.5.
Розрахунок непрямих витрат на відновлення базового виробу. До непрямих витрат належать: загальновиробничі витрати, адміністративні витрати та витрати на збут. Всі результати представлено в табл.
До складу загальновиробничих витрат включено:
річні амортизаційні відрахування нововпроваджених основних виробничих фондів;
річні витрати на ремонт і утримання нововпроваджених основних виробничих фондів;
річні витрати силової енергії;
річний фонд оплати праці допоміжних робітників та керівників (майстрів), з врахуванням відрахувань в цільові фонди.
Таблиця Д.6
Розрахунок загальновиробничих витрат, тис. грн.
|
№ п/п |
Статті витрат | Розрахункова сума витрат |
|
1 |
2 |
3 |
| 1. | Загальновиробничі витрати | |
| 1.1 | Амортизація основних фондів | 9,255 |
| 1.2 | Витрати на утримання і ремонт основних фондів | 8,654 |
| 1.3 | Витрати силової енергії | 13,524 |
| 1.4 | Оплата праці цехового персоналу | 17,232 |
| 1.5 | Відрахування на соціальні заходи цехового персоналу (38%) | 6,548 |
| Всього загальновиробничих витрат | 55,213 | |
| 2. | Фонд основної заробітної плати основних робітників | 41,796 |
| 3. | Відношення загальновиробничих витрат до основної зарплати основних робітників,% | 132,101 |
Відношення абсолютної величини річних ЗВВ до
річного фонду основної заробітної плати основних робітників (![]() , який за даними табл. Д.5
- 41,796 тис. грн) розраховано наступним чином:
, який за даними табл. Д.5
- 41,796 тис. грн) розраховано наступним чином:
 Д.10
Д.10
Калькуляцію витрат на відновлення виробу і визначення планової (розрахункової) ціни його можливої реалізації проведено в табличному вигляді (табл. Д.7).
Для розрахунку можливої ціни реалізації відновленого виробу наближено прийнято фактичну планову рентабельність підприємства 30%, а також діючу ставку податку на додану вартість (ПДВ) у розмірі 20%.
Усі результати розрахунків калькуляції собівартості та операційних витрат на відновлення диска сошника і можливої ціни його реалізації представлено в табл. Д.7.
Таблиця Д.7
Калькуляція витрат на відновлення дискового сошника та розрахунок можливої ціни його реалізації, грн.
|
№ п/п |
Статті витрат |
Розрахункова сума витрат |
|
1 |
2 |
3 |
| 1. |
Прямі матеріальні витрати |
|
| 1.1 | Основні матеріали | 2,16 |
| 1.2 | Куповані вироби та напівфабрикати | 5,56 |
| 1.3 | Прямі допоміжні матеріали | --- |
| 1.4 | Поворотні відходи (віднімаються) | 0,17 |
| 1.5 | Паливо і енергія на технологічні цілі | 0,17 |
|
Всього прямих матеріальних витрат |
7,72 | |
| 2. |
Прямі витрати на оплату праці |
|
| 2.1 | Основна заробітна плата основних робітників | 2,58 |
|
1 |
2 |
3 |
| 2.2 | Додаткова зарплата основних робітників | 0,51 |
| Всього прямих витрат на оплату праці | 3,09 | |
| 3. | Інші прямі витрати (відрахування на соціальні заходи) | 1,17 |
| 4. | Загальновиробничі витрати | 3,41 |
| 5. | Разом собівартість реалізованої продукції | 15,39 |
| 6. | Адміністративні витрати | 2,58 |
| 7. | Витрати на збут | 0,9 |
| 8. | Разом операційні витрати на відновлення виробу | 18,87 |
| 9. | Планова рентабельність підприємства (ТзОВ АПП “Львівське”) | 30% |
| 10. | Плановий (розрахунковий) прибуток на виріб (п.8*п.9) /100% | 5,66 |
| 11. | Планова (розрахункова) ціна реалізації відновленого виробу без ПДВ | 19,55 |
| 12. | Планова (розрахункова) ціна реалізації відновленого виробу з ПДВ 20% | 24,44 |
З табл. Д.7 видно, що можлива планова ціна реалізації відновленого виробу з ПДВ (24,44 грн) є меншою, ніж найнижча (мінімальна) ціна реалізації нового диска сошника, тому матиме місце щорічний ефект у споживача, який складатиме:
![]() (35 - 24,44) ·16,2 = 90,072 тис. грн.
(35 - 24,44) ·16,2 = 90,072 тис. грн.
Д.8 Розрахунок витрат на поповнення нормованих оборотних коштів підприємства
Розрахунок вартості нормативу оборотних коштів виконуємо для кожного елементу ресурсів (j) зокрема за наступною формулою:
 Д.11
Д.11
де ![]() - розмір
нормативу оборотних коштів ресурсу j-го виду, грн.;
- розмір
нормативу оборотних коштів ресурсу j-го виду, грн.; ![]() - потреба ресурсу j-го
виду на річну програму, грн. (приймаємо за даними табл.5.4);
- потреба ресурсу j-го
виду на річну програму, грн. (приймаємо за даними табл.5.4); ![]() - норматив запасу j-го
елементу ресурсів, дні;
- норматив запасу j-го
елементу ресурсів, дні; ![]() - календарна
тривалість року, дні (365 днів).
- календарна
тривалість року, дні (365 днів).
Норматив оборотних коштів за елементом “Інші матеріальні цінності” укрупнено прийнято у розмірі 10% від суми попередніх чотирьох статей таблиці розрахунку нормативів оборотних коштів.
Усі результати розрахунків нормативу витрат на поповнення оборотних коштів наведено в табл. Д.8.
Таблиця Д.8
Розрахунок нормативу витрат на поповнення оборотних коштів
|
№ п/п |
Елементи нормованих оборотних коштів | Норма запасу, дні | Річні витрати ресурсів, тис. грн | Норматив оборотних коштів, тис. грн |
| 1 | Основні матеріали та напівфабрикати | 30 | 125,064 | 10,279 |
| 2 | Допоміжні матеріали | 60 | --- | --- |
| 3 | Малоцінні та швидко-зношувані інструменти і пристрої | 120 | 6,688 | 2, 199 |
| 4 | Готові вироби | 6 | 305,694 | 5,025 |
| 5 | Інші матеріальні цінності | --- | --- | 1,75 |
| РАЗОМ | --- | --- |
ІВО = 19,253 |
Д.9 Визначення економічної ефективності розробленого проекту
Розмір початкових інвестицій, необхідних для
реалізації розробленого проекту (![]() ) розраховано
так:
) розраховано
так:
![]() Д.12
Д.12
де ![]() - початкові
інвестиційні витрати на формування основних фондів, тис. грн. (табл. Д.3 -
- початкові
інвестиційні витрати на формування основних фондів, тис. грн. (табл. Д.3 - ![]() = 116,3 тис. грн);
= 116,3 тис. грн);
![]() - початкові інвестиційні доходи від реалізації зайвого майна, тис. грн.
(в нашому випадку реалізації зайвого майна підприємства, де планується
впровадження розробленого технологічного процесу, не передбачено, тому
- початкові інвестиційні доходи від реалізації зайвого майна, тис. грн.
(в нашому випадку реалізації зайвого майна підприємства, де планується
впровадження розробленого технологічного процесу, не передбачено, тому ![]() =0);
=0);
![]() - інвестиційні витрати на поповнення оборотних коштів, тис. грн. (табл.
д.8
- інвестиційні витрати на поповнення оборотних коштів, тис. грн. (табл.
д.8 ![]() = 19,253 тис. грн). Тоді:
= 19,253 тис. грн). Тоді:
Впровадження проектного рішення буде доцільним коли виконуються три умови (розділ 4, формули 4.8-4.10). Теперішню вартість додаткових грошових надходжень визначаємо за наступною формулою:
![]() , Д.13
, Д.13
де ![]() - збільшення
чистого прибутку від реалізації продукції підприємства, де заплановано
впровадження, в t-ому році, тис. грн.;
- збільшення
чистого прибутку від реалізації продукції підприємства, де заплановано
впровадження, в t-ому році, тис. грн.;
![]() - збільшення амортизаційних надходжень в t-ому році, тис. грн.
(з табл. Д.3 видно, що
- збільшення амортизаційних надходжень в t-ому році, тис. грн.
(з табл. Д.3 видно, що ![]() = 9,255 тис. грн);
= 9,255 тис. грн);
![]() - ставка дисконту (дисконтний множник) теперішньої вартості грошових
надходжень для t-ого року;
- ставка дисконту (дисконтний множник) теперішньої вартості грошових
надходжень для t-ого року;
![]() - період, за який обчислюється ефективність інвестицій, роки (приймаємо
- період, за який обчислюється ефективність інвестицій, роки (приймаємо
![]() = 7 років).
= 7 років).
Збільшення чистого прибутку від реалізації продукції в t-ому році можна визначити за наступною формулою:
![]() Д.14
Д.14
де ![]() - річний
обсяг відновлення виробів, шт. (за фактичними даними:
- річний
обсяг відновлення виробів, шт. (за фактичними даними: ![]() =16,2 тис. шт);
=16,2 тис. шт);
![]() - плановий (розрахунковий) прибуток на один відновлений виріб, грн. (з
табл. Д.7 видно, що
- плановий (розрахунковий) прибуток на один відновлений виріб, грн. (з
табл. Д.7 видно, що ![]() = 5,66 грн);
= 5,66 грн);
![]() - коефіцієнт податку на прибуток підприємства (згідно чинного
законодавства [145]
- коефіцієнт податку на прибуток підприємства (згідно чинного
законодавства [145] ![]() = 0,25). Таким
чином:
= 0,25). Таким
чином:
![]()
Дисконтний множник теперішньої вартості
грошових надходжень в t-ому році (![]() )
розраховується так:
)
розраховується так:
![]() , Д.15
, Д.15
де і - норма дисконту (прийнятоо і = 0,06).
Розрахунок теперішньої вартості додаткових грошових надходжень виконано в табличній формі і представлено в табл. Д.9.
Таблиця Д.9
Розрахунок теперішньої вартості додаткових грошових надходжень за період реалізації розробленого проекту
| № п/п | Показники |
Роки (t) |
||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | ||
| 1. |
Щорічні додаткові
грошові надходження, тис. грн., |
78,024 | 78,024 | 78,024 | 78,024 | 78,024 | 78,024 | 78,024 |
| 2. |
Дисконтний множник (для і=0,06) |
0,943 | 0,890 | 0,840 | 0,792 | 0,747 | 0,705 | 0,665 |
| 3. |
Теперішня вартість
додаткових грошових надходжень по роках ( |
73,577 | 69,441 | 65,54 | 61,795 | 58,284 | 55,007 | 51,886 |
| 4. |
Теперішня вартість
додаткових грошових надходжень за період використання проекту ( |
435,53 | ||||||
Перепечатка материалов без ссылки на наш сайт запрещена