Курсовая работа: Разработка печатного цеха
Курсовая работа: Разработка печатного цеха
Введение
Непрерывный рост мощностей полиграфической промышленности в Казахстане происходит благодаря строительству новых предприятий, реконструкции действующих (со строительством новых производственных корпусов и надстройкой этажей на существующие корпуса), внедрению в производство новой техники, технологии и поточной системы, совершенствованию организации производства и специализации предприятий. Для выполнения этих работ необходима предварительно разработанная проектная документация. Техническая революция обязывает вести проектирование с применением научно обоснованной методики, с четко отработанными требованиями к решениям всех специальных частей и разделов проекта.
Проектные работы для промышленности выполняются специализированным институтом «Гипронииполиграф», а также различными неспециализированными проектными организациями, конструкторскими бюро и отдельными специалистами действующих предприятий.
За прошедшие годы накоплен значительный опыт в области проектирования полиграфических предприятий.
Изготовление печатных изданий связано с большим количеством разнообразных технологических процессов. Крупные и средние полиграфические предприятия имеют в своем составе 6 - 8 и более производственных цехов, совершенно различных по техническому оснащению, технологии и организации производства, видам продукции и т. п. Указанное положение усложняет процесс проектирования, требует от проектировщиков обширных знаний.
При проектировании полиграфических предприятий все специфические вопросы решаются в технологической части проекта. Детально разработанная технологическая часть является основой проекта полиграфического предприятия. Все остальные части проекта — строительная, отопления и вентиляции, энергоснабжения, транспорт и другие — разрабатываются на основе данных и требований технологической части.
Для составления задания на проектирование строительной, электроэнергетической и других инженерных частей проекта необходимы знания возможности осуществления технологических требований применительно к данному масштабу предприятия.
Техническая революция в промышленности обязывает совершенствовать методику проектирования и улучшать качество проектов, что, очевидно, будет осуществляться путем широкого применения, в проекте предварительно разработанных типовых решений по планировке и организации отдельных рабочих мест, поточных линий, технологических отделений и даже цехов предприятия с их годовой программой применительно к характеру продукции.
1. Общие сведения о проектировании полиграфического предприятия,
строительные и инженерные части проекта
1.1 Выбор площадки для строительства
Площадка для строительства промышленного предприятия, а также связанного с ним жилищно-гражданского строительства выбирается при подготовке задания на проектирование в пункте, установленном схемой развития и размещения отрасли, а для крупных и сложных предприятий также с технико-экономическим обоснованием (ТЭО).
Для выбора площадки для строительства Союзным или республиканским комитетом печати (заказчиком) создается комиссия, в состав которой входят следующие представители: от заказчика проекта; от генеральной проектной организации и по ее усмотрению — представители от специализированных проектных и изыскательских организаций; от строительного министерства, которое будет осуществлять строительство, пли по его поручению представители от строительной организации — генерального подрядчика; от территориальной проектной организации Госстроя СССР или Госстроя союзной республики; от исполкома местного Совета депутатов трудящихся и выделенные им представители от местных организаций, ведающих эксплуатацией транспортных коммуникаций, сетей электро-, тепло- и водоснабжения, канализации, связи и т. п.; от местных органов Государственной санитарной инспекции; от Государственного пожарного надзора; от Госгортехнадзора и других заинтересованных организаций или ведомств.
Комиссия составляет акт на выбор площадки, который подписывают все ее члены и затем оформляют в исполкоме местного Совета депутатов трудящихся. Акт по выбору площадки утверждается заказчиком вместе с утверждением задания на проектирование.
Площадка для строительства должна удовлетворять следующим основным требованиям:
1)наличие прямого солнечного света и естественного проветривания в соответствии с санитарными нормами;
2)иметь необходимые размеры для производственного и бытового строительства, а иногда и резерв площади для последующего расширения предприятия при новом строительстве;
3)обеспечивать наиболее экономичную эксплуатацию предприятия;
4)по возможности иметь спокойный рельеф;
5)иметь достаточно глубокое залегание грунтовых вод, так как сырье предприятия — бумага — не допускает наличия влаги в помещениях нижних этажей;
6)иметь прочные грунты, обеспечивающие нагрузку не менее 2,5 кг на см2;
7)обеспечивать возможность строительства здания, отвечающего требованиям технического оснащения, технологии и организации производства;
8)располагаться по возможности вблизи магистралей городского пассажирского транспорта и благоустроенных дорог для подъезда к предприятию;
9)иметь небольшие расстояния от городских магистральных сетей водоснабжения, канализации, электро- и газоснабжения и т. п.;
10)при одновременном строительстве с предприятием жилых корпусов для работающих иметь поблизости свободную площадку для этого строительства;
11)при большом грузообороте иметь возможность устройства подъездных железнодорожных путей на территорию предприятия.
При выборе площадки в промышленном районе следует учитывать возможность неблагоприятного воздействия в санитарном отношении проектируемого или соседнего предприятия, например, наличия в нем шумов, вредностей производства, уличного движения автотранспорта, передачи ударных вибраций через грунт, в случае установки на соседнем предприятии тяжелого оборудования ударного действия и т. д.
При выборе строительной площадки необходимо также иметь в виду устройство стоянки для личных автомашин вне ограждаемой территории предприятия.
1.2 Характер зданий, применяемых для полиграфических предприятий
Полиграфические предприятия могут размещаться в одноэтажных, многоэтажных и комбинированных зданиях. Сырье, полуфабрикат и готовая продукция промышленности имеют сравнительно небольшой вес, что не вызывает затруднений в междуэтажных перемещениях. Наибольшую часть полиграфического оборудования даже при его значительном весе можно размещать на междуэтажных перекрытиях. Поэтому выбор типа здания для полиграфического предприятия определяется технологической и экономической целесообразностью.
В сравнительном анализе применения различных типов здания следует учитывать затраты на его сооружение и эксплуатацию, а также влияние типа здания на организацию производства, условия работы и т. д.
Основная часть полиграфических предприятий в нашей стране размещена в многоэтажных зданиях, однако это не значит, что многоэтажные здания всегда удовлетворяют промышленность. Высокопроизводительные крупногабаритные машины-агрегаты с большим весом могут устанавливаться только на специально сооружаемых фундаментах и перекрытиях. Удовлетворительные решения могут быть найдены при размещении производства в комбинированных зданиях, состоящих из корпусов разной этажности.
При проектировании широкое применение должны найти одноэтажные здания (рис. 1), в которых можно более удобно, чем в многоэтажных, разместить взаимосвязанные производственные цехи и отделения, обеспечить более короткие пути перемещения сырья и полуфабрикатов в процессе производства, а также рациональнее расставить технологическое оборудование благодаря более крупной сетке колонн.
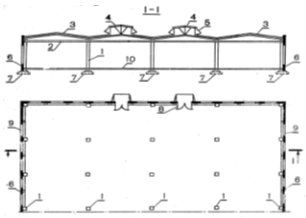
Рис. 1. План и разрез одноэтажного корпуса:
1 — колонны; 2 — балки покрытия; 3 — ограждение покрытия; 4 — фонари; 5 — переплеты фонарей; 6 — наружная самонесущая стена; 7 — фундаменты колон; 8 — ворота; 9 — окна; 10 — пол на грунте.
При размещении производства в одной плоскости представляется возможным устроить более простую, надежную и экономичную систему внутрицехового транспорта, а при умелом использовании рельефа местности может быть обеспечена и удобная связь с внешним транспортом.
При необходимости производственные помещения одноэтажных зданий могут строиться без световых фонарей в кровле и освещаться постоянным по силе освещенности искусственным светом, который обеспечивает условия нормализации процессов изготовления печатных форм и многокрасочной печати.
В таких помещениях условия для кондиционирования воздуха наиболее экономичны, а в многоэтажных зданиях поддержание постоянного климата усложняется поступлением тепла и холода через оконные проемы.
Однако одноэтажные здания имеют и свои недостатки и не во всех случаях нового строительства могут удовлетворять промышленность. При одинаковой мощности и одинаковом составе оборудования для строительства одноэтажного здания требуется больший участок застройки, кроме того, в нем сложнее производить перепланировку цехов с перестановкой перегородок и перемещением канализационных сетей. При одинаковых площадях производственных помещений кубатура за счет конструкции покрытий одноэтажных зданий больше многоэтажных, что увеличивает расходы на строительство, а также на отопление и вентиляцию.
В одноэтажных зданиях сложнее решаются вопросы установки двухъярусных (этажных) машин, и в этом случае рациональная организация производства требует примыкания двухэтажных помещений. Машины-агрегаты находят и будут находить все более широкое применение в промышленности, и для их размещения и рациональной эксплуатации необходимо строить двухэтажные корпуса.
Некоторые недостатки, присущие одноэтажным зданиям, устраняются при строительстве многоэтажных зданий (рис. 2); для них требуется меньший участок застройки, так как полезная площадь распределяется на несколько этажей. В полиграфической промышленности это обстоятельство имеет существенное значение, так как республиканские и областные полиграфические предприятия с редакционно-издательскими отделами тяготеют к центральным частям города, где трудно рассчитывать на получение большого участка. В то же время многоэтажные здания лишены тех преимуществ, которыми обладают здания одноэтажные.
Недостатками многоэтажных зданий являются также большие нагрузки на междуэтажные перекрытия, сложность организации сквозных потоков движения сырья, полуфабрикатов и готовой продукции, связанная с междуэтажными перемещениями, ограниченность ширины здания при использовании естественного освещения.
Наиболее удобными для производства крупных предприятий при выпуске всех видов издания являются широкие двухэтажные корпуса (рис. 3) с сетками колонн 1-го этажа 6x6 м, а 2-го этажа в зависимости от масштабов предприятия и строительных возможностей (6х12, 6x18 и 12х18 м). Двухэтажные корпуса такого типа широко применяются в странах Западной Европы, при этом, как правило, 2-й этаж освещается естественным светом через фонари кровли. Двухэтажные корпуса имеют значительные преимущества перед одноэтажными и многоэтажными.
Такие здания обеспечивают:
1) возможность перспективного развития техники и технологии полиграфического производства;
2) наиболее удобную установку двухъярусных машин-агрегатов газетной и журнальной печати;
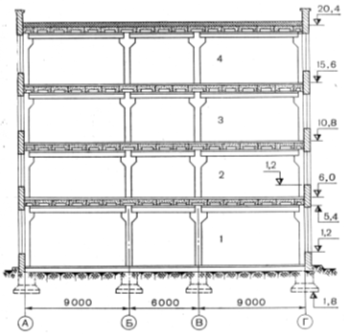
Рис. 2. Разрез многоэтажного корпуса
3) вынос бумагоподающих систем ролевых печатных машин в нижний этаж (так называемая этажная установка машины), при которой сокращаются пути перемещения бумаги и затраты на механизацию грузовых потоков, улучшаются санитарные условия в печатных цехах и повышается качество продукции, в особенности многокрасочной, благодаря уменьшению бумажной пыли, образующейся при размотке бумажных рулонов. Кроме того, вибрация, имеющая место при заботе печатных машин и при размотке рулона, рассредоточивается на два этажа.
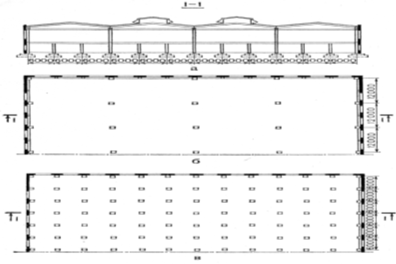
Рис. 3. План и разрез двухэтажного корпуса:
а — разрез; б — план второго этажа; в — план первого этажа.
4) создание лучших, по сравнению с другими типами зданий, условий для хранения бумаги, так как известно, что качество полиграфической продукции и производительность печатных машин зависят от состояния бумаги; хранение же бумаги на 1-м этаже под печатными машинами наилучшим образом изолирует ее от влияния внешней среды и создаст наиболее экономичные условия для кондиционирования воздуха;
5) организацию загрузки предприятия сырьем и материалом (при использовании рельефа участка застройки с низкой стороны участка) непосредственно с автомобильного пли железнодорожного транспорта на отметку 1-го этажа и выгрузку готовой продукции с отметки 2-го этажа непосредственно на автотранспорт. Такое решение значительно упрощает и удешевляет механизацию грузопотоков на предприятии.
Производственные здания полиграфических предприятий строят из сборных железобетонных элементов. Многоэтажные корпуса, как правило, строят высотою не более 5-ти этажей, в отдельных случаях могут быть и более высокие корпуса.
В конструктивном отношении многоэтажные корпуса строятся с полным сборным железобетонным каркасом и самонесущими или навесными стенами и с неполным каркасом и несущими стенами. Здания полиграфических предприятий несут большие статические и динамические нагрузки, вследствие чего здания с несущими стенами следует строить не выше 3-х этажей.
Высота производственных этажей многоэтажных корпусов принимается 4,8 и 6,0 м, считая от пола нижнего до поля следующего этажа; одноэтажные и вторые этажи двухэтажных корпусов с установкой специализированных машин-агрегатов строятся более высокими — до 10—15 м, считая от пола до потолка. Высота помещений многоэтажных корпусов 4,8 и 6,0 м не всегда обусловливается технологической необходимостью. При строительстве небольших типографий районных, городских и им подобных допустима высота 4,2 м, а крупных предприятий — 5,4 м. Проектирование таких высот при сборном строительстве следует подтверждать возможностью получения соответствующих сборных строительных элементов с заводов-поставщиков района строительства.
1.3 Основные элементы промышленных зданий
Основными элементами зданий являются: фундаменты, стены, колонны, междуэтажные перекрытия, лестницы, оконные проемы с заполнением и фонари. Отдельные элементы здания показаны на рис. 4.
Фундамент — это подземная часть стен или колонн, предназначенная для передачи нагрузки от здания и установленного в нем оборудования на залегающие на некоторой глубине прочные слои земли, называемые грунтом. Нижняя поверхность фундамента называется подошвой фундамента, а вся толща грунта под фундаментом, ниже его подошвы, — основанием.
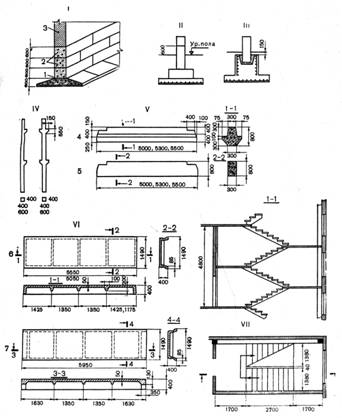
Рис. 4. Отдельные элементы производственного здания:
I — сборные фундаменты под стену; 1 — железобетонные блоки-подушки; 2 — бетонные блоки; 3 — стены; II — фундаменты под колонны ступенчатого типа; III — фундаменты под колонны стаканного типа; IV — крайняя и средняя колонны многоэтажного здания; V — ригеля (главные балки) междуэтажного перекрытия; 4 — с консольными полками для опирания настилов; 5 — прямоугольного сечения; VI — настилы междуэтажного перекрытия: 6 — корытный, укладываемый на полки ригелей; 7 — лотковый, укладываемый поверх ригелей; VII — разрез и план четырехмаршевой лестничной клетки
Подошва фундамента всегда размещается на некоторой глубине от поверхности земли, называемой глубиной заложения фундамента, так как верхняя зона грунта, как правило, не обладает достаточной несущей способностью, чтобы обеспечить надежное существование здания. Глубина заложения подошвы фундамента определяется геологическим строением участка застройки и глубиной промерзания грунта.
Для уменьшения удельного давления фундамента на грунт подошву фундамента делают шире верхней части и заглубляют до пласта с достаточной несущей способностью и ненарушенной структурой. Нормативное давление на грунт зависит от свойства грунта, размера подошвы и глубины заложения. Фундаменты капитальных промышленных зданий редко закладывают на глубину менее 1 м, за исключением скальных оснований.
Основание называется естественным, если грунт под подошвой фундамента в своем природном состоянии обладает достаточной несущей способностью. Естественным основанием могут служить самые разнообразные грунты, слагающие верхнюю кору земной поверхности. Их пригодность как естественных оснований оценивается сжимаемостью. Оценка оснований и решение вопроса о характере фундамента даются в результате инженерно-геологических изысканий.
При слабых грунтах и под сооружения с большими нагрузками при нормальных грунтах прибегают к устройству искусственных оснований, т. е. в укреплении естественного грунта путем трамбования, вибрации, цементации, битумизации и т. п. При слабых грунтах или в случаях, когда плотные грунты залегают на большой глубине, применяют свайные фундаменты.
По способу устройства различают фундаменты монолитные и сборные. Монолитные фундаменты изготовляют на месте постройки из различных материалов — бутового камня, бутобетона. Сборные фундаменты монтируют из отдельных, заранее заготовленных элементов — фундаментных блоков.
При строительстве промышленных зданий применяют ленточные и столбовые ступенчатые фундаменты. Ленточные фундаменты устанавливают под стены многоэтажных зданий с неполным каркасом и при большой нагрузке, которая имеет место на полиграфических предприятиях, в зданиях с подвалом, при этом верхняя часть ленточного фундамента образует стены подвала. Столбовые фундаменты применяют в одноэтажных зданиях и под колоннами; они могут быть монолитными ступенчатого или стаканного типа и сборными.
В зависимости от нагрузок фундаменты в плане могут иметь квадратную или прямоугольную форму. При больших нагрузках применяют двублочные фундаменты, состоящие из верхнего башмака и нижней плиты.
Наружные стены являются элементом вертикального ограждения здания, они защищают производственные помещения от атмосферного воздействия. Внутренние стены разделяют здания по длине и ширине.
Наружные стены должны обладать теплозащитными свойствами, иметь достаточную морозостойкость, удовлетворять требованиям долговечности и, если на стены действуют различного рода нагрузки, обладать достаточной прочностью.
Стены называют несущими, если они несут нагрузку от перекрытий и покрытий и передают их на фундаменты; самонесущими — если они несут лишь собственный вес, а нагрузки от перекрытий и покрытий передаются на пристенные колонны; ненесущими или навесными — когда они собственный вес передают на колонны каркаса.
В современных промышленных зданиях стены делают из мелких штучных материалов — кирпича, легкобетонных и естественных камней и из сборных крупноразмерных элементов — блоков и панелей. Толщина наружных стен определяется теплотехническим расчетом и зависит от материала и конструкции стены, расчетной зимней температуры наружного воздуха, расчетной температуры и относительной влажности внутреннего воздуха.
Внутренние стены, разделяющие отдельные помещения, должны обладать звукоизоляционными качествами и иметь возможно меньший вес.
Перегородки — это легкие стены, которые в многоэтажных зданиях устанавливаются на перекрытиях; предназначены они для разделения общего помещения на отдельные части. Перегородки несут нагрузки только от собственного веса. В зависимости от особенностей помещения, выделяемого перегородками, к ним предъявляются требования огнестойкости, звуконепроницаемости, водостойкости и стойкости к химическим реагентам. В промышленных зданиях перегородки делаются из кирпича, гипса и шлакобетонных плит и из крупных панелей.
Колонны устанавливаются для восприятия нагрузки от перекрытий и покрытий. В современном строительстве применяют преимущественно сборные железобетонные колонны заводского изготовления. По номенклатуре изделий, утвержденной Госстроем СССР, размеры колонн составляют в плане 400x400 и 400x600 мм с одноэтажной и двухэтажной разрезкой. По месторасположению в здании различают средние колонны, устанавливаемые по разбивочным осям, и крайние или пристенные колонны. При крупнопанельных навесных стенах пристенные колонны дополнительно к перекрытиям и покрытию несут их нагрузку. Колонны нижнего этажа при строительстве заделываются в фундаменты стаканного типа.
Междуэтажные перекрытия делят здания по высоте на этажи; они воспринимают нагрузку от оборудования, материалов, изделий и людей. Перекрытия состоят из несущей части и полов. На полиграфических предприятиях на перекрытия устанавливают значительное количество машин с нагрузками в пределах 2000—2500 кгс/м2, а отдельные машины дают нагрузку еще большую.
Перекрытия полиграфических предприятий делают из железобетона сборными или монолитными балочной конструкции. В настоящее время делают преимущественно сборные перекрытия; на действующих предприятиях преобладают монолитные перекрытия.
Конструктивными элементами монолитного перекрытия являются плиты, балки и ригели. Плиты монолитно связываются с балками, а балки с ригелями, передавая на них нагрузку. Ригели, как правило, располагают поперек здания, монолитно связывают ее колоннами, образуя рамы с жесткими узлами, обеспечивающими устойчивость здания в поперечном направлении от горизонтальных нагрузок. Перекрытия безбалочной конструкции в зданиях полиграфических предприятий пока не применяют, но такая возможность не исключена.
Для сборных междуэтажных перекрытий в многоэтажных зданиях с сетками колонн 6x6 и 6x9 м применяют типовые конструкции. Перекрытия монтируют в основном из двух элементов: настилов, представляющих собой ребристую железобетонную плиту шириной около 1,5 м и длиной, равной шагу колонн, и ригелей, укладываемых по колоннам.
Из номенклатуры изделий, утвержденной Госстроем СССР, можно собирать два типа междуэтажных перекрытий: 1-й — с применением корытных настилов, укладываемых на полки ригелей, и 2-й — с применением лотковых настилов, укладываемых поверх ригелей прямоугольного сечения. Корытный настил имеет ребра с четырех сторон, лотковый — с двух продольных сторон. Высота ребер 400 мм.
Типовые конструкции настилов рассчитываются на полезные нормативные нагрузки на перекрытия при сетке колонн 6x6 м от 500 до 2500 кг/м2, а при сетке 6x9 м — от 500 до 1500 кг/м2 с интервалом через 500 кг.
В соответствии с конструкцией настилов ригели по поперечному сечению предусмотрены двух типов: с консольными полками для опары корытных настилов и прямоугольные.
Перекрытия с корытным настилом обладают рядом преимуществ: меньшей конструктивной высотой по сравнению с перекрытием лотковым, большей несущей способностью, поскольку ригель работает па изгиб совместно с плитой и торцевыми ребрами настилов. Перекрытия такого типа применяют в зданиях полиграфических предприятий. Имеет свои преимущества и лотковый настил, допускающий возможность прокладывания технологических трубопроводов поверх ригелей, в промежутках между боковыми ребрами настила и верхом ригеля.
Лестницы служат для сообщения между этажами и для эвакуации людей. По противопожарным требованиям (СНиП II-А, 5—62), они должны располагаться в отдельных несгораемых помещениях — лестничных клетках. Лестницы состоят из маршей — наклонной части со ступенями — и площадок. В настоящее время марши и площадки для промышленных зданий готовятся на заводах железобетонных изделий и монтируются в строящихся зданиях.
Типовые конструкции лестниц содержат один типоразмер ступеней шириной 300 мм (проступь) и высотой 150 мм (подступенок), три ширины маршей — 1,15, 1,5 и 1,75 м и три высоты подъема маршей — 1,20, 1,50 и 1,80 м. Для бытовых и административных корпусов промышленных предприятий марши изготовляют шириной 1,4 м и высотой подъема 1,65 м. Количество и размеры лестниц в многоэтажных производственных зданиях определяются в соответствии с противопожарными требованиями.
Двери, их количество и размеры должны удовлетворять технологическим требованиям и обеспечивать удобное перемещение материалов, полуфабрикатов и готовой продукции в процессе производства, а также движение людей. Двери должны быть приспособлены к транспортировке оборудования, служить эвакуационным выходом из помещений и удовлетворять противопожарным требованиям. Во избежание охлаждения помещений потоками холодного воздуха у дверей в наружных стенах делаются шлюзы или тамбуры и воздушные завесы.
Минимальная ширина дверей по нормам составляет 800 мм. Увеличение ширины и высоты дверей допускается при условии, что ширина дверей будет кратной 100 мм, а высота кратной 300 мм.
Двери состоят из дверных полотен и дверной коробки, прикрепляемой к стене или перегородке. По числу дверных полотен двери могут быть однопольными и двупольными.
Естественное освещение производственных помещений проектируется в соответствии с санитарными нормами СП 245—63. Естественное освещение может быть боковым — через окна в наружных стенах, верхним — через световые фонари и проемы в покрытии, а также через проемы в местах перепадов высот смежных пролетов здания и комбинированным — когда к верхнему освещению добавляется боковое.
Уровень освещенности внутри помещений зависит от размеров оконных проемов, глубины помещений, площади остекленной поверхности фонарей, положения поверхности фонарей по отношению к полу, от вида и конструкции фонарей, светопроницаемости остекления и других факторов.
Рис. 5. Схема для определения коэффициента естественной освещенности:
Ев — освещенность внутри помещения; Ен — наружная горизонтальная освещенность
Естественное освещение какой-либо точки М (рис. 5) в помещении характеризуется коэффициентом естественной освещенности (к. е. о.), который представляет собой отношение освещенности в % в точке Ев к освещенности Ен наружной горизонтальной площадки, равномерно освещенной рассеянным светом всего небосвода. Нормативное значение к. е. о. для производственных зданий установлено в пределах 0,25—10 (СНиП II-А, 8—62) в зависимости от вида освещения и точности работы, выполняемой в помещении.
Для полиграфических предприятий к. е. о. приведен в отраслевых правилах. Для бокового освещения нормами предусмотрено минимальное значение к. е. о., так как освещенность точек на рабочей плоскости резко уменьшается по мере удаления от окна. При верхнем свете освещенность более равномерная, и в этих условиях нормируется среднее значение к. е. о.
Покрытия и кровли защищают производственные здания от атмосферного воздействия и должны быть водонепроницаемыми и обладать теплозащитными свойствами.
Покрытие состоит из верхней ограждающей и нижней несущей частей. Несущая часть поддерживает ограждающую, воспринимает действующие на покрытие нагрузки и передает их на колонны.
Крыши делают плоскими и скатными. В промышленных зданиях в основном устраивают бесчердачные покрытия с уклоном покрытия не более 5—6°.
В многоэтажных зданиях верхнее перекрытие, поддерживающее кровлю, делают той же конструкции, что и междуэтажные перекрытия. Настил покрытий несет меньшие нагрузки, чем междуэтажное перекрытие, поэтому он имеет большие размеры и состоит из железобетонных плит с продольными и поперечными ребрами.
Несущая часть покрытий одноэтажных и двухэтажных широких корпусов состоит из стропильных железобетонных ферм или балок, укладываемых по колоннам и поддерживающих кровельные настилы покрытия, и из крупнопанельного железобетонного настила, укладываемого по стропильным фермам или балкам, в которых зазоры между настилами заливают бетонным раствором.
В состав ограждающей части покрытий входит:
1) верхний защитный слой или бронированный, служащий для предохранения кровли от механических повреждений;
2) водоизоляционный ковер из рулонных кровельных материалов, наклеенных на битумные или дегтевые мастики;
3) стяжки или выравнивающий слой из цементно-песчаного раствора, образующий ровное и прочное основание для наклейки водо-изоляционного ковра;
4) теплоизоляционный слой или утеплитель, который делается из плиточных материалов, изготовленных из ячеистых бетонов, керамзитобетона и т. п. Толщина утеплителя определяется теплотехническим расчетом и зависит от наружной расчетной температуры, внутренней температуры и влажности производственных помещений;
5) пароизоляционный слой, предохраняющий утеплитель от увлажнения водяными парами внутреннего воздуха, укладывается на железобетонные плиты покрытия в виде смазки из битумной или дегтевой мастики, а при повышенной влажности — из одного двух слоев пергамина или рубероида на битумной мастике.
Полы в производственных помещениях. Применяемые типы полов
Ксилолитовые полы — трудносгораемы, малопыльны, нескользки, полутеплы и бесшумны. Недостаток — низкая стойкость к кислотам, щелочам, маслам и растворителям (керосину, бензину), а также электропроводность и низкая механическая прочность. В полиграфии ксилолитовые полы используют на участках ручных процессов в наборных, брошюровочно-переплетных и других цехах, где нет больших нагрузок на пол. Полы из керамических плит — стойки к воде, кислотам, щелочам, маслам и растворителям, но обладают недостаточной механической прочностью к ударным нагрузкам и низкой теплопроводностью.
Полы из литых каменных и мозаичных плит по своим свойствам аналогичны керамическим, но более стойки к механическим воздействиям и могут применяться на транспортных дорожках.
Паркетные полы — чистые и теплые, могут применяться в фотозалах, помещениях электронно-гравировальных автоматах и др.
1.4 Отделка производственных помещений
Благоприятные санитарно-гигиенические, физиологические, эстетические и безопасные условия труда являются важнейшим элементом научной организации труда. Они создаются соответствующими архитектурными решениями производственных интерьеров.
По методическим рекомендациям НИИ труда по вопросам НОТ архитектурное решение интерьеров производственных помещений, учитывающее необходимые предпосылки для научной организации труда, должно обеспечивать:
а)условия комфорта для выполнения производственных операций;
б)условия для наиболее целесообразной организации технологических процессов и внутрицехового транспорта;
в)повышение эстетических качеств производственной обстановки и создание тем самым положительных эмоциональных реакций работающих, способствующих повышению эффективности их труда;
г)устранение или ясное, предупреждающее обозначение элементов строительных конструкций и оборудования, представляющих опасность для здоровья или жизни работающих;
д)снижение или нейтрализацию неблагоприятных условий труда (неблагоприятного температурно-влажностного режима, напряженной зрительной или физической работы, шумов и др.);
е)необходимое обслуживание работающих в производственных помещениях (места отдыха, курения, питьевое водоснабжение и др.);
ж)удобство эксплуатации производственных, помещений (уборки, вентиляции, содержание остекления и осветительных установок).
Архитектурное решение интерьеров производственных помещений должно быть согласовано с общим комплексом мероприятий по улучшению и оздоровлению условий труда на предприятии и приниматься с учетом типа здания, его площади и внутреннего объема, а также требований технической эстетики.
Выбор архитектурного решения определяется также особенностями технологического процесса, характером и режимом труда, санитарно-гигиеническими нормами, характером освещения и уровнем освещенности, наличием производственных шумов, вибраций и др., правилами техники безопасности, особенно при наличии опасных условий труда, а также климатическими особенностями.
Во всех производственных помещениях полиграфических предприятий потолки допускается отделывать клеевой краской. Однако во избежание осыпания побелки потолки в печатных цехах (главным образом над печатными машинами), в темных и светлых лабораториях фотопроцессов и других аналогичных помещениях желательно красить масляной краской одного тона с клеевой побелкой, а панель стен отделывать масляной или клеевой краской и облицовочной плиткой во всех помещениях, где стены легко загрязняются (темные и светлые лаборатории фотопроцессов, травильные отделения цинкографий, литейные помещения стереотипных цехов и гартоварки, отделения формных процессов и пробной печати в цехах изготовления форм офсетной и глубокой печати, все помещения гальванических процессов, лаборатории, клееварки, вальцеварки и т. п.).
Лабиринты входов в темные помещения фотопроцессов следует красить черной матовой краской.
Стены помещений цехов газетной ротационной печати, особенно при установке высокоскоростных машин, следует отделывать облицовочной плиткой до самого потолка. Такая отделка позволят легко очищать стены от красочной и бумажной пыли.
Окраску панелей масляной краской, а выше — клеевой можно рекомендовать для помещений наборных, печатных, брошюровочно-переплетных цехов и ремонтных мастерских. В складах допускается известковая побелка.
Окраска производственной мебели и оборудования должна способствовать лучшему освещению рабочих мест и не утомлять зрение работающих. Допустима двухцветная окраска оборудования: нижней части, подвергающейся быстрому загрязнению, — в темные цвета, верхней — в светлые.
Помещения с большими тепловыделениями (отделения отливки стереотипов, монотипоотливных машин, гартоварок и др.) следует окрашивать насыщенными цветами.
Оптимальные цвета — оранжево-желтые, желтые, зеленовато-желтые, желтовато-зеленые, голубовато-зеленые и голубые с относительно высоким коэффициентом отражения и слабо насыщенные — рекомендуются для окраски рабочих помещений, в особенности тех, где зрительное утомление наступает значительно быстрее, например в цехах: наборном, цинкографии, изготовления форм офсетной и глубокой печати и в печатных.
1.5 Основные сведения по инженерной части проекта
Электроснабжение
Электроснабжение отдельных потребителей силовой и осветительной электроэнергией разрабатывается в электроэнергетической части проекта.
Электрическая энергия в производственных цехах расходуется на питание электродвигателей, нагревателей, технологических осветителей, освещение помещений и на другие цели.
Задание на проектирование электроэнергетического хозяйства составляется на планах технологических, санитарно-технических, механизации грузовых перемещений и др. На планах обозначаются места установки электроприемников, а в спецификациях указывается потребляемая ими мощность. Кроме того, по каждому цеху составляются ведомости электроустановок к производственному оборудованию (форма 42), в которых указывается суммарная мощность по видам электроприемников, а если необходимо — и по группам оборудования с одинаковым характером работы, процент загрузки оборудования в рабочее время и одновременность работы электроприемников.
По суммарной установленной мощности
электроприемников (![]() ) и коэффициенту
(Кс) для отдельных цехов или предприятия в целом определяется активная мощность
(Ра) по формуле
) и коэффициенту
(Кс) для отдельных цехов или предприятия в целом определяется активная мощность
(Ра) по формуле
![]() , (52)
, (52)
Коэффициент спроса (Кс) учитывает недогрузку и неодновременность работы электроприемников. Принимается по опытным данным (табл. 1).
Годовой расход электроэнергии (W) в квт/ч определяется по активной мощности и количеству часов использования активной мощности по следующей формуле:
![]() , (53)
, (53)
где ![]() — сумма
активных мощностей на машинах низкого напряжения;
— сумма
активных мощностей на машинах низкого напряжения;
Tmax — число часов использования максимума, которое по данным действующих предприятий составляет 3200—3500 ч в год.
Таблица 1. Средние величины коэффициента спроса, применяемые в расчетах при проектировании полиграфических предприятий
| Наименование предприятий | Тип предприятия |
Коэффициент спроса |
| Полиграфические комбинаты или крупные типографии …………………… | Крупносерийные | 0,50—0,55 |
| Типографии центральных газет………… | То же | 0,50—0,65 |
| Областные типографии…………………. | Серийные | 0,35—0,45 |
| Районные ………………………………… | Мелкосерийные | 0,30—0,32 |
В расход электроэнергии включаются потери активной мощности в трансформаторах. На полиграфических предприятиях они составляют около 2% расходуемой электроэнергии.
Освещение
На полиграфических предприятиях освещение производственных помещений проектируется в соответствии с отраслевыми правилами и нормами, при этом по требованиям научной организации труда искусственное освещение должно быть согласовано с цветовой окраской оборудования, производственной мебели и интерьера, поскольку от этого зависит прежде всего экономичность освещения, производительность труда и степень утомляемости работающих.
При проектировании искусственного освещения не следует допускать большой разницы в освещении рабочих помещений и проходов; осветители должны быть расположены так, чтобы не создавались блики на поверхностях печатных форм и машин.
Светящиеся линии из люминесцентных ламп следует располагать на одинаковом расстоянии друг от друга. Такое расположение светильников не потребует переделки освещения при изменении местоположения машин.
Для общего и местного освещения необходимо устанавливать один тип ламп (особенно в печатных и формных цехах), так как разнотипность ламп искажает правильность восприятия тона краски и, следовательно, отрицательно влияют на качество изготовляемой продукции.
Печатные цехи рекомендуется освещать общим направленным светом с таким расчетом, чтобы талер машины, печатный аппарат, самонаклад и приемка были освещены сильнее.
Общее освещение наборных цехов должно быть по возможности близким к естественному дневному освещению. Рабочие места по экономическим и производственно-физиологическим соображениям рекомендуется освещать ориентировочным светом. Местное освещение предусматривается в конструкциях наборных, резальных, печатных и других машин.
Для освещения формных цехов, связанных с фотокопировальными процессами (темные лаборатории, копировальные отделения), рекомендуется устанавливать лампы, окрашенные в желтый и другой неактиничный цвет с силой освещения 100—150 лк. Такие лампы достаточно ярки, для того чтобы различать детали изображения, и в то же время они предохраняют светочувствительный слой от задубливания.
Годовой расход электроэнергии на освещение предприятия или цеха может быть определен укрупненно. Средний расход электроэнергии на освещение 1 м2 площади помещений принимают равным 16—18 вт/м2. При размещении на предприятии базисного склада, не требующего большой освещенности, принимается минимальный расход электроэнергии.
При указанных нормах годовой расход электроэнергии на освещение (Wосв) определяется по формуле
![]() (54)
(54)
где S — общая площадь проектируемого здания, включая служебные и бытовые помещения;
w — удельный расход электроэнергии на освещение в вт/м2;
Кгор — коэффициент одновременности горения (0,8—0,9);
Тгор — время горения в ч. в зависимости от режима работы предприятия.
Полиграфические предприятия, как правило, работают в две смены. В третью, ночную смену, работают только цехи, связанные с выпуском газет — стереотипный, печатный, экспедиция, и относящиеся к ним вспомогательные службы. Ориентировочно величина годовой осветительной нагрузки для предприятий, расположенных в средней полосе, при двухсменной работе принимается из расчета 2000 ч.
Водоснабжение и канализация
Полиграфические предприятия в процессе производства расходуют воду для технологических целей и для охлаждения оборудования. На большинстве предприятий этот расход воды незначителен и обеспечивается городской водопроводной сетью, но на отдельных крупных, особенно газетно-журнальных, предприятиях он может достигать больших размеров, притом в относительно короткие промежутки времени, т. е. отличаться высокой интенсивностью.
Для технологических целей вода расходуется в отделениях фотопроцессов, в цинкографии, в цехах изготовления форм офсетной и глубокой печати и т. д.
Наибольшее количество воды расходуется в стереотипных цехах для охлаждения форм отливных газетных автоматов и полуавтоматов, в наборных цехах для охлаждения словолитных и буквоотливных машин. Вода для охлаждения используется и в современных машинах глубокой печати, а также в гальванованнах, работающих с выделением тепла, и в другом оборудовании. При большом расходе воды на охлаждение сооружаются водоемы или резервуары с рециркуляцией воды. В отдельных случаях возникает необходимость устройства артезианских скважин.
Все сточные воды предприятия спускают в городскую канализационную сеть. Поэтому при проектировании канализационных систем в связи со спецификой полиграфического производства для некоторых отделений и участков, например переводно-травильных отделений изготовления форм глубокой печати, шлифовки и полировки цилиндров, зернения офсетных пластин, лабораторий, необходимо предусмотреть установку отстойников и нейтрализаторов для улавливания и предотвращения выпуска в канализацию песка, кислот, щелочей и нефтепродуктов (смывочных и смазочных материалов).
Необходимость их установки определяется количеством примесей, находящихся в сточных водах, согласно специальным санитарным нормам.
Внутренние сети от гальванических отделений, участков травления клише и форм глубокой печати следует делать из керамических материалов или пластмасс.
Задание на проектирование водоснабжения и канализации предприятия составляется в форме таблицы и выдается вместе с технологическими планами.
Задание должно содержать следующие сведения:
1)местоположение потребителя воды (корпус, этаж);
2)наименование оборудования — потребителя воды;
3)номер по спецификации на технологическом плане;
4)количество единиц однотипного оборудования;
5)количество часов работы в сутки единицы оборудования;
6)количество одновременно работающих единиц оборудования;
7)расход воды в л;
а)максимальный в секунду и среднечасовой на единицу оборудования;
б)уточный на все оборудование;
8)напор воды у потребителя (обычно достаточен напор городской сети);
9)рабочая температура потребляемой воды;
10)расход сточных вод:
а)в секунду на единицу оборудования;
б)суточный на все оборудование;
11)температура сточных вод;
12)характеристика загрязнений в сточных водах (вода из замкнуто-охладительных систем считается условно чистой).
Годовой расход воды на технологические цели и охлаждение промышленного оборудования может быть рассчитан по укрупненным нормам (табл. 2).
При установке на предприятии крупных специализированных машин-агрегатов, работающих с водяным охлаждением, расход воды дается в паспорте машины.
Таблица 2 - Укрупненные нормы расхода воды на технологические цели и охлаждение промышленного оборудования
| Наименование операций | Единица измерения |
Расход воды в л измерения на единицу |
|
| на технологические цели | на охлаждение оборудования | ||
|
Набор на строкоотливных машинах: а) с водяным охлаждением . . . б) с воздушным охлаждением . . Набор буквоотливной ...... |
1 усл. п. л. То же 1 000 зн. |
— — — |
1 300 100 1870 |
| Изготовление клише (в среднем 50% штриховых, 40% растровых и 10% цветных) … |
1000 см2 |
200 | — |
|
Изготовление стереотипов: а) газетных ......... б) гальванизированных и гальваностереотипов . |
1 стереотип 1 усл п. л. |
— 380 |
70 570 |
|
Изготовление форм офсетной печати: а) биметаллических ………… б) монометаллических ………. |
1 маш. форма То же |
720 380 |
620 — |
| Изготовление форм глубокой печати ……… | 1 цилиндр | 2200 | 3000 |
| Офсетная печать ……………….. | 1 млн. кр/пр. | 800 | — |
Годовой расход воды на бытовые нужды определяется по санитарным нормам проектирования промышленных предприятий (СН 245—63).
Отопление, вентиляция и кондиционирование воздуха
Устройство отопления и вентиляции на полиграфических предприятиях регламентируется отраслевыми правилами по технике безопасности и производственной санитарии.
Для обеспечения санитарно-гигиенических условий воздушной среды во всех производственных и вспомогательных помещениях должна быть предусмотрена вентиляция (естественная, механическая или смешанная), отвечающая требованиям норм проектирования промышленных предприятий.
Количество воздуха, необходимого для обеспечения требуемых параметров воздушной среды в рабочей зоне, определяется следующими факторами:
а)в помещениях с тепловыделениями — по избыткам явного тепла;
б)в помещениях с тепло- и влаговыделениями — по избыткам явного тепла, влаги и скрытого тепла в рабочей зоне, с проверкой при необходимости по верхней зоне;
в) в помещениях с газовыделениями — по количеству вредностей, поступающих в рабочую зону, из условий разбавления их до допустимых концентраций.
Проектирование вентиляции по кратности воздухообмена, как правило, не допускается.
Приточный воздух должен забираться в наименее загрязненной зоне с учетом преимущественного направления ветра для данной местности.
За последние годы в производственных помещениях формных и печатных цехов крупных предприятий проектируется кондиционирование воздуха.
На полиграфических предприятиях кондиционирование воздуха должно найти широкое применение, так как в связи с внедрением новой техники, в частности печатной, работающей на повышенных скоростях, процесс печати без кондиционирования воздуха осложняется.
Кроме того, технологические процессы полиграфического производства сопровождаются различными тепло- и влаговыделениями и вызывают необходимость создавать различные комбинации постоянного микроклимата.
Технологические требования к параметрам постоянной температуры и относительной влажности на отдельных процессах должны быть всесторонне обоснованы, а проектируемая система кондиционирования по возможности должна быть проста и экономична.
В нашей стране по одним и тем же типовым проектам строятся полиграфические предприятия в районах с различными климатическими условиями, в связи с чем в типовые проекты вентиляционно-отопительной системы следует вносить соответствующие изменения.
На колебание температуры в помещениях печатных цехов все большее влияние оказывают увеличивающиеся тепловыделения от электроприемников, различных сушильных устройств и самого печатного процесса, а также неравномерного использования печатного оборудования. Колебания температуры нарушают режим печатного процесса и вызывает быструю утомляемость работающих.
У рабочих мест и зон оборудования, выделяющих большое количество производственных вредностей и тепла, необходимо устраивать местные вытяжки, подводя их как можно ближе к местам выделения вредностей.
Технологическое задание на кондиционирование воздуха и вентиляцию составляется отдельно для каждого производственного цеха с разбивкой внутри цеха по отдельным помещениям. Задание должно включать следующие сведения, необходимые для разработки проекта кондиционирования воздуха и вентиляции:
1)наименование, площадь и высота помещений, требующих кондиционирования воздуха и вентиляции;
2)местоположение помещения (корпус, этаж);
3)особенности технологического процесса, обусловливающие необходимость кондиционирования воздуха и вентиляции;
4)параметры внутреннего воздуха — температура и относительная влажность отдельно для зимы и лета;
5)количество смен работы;
6)количество людей, находящихся в помещении в максимально загруженную смену;
7)мощность токоприемников, находящихся в помещении, в квт (отдельно электродвигателей, электронагревателей и осветителей — дуговых фонарей и ламп накаливания);
8)коэффициент использования оборудования с токоприемниками (отдельно электродвигателей и нагревателей);
9)сведенияоб источниках выделения влаги:
а)наименование источника;
б)количество единиц;
в)температура расходуемой воды;
г)поверхность испарения одного источника в м2;
д)номер по спецификации на чертеже.
Этот перечень можно не составлять отдельно, а включать дополнительными графами в общее задание на кондиционирование и вентиляцию.
Теплоснабжение предприятий может осуществляться от районных и собственных котельных. Теплоносителем может быть пар или перегретая вода. Тепло расходуется на отопление и вентиляцию здания, на производственные и бытовые нужды. Отопление предприятия делается в соответствии с отраслевыми правилами.
Пар на производственные нужды расходуется при изготовлении клеев, для увлажнения бумаги в ролевых ротационных машинах, в сушильных установках и для других целей.
2. Проектирование технологической части полиграфического
производства
2.1 Показатели проектируемого издания
Таблица 2.1 – Технические показатели проектируемого издания (журнала)
| № п/п | Наименование показателя | Технические показатели |
| 1 | Наименование издания | журнал |
| 2 | Количество наименований | 10 |
| 3 | Формат издания |
84*108/16 До обрезки: 210*270 После обрезки: 205*260 |
| 4 | Количество страниц | 192 стр. |
| 5 | Объем издания |
Vф.п.л. = 12 Vбум.л. = 6 Vу.п.л. = 20,16 |
| 6 | Красочность | 4+4 |
| 7 | Периодичность | 1 раз в месяц или 12 раз в год |
| 8 | Формат полосы набора (кв.) | |
| 9 | Гарнитура, кегль, нач-ние шрифта |
Осн.текст: Т 41 – 10 Доп. текст: Т / 41 – 8; А 63 - 18 |
| 10 | Тираж (1000 экз.) | 40 |
| 11 | Вид бумаги | Офсетная, 60 г/кв. м. |
| 12 | Тип обложки | № 3 |
| 13 | Способ печати | Офсетный |
| 14 | Способ скрепления | Клеевое-бесшвейное, шитье нитками (ВШРА) |
| 15 | Способ комплектовки | Подборка, накидка |
Таблица 2.2 - Основные требования, предъявляемые к журналу
| Характеристика | Требования |
| Общие требования к внешнему виду | Высокие |
| Красочность | Многокрасочные |
| Качество бумаги | Иллюстрационная |
| Затраты на оформление блоков (закраска обрезов, приклейка каптала, вставка в футляр и др.) | Оформления не требуется |
| Читаемость | Высокие |
| Качество иллюстраций | Высокие и самые высокие |
| Прочность блока | Средние |
| Прочность соединения блока к обложке | Средние |
| Механические нагрузки при использовании | Ниже средних |
| Срок службы | До 3 лет |
В сложившейся ситуации необходимо обеспечение стабильности и максимальной загрузки производства, а также создание условий для повышения качества продукции и снижении уровня цен.
2.2 Выбор и обоснование проектируемого технологического процесса
Способ печати
Вид и способ печати издания зависят главным образом от характера иллюстрационного материала в сочетании с тиражом издания.
Офсет – наиболее современный вид печати, практически вытеснивший все другие виды печати. Этот вид печати позволяет высококачественно воспроизводить как одноцветные, так и многоцветные изображения и тексты. Офсетные печатные машины обладают высокой производительностью, а тиражестойкость печатных форм для плоской офсетной печати составляет 200-300 тыс. оттисков. Это вполне соответствует заданному тиражу.
Кроме того, современное печатное оборудование этого класса оснащено автоматическими системами управления и контроля процесса печатания, что значительно облегчает труд печатника, обеспечивает высокое качество и скорость печатания тиража. Муар традиционно предотвращается на стадии допечатных процессов (изменение углов поворота растровых структур), так как невозможно избежать сдвигов во время печати.
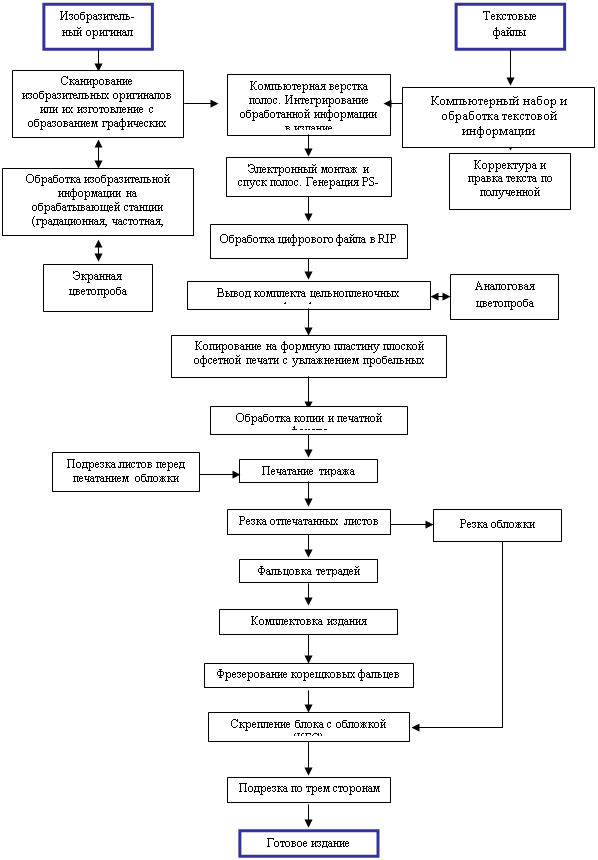
2.3 Схема - Общая технологическая схема изготовления журнала
2.4 Печатный процесс
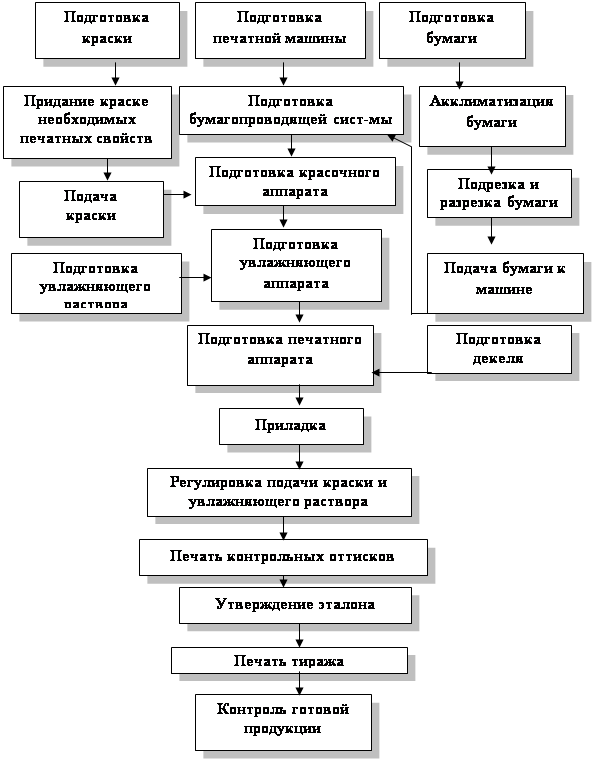
Схема – Технологического схема изготовления журнала в печатном цехе
2.5 Обоснование технологического печатного процесса
Подготовка краски
В процесс подготовки краски к печатанию входят следующие операции:
1) выбор (или составление) краски по цвету в соответствии со шкальными оттисками, эталонами или оригиналом; 2)установление структурно-механических свойств, от которых зависит поведение краски в процессе печатания на данном оборудовании, при определенной скорости печатания; 3)корректирование (при необходимости) физико-химических свойств краски, влияющих главным образом на скорость закрепления краске на оттиске.
Печатные свойства краски - способность печатной краски раскатываться раскатными валиками в красочном аппарате, накатываться накатными валиками на печатную форму, переходить с нее на офсетный цилиндр или сразу на бумагу (запечатываемую поверхность) и закрепляться на ней. Комплекс показателей, определяющих как качественность оттиска с точки зрения полиграфического исполнения, так и надлежащее закрепление самого́ красочного слоя (изображения) на запечатываемую поверхность, сохранность печатного издания в условиях его применения (чтения и хранения).
Печатные свойства красок можно регулировать в соответствии со свойствами используемой бумаги путем изменения их липкости, вязкости, скорости закрепления (высыхания) на оттиске. Печатные свойства красок изменяют введением в них различных вспомогательных веществ.
Подача краски
Предварительная установка подачи краски в печатный аппарат. Точная установка подачи печатных красок может быть выполнена после печати первого листа в несколько этапов. Для дистанционного управления подачей краски на пульте имеются специальные клавиатуры регулирования ее подачи по зонам. Процесс управления происходит как при визуальном контроле, так и с помощью ручных измерительных приборов. Автоматика поддерживает и регулирует точную установку приводки и подачу краски.
Подача краски на отдельные участки формы, разделенной на зоны, зависит от требуемого объема краски на печатной форме. Каждая красочная зона должна быть настроена на подачу соответствующей толщины слоя, на форму в направлении печати. Это достигается изменением угла поворота дукторного цилиндра в красочном резервуаре. Кроме того, существует необходимость точной установки красочных зональных щелей одной печатной секции и следующих за ней других секций.
Подготовка увлажняющего раствора
Увлажнющий раствор - собственно раствор в готовой для работы форме; исключая простейшие модификации печатного оборудования (подача уже составленного раствора из бутыли), раствор в готовом виде после дозирования и введения дополнительных компонентов находится в центральном баке и системе циркуляции. Концентрат увлажняющего раствора - основа (маточный раствор), которая после введения в определенной пропорции в воду становится увлажняющим раствором. Добавка в увлажнение - вспомогательное вещество, придающее увлажняющему раствору дополнительные свойства; вводится, как правило, на последнем этапе, то есть после введения концентрата. Замена термина «концентрат» на «добавка» часто приводит к путанице. Саму воду называть и считать увлажняющим раствором можно лишь в некоторых случаях.
Подготовка бумаги
Подготовка листовой бумаги: нарезка бумаги на нужный формат; подрезка кромок бумаги с выверкой и фиксацией «верного» угла, равного 90о и образуемого продольным и поперечным краями листа, по которым будет производиться выравнивание листа при подаче его в печатные секции, при разрезке после запечатывания на нужные доли и при фальцовке в тетради; подсчёт бумаги и её укладка в стеллажи.
Акклиматизация бумаги
Акклиматизация бумаги — это технологическая операция, в результате которой температура и влажность бумаги приводятся в равновесное состояние с температурой и влажностью воздуха в помещении печатного цеха. Наиболее важна для офсетной печати. Устраняет внутренние напряжения, обеспечивает размерную и деформационную стабильность бумаги, уменьшает вероятность возникновения статического электричества. Проводится либо в атмосфере печатного цеха, либо в камерах кондиционирования.
Подача бумаги к машине
Листопередаточные механизмы - цепи, цилиндры, сектора и прямоугольные рамки, передающие запечатываемый материал в печатный аппарат и выводящие его из печатного аппарата. Листопередаточные механизмы в виде цепи используются, как правило, в машинах, предназначенных для печати на жестких материалах. Чем тоньше и мягче запечатываемый материал, тем меньше диаметр цилиндров листопередаточного механизма, что делает печатную машину более компактной.
Подготовка печатной машины Подготовка машины для выполнения заказа включает различные процессы очистки, предварительной наладки узлов и устройств для подачи бумаги и краски, а также зарядки форм. После этого выполняется точная установка механизмов проводки бумаги, как последний шаг при подготовке к печати.
Подготовка бумагопроводящей системы
1. Зарядка бумаги в самонаклад.
2. Установка листоотделяющих и листотранспортирующих устройств.
3. Установка переднего и бокового упоров.
4. Наладка устройств, регулирующих и контролирующих подачу бумаги (электрических или фотоэлектрических систем, регулирующих высоту подъёма стапеля самонаклада, предотвращающих подачу двойных листов, контролирующих положение листов по отношению друг к другу, фиксирующих правильность перехвата листов — при наличии в машине нескольких печатных секций — и осуществляющих подсчёт отпечатанной продукции).
2.6 Установка приёмного устройства (сталкивателей) по формату
бумаги
Подготовка красочной системы
Подбор краски и регулировка красочного аппарата должны соответствовать характеру печатной формы. Регулировку оценивают визуально по следам, оставляемым передающим валиком на поверхности дуктора. Коррекцию проводят с помощью регулировочных винтов красочного аппарата, пронумерованных в соответствии со шкалой, расположенной для ориентации на распорке между формным и офсетным цилиндрами.
Подготовка увлажняющего аппарата
Увлажняющий аппарат должен обеспечивать в процессе печатания равномерное минимальное, но достаточное смачивание пробельных элементов формы.
Подготовка печатного аппарата
Перед установкой печатной формы в машину необходимо очистить поверхность формного цилиндра, удаляя малейшие загрязнения, остатки краски и консервирующего вещества. Нижняя сторона печатной формы должна быть чистой и сухой, в противном случае происходит незначительное передвижение печатной формы в процессе печатания ("ферма плавает"), что может вызвать отрыв от прижимных крючков.
Подготовка декеля
Декели офсетных цилиндров бывают различными по составу и свойствам. Как мы уже знаем, различают мягкие, полужесткие и жесткие декели. Наибольшее применение находят мягкие декели, состоящие из резинотканевой офсетной пластины и специального сукна- кирзы, подкладываемой под нее. Размер декеля зависит от типа и формата машины.
Приладка
Приладка - это подготовка офсетной печатной машины к печати: установка печатной форм, совмещение изображений на оттиске, регулировка подачи краски. Приладка печатной формы: получение и ознакомление с работой, снятие печатной формы и смывка ее, протирка и смазка машинным маслом.
Печать контрольных оттисков
Пробный цветной совмещенный оттиск содержит все элементы репродуцируемого оригинала, дающий полное представление о его окончательном виде. Он является документом, по которому выдается разрешение на печатание тиража, и служит образцом при его печатании. По оттискам проводят контроль изготовления фотоформ и печатных форм. Печатание проводят с пробных форм на тиражной бумаге и красками, которыми будет печататься тираж.
Пробный оттиск на совмещение красок
Полиграфические оттиски с иллюстрационных печатных форм, изготовленные на пробопечатных станках и предназначенные для контроля результатов цветоделения, градационной передачи изображения и отдельных параметров технологического процесса. Полученные результаты позволяют внести по необходимости корректурные изменения. Пробный оттиск необходим как контрольный экземпляр для работы репродукционного отделения (отделения настольно-издательских систем) и как образец для утверждения заказчиком, а также как основание для подписания оттиска в печать.
Утверждение эталона
Некоторая продукция может изготавливаться не только по ГОСТ или ТУ, но так же и по техническому описанию образца (ТО). По техническому описанию может изготавливаться только та продукция, на которую существует ГОСТ типа «общие технические условия» и в нем написано, что продукция должна соответствовать техническому описанию и образцу-эталону. Этот пункт обычно расположен первым в разделе «технические требования».
Печать тиража
Тираж печатается немедленно после подписания его в печать, поскольку машина настроена и не может быть использована для других работ без риска ее сбить. Не лишним представляется и выборочный просмотр готового тиража на предмет соответствия пробным оттискам. Если соответствие неудовлетворительно, то необходимо перепечатать тираж, поскольку брак был допущен именно типографией. Если вы уже достаточно долго работаете с этой типографией, то риск таких катастрофических ошибок ничтожно мал. После печати тиража типография может произвести и прочие работы, необходимые для конкретного издания: фальцовку, обрезку, переплет и т. п. Результат этих работ, как и любых типографских работ, желательно тщательно контролировать и сообщать работникам типографии о любом обнаруженном браке: коробление переплета, складки при фальцовке, неровный обрез и т. п.
Контроль готовой продукции
Качество полиграфической продукции во многом зависит от материалов, используемых для ее изготовления. Поэтому все материалы, поступающие на предприятия, должны подвергаться контролю на соответствие ГОСТам и ТУ.
На качество продукции значительное влияние оказывает организация труда в цехе и на отдельных производственных участках.
2.7 Выбор оборудования
Таблица 2.3 - Задание на проектирование печатного цеха
| Наим. изд-я |
Кол-во наим. |
Формат и доля листа |
Объем в физ. печ. л. |
Тираж (тыс. экз.) | Крас-ть | Годовое кол-во (тыс.) | |||
|
Печ. листов оттис. |
Физ./ привед. |
Краско-оттисков |
Физ./ привед. |
||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Журнал | 10 | 84*108/16 | 12 | 40 | 4+4 | 4800 | 8064 | 9600 | 16128 |
Таблица 2.4 - Годовая загрузка печатного цеха
|
Наим. изд-я |
Кол-во наим. |
Формат и доля листа |
Объем в физ. печ. л. |
Тираж (тыс. экз.) | Крас-ть | Годовое кол-во (тыс.) | ||||
|
Печ. листов оттис. |
Физ./ привед. |
Краско-оттисков |
Физ./ привед. |
|||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| Журнал | 10 | 84*108/16 | 12 | 40 | 4+4 | 4800 | 8064 | 9600 | 16128 | |
| Кол-во листов прогонов / краскопрогоннов, тыс. |
Ср. часов. произ-ть маш. Отт/ч. |
Кол-во машино-часов на печать |
Годовое Кол-во форм |
Кол-во приладок |
Норма врем. на приладку |
|||||
| Одно назв. | Всего |
Одно назв. |
На все |
Одно назв. |
На все | |||||
| 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | ||
| 960 | 9600 | 5000 | 96 | 960 | 5760 | 12 | 120 | 1,33 | ||
| Общее время на приладку, час. | Общее время на печать и приладку | |||||||||
| Одно название | На все | Одно название | На все | |||||||
| 20 | 21 | 22 | 23 | |||||||
| 15,96 | 159,6 | 111,96 | 1119,6 | |||||||
Таблица 2.5 - Расчет количества печатных машин
| Марка оборуд. |
Годовой фонд времени раб. оборуд. (Тр,час) |
Годовая загрузка, ч |
Коэф. выполнения норм (КВН) 110% |
Расчет кол-ва оборуд., β | Принятое кол-во оборуд. |
| Печатная машина | 1748 | 1119,6 | 1.1 | 0,64 | 1 |
Таблица 2.6 - Расчет количества бумагорезальных машин
|
Марка оборуд. |
Годовой фонд времени раб. оборуд. (Тр,час) |
Годовая загрузка, ч |
Коэф. выполнения норм (КВН) 110% |
Расчет кол-ва оборуд., β | Принятое кол-во оборуд. |
| EUROCUTTER | 1748 | 1008,7 | 1.1 | 0,57 | 1 |
Детальному проектированию подлежит печатный процесс. Рациональный выбор комплекта оборудования для выпуска полиграфической продукции различными тиражами можно осуществлять путем прогнозирования технико-экономических показателей, характеризующих эффективность различных вариантов производства. Так как в полиграфическом производстве продукции любого вида главным является печатный процесс, то правильный выбор печатной машины во многом определяет эффективность всего производства в целом. Одним из решающих факторов выбора технологии печатания и вида печатной машины является характер продукции. При этом будем иметь в виду, что одну и ту же продукцию можно отпечатать на различных типах машин одного вида.
Выбор печатного оборудования
Рулонные ротационные Печатная машина выпускаются для высокой, офсетной и глубокой печати. По назначению рулонные машины подразделяются на газетные и книжно-журнальные. В СССР выпускаются 3 модели газетных машин высокой печати: агрегат ГАУ (ширина бумажного полотна 1680 мм, длина окружности цилиндров 1188 мм, максимальная скорость 30 тыс. об/ч), предназначенный для печати центральных и респектабельных крупнотиражных газет (рис. 5); ПВГ-84 (ширина рулона 840 и 420 мм, длина окружности цилиндров 1188 мм, максимальная скорость 25 тыс. об/ч) - для печати областных и городских газет средними тиражами; ПВГ-60 (ширина рулона 600 мм, длина окружности цилиндров 840 мм, максимальная скорость 18 тыс. об/ч) - для печати районных газет. Книжно-журнальные рулонные машины имеют декель толщиной 1,5-2,0 мм, в то время как у газетных машин 4-4,5 мм. Иллюстрационные книжно-журнальные машины оснащаются сушильными установками, в которых ускоряется закрепление краски. Иллюстрационная книжно-журнальная ротация ПВК-84 предназначена для печати двухкрасочной продукции форматом 840 Х 1100 мм (максимальная скорость 13500 об/ч).
Всё большее распространение получают рулонные машины для офсетной печати, которые применяются, в первую очередь, для многокрасочной двусторонней книжно-журнальной продукции. В таких машинах обычно имеется четырёхцилиндровый печатный аппарат; бумажное полотно проходит между двумя эластичными офсетными цилиндрами, которые наносят изображение одновременно с Печатная машина ПОК-84 (рис. 6) применяются две двухлучевые рулонные звезды, которые могут располагаться на одном этаже с печатной машиной или в нижнем этаже. В СССР выпускается рулонная офсетная машина ПОК-70 с односторонним трёхцилиндровым печатным аппаратом; формат оттиска 700 Х 920 мм, максимальная скорость 18 тыс. об/ч. Готовятся к выпуску (1975) двухсторонние машины с четырёхцилиндровым печатным аппаратом ПОК-84 двух размеров: для форматов оттиска 546x840 мм и 840x1092 мм, максимальная скорость соответственно 30 и 25 тыс. об/ч. Рулонные офсетные машины применяются и для печати иллюстрированных газет.
Плоскопечатные Печатная машина предназначены для печати только способом высокой печати, скорость их работы ниже, чем листовых ротационных, но они позволяют печатать непосредственно с плоских первичных наборных форм или клише; эффективны при печатании небольших тиражей. В плоскопечатных машинах форма закрепляется на плоском столе - талере, совершающем возвратно-поступательное движение, а бумага - на вращающемся цилиндре. Плоскопечатные машины подразделяются двухоборотные, в которых цилиндр совершает два оборота за цикл, однооборотные, стоп-цилиндровые (с останавливающимся цилиндром) и реверсивные. В СССР выпускаются следующие плоскопечатные машины: двухоборотные ПД-З (формат 840 Х 1080 мм, максимальная скорость 3120 циклов в мин), 2ПД-5 (700 Х 1000 мм максимальная скорость 3000 циклов в ч); однооборотные ПС-АЗ (450 Х 600 мм, максимальная скорость 4500 циклов в ч; рис. 7), стоп-цилиндровые ПС-1М (450 Х 600 мм, максимальная скорость 2100 циклов в ч).
Тигельные Печатная машина применяются для печатания малотиражной
Развитие печатного оборудования происходит в направлении преимущественного развития рулонных ротационных машин, создания многокрасочных машин, изготавливающих продукцию за один цикл; увеличения форматов бумаги, повышения скорости работы машин; сокращения непроизводительных простоев путем механизации и автоматизации подготовительных и вспомогательных операций.

Рис. 6. Схема многокрасочной рулонной офсетной машины: 1 - рулон бумаги; 2 - рулонная звезда; 3 - стабилизатор натяжения; 4 - формные цилиндры; 5 - офсетные цилиндры; 6 - сушильные установки; 7 - фальцаппарат.
2.8 Выбор и обоснование выбора материалов печатного процесса
Выбор печатной бумаги
Правильный выбор бумаги, определяемый оптимальным уровнем ее физико-технических и печатных свойств, подготовка бумаги к печатанию, а также соблюдение условий ее хранения во многом предопределяют качество издания. Ассортимент бумаги для офсетной печати включает помимо марок, выпускаемых по ГОСТ 9094, 21444, 6742, 2083, большое разнообразие марок, выпускаемых по техническим условиям (ТУ), разрабатываемым изготовителем бумаги. Кроме того, полиграфическими предприятиями используются различные виды и марки бумаги зарубежного производства. Для правильной ориентации в ассортименте печатной бумаги и точного выбора бумаги для издания необходима следующая информация: - рекомендуемые изготовителем или продавцом назначение бумаги для способа печати и вида издательской продукции; - масса 1 кв. М бумаги; - белизна бумаги; - наличие (отсутствие) механической (древесной) массы в составе бумаги; - наличие (отсутствие) мелового покрытия; - степень отделки поверхности для бумаги без покрытия; стандартная гладкость или повышенная гладкость; - степень отделки поверхности для бумаги с покрытием; (глянцевая или матовая);
Выбор бумаги для издания обусловлен следующими факторами: - дизайном издания; - технологией выпуска; - уровнем сложности изображений и требованиями к качеству печати; - ориентировочным сроком возможной эксплуатации издания; - коммерческой целесообразностью.
Дизайн издания предопределяет использование определенного формата бумаги, ее массы, белизны и степени отделки поверхности. Технология выпуска при выборе бумаги должна соответствовать рекомендуемому назначению бумаги, указанному в НТ-документации на бумагу или оговоренному с поставщиками при закупке. При печатании на рулонных машинах предпочтительно использовать бумагу невысокой массы 1 кв. м (до 80 г), при печатании на листовых – не ниже 60 г. При использовании в дальнейшем технологии бесшвейного скрепления блока целесообразно выбрать бумагу стандартной (машинной) гладкости.
При высоком уровне сложности репродуцируемых изображений и повышенными требованиями к качеству воспроизведения необходимо использовать бумагу с покрытием (мелованную бумагу).
Издания, предназначенные для длительного использования, рекомендуется выпускать на бумаге чисто целлюлозной. Относительно дешевую бумагу с наличием в составе механической (древесной) массы целесообразно использовать для изданий с небольшим сроком эксплуатации – журнальные издания, газеты и т.п.
Формат бумаги для печати выбирают в зависимости от формата издания и доли издания с учетом необходимых допусков на клапанное поле, шлейф, подрезку бумаги, обрезку издания и др. факторов.
Целесообразно соблюдать соответствие формата издания форматному ряду ГОСТ-5773, составленному с учетом существующих форматов полиграфического оборудования и бумаги, выпускаемой целлюлозно-бумажными предприятиями. В противном случае возникают большие отходы.
В нашем случае, бумага для основной части издания (UNION OFFSET) «StoraEnso» 72х102 (см): Офсетная бумага 65 г/м2 и толщиной 0,06 мм.
Бумага для обложки (МAGNO SATIN) «Sappi-Europe» (Нидерланды) 72х102 (см): мелования для листовой офсетной печати, белизна 96%, глянец 50-55%, плотность 120 г/м2
Выбор печатной краски
Выбор печатной краски - определение параметров, которым должна удовлетворять краска для осуществления нормального процесса печатания тиража. При выборе печатных красок необходимо учитывать назначение и характер печатной продукции, конструкцию печатной машины, вид бумаги и основные показатели краски (свето-, водо-, спирто-, щелоче- и кислотопрочность, скорость и характер закрепления печатных красок на оттиске).
Для печатания продукции способом офсетной печати используются только специальные офсетные краски или краски универсального назначения, если в их названии или в технических условиях отражено применение для офсетной печати.
Для четырехцветной печати используются триадные краски: голубая, пурпурная, желтая и черная, которые позволяют получить требуемую гамму цветов и оттенков при соответствующем цветоделении оригиналов. Для составления смесевых красок используются системы смешения "Радуга" или "Пантон" по рецептуре весовых соотношений смешиваемых компонент, позволяющей воспроизвести нужный цвет при печати. Каждый образец цвета в каталоге цветов снабжен своей рецептурной таблицей. В основу этих систем смешения положены триадные краски, соответствующие по колориметрическим параметрам Европейскому стандарту (пурпурная, желтая и голубая), три краски, соответствующие вторичным цветам европейской гаммы (красная, зеленая и фиолетовая) и еще две дополнительные краски, выбранные с учетом недостатков триадного охвата в оранжевой и пурпурной областях (оранжевая и краснофиолетовая). В систему включены также черная и белая краски.
Российскими производителями печатных красок принята четырехзначная индексация серий красок в соответствии с четырьмя признаками: вид печати (офсетному способу соответствует цифра "2"); тип печатного оборудования и наличие сушки (вторая цифра); характер продукции (третья цифра); печатный материал (четвертая цифра). Помимо четырехзначного шифра, обозначающего серию красок, через дефис используются еще две цифры для обозначения колористических свойств и дополнительная цифра, характеризующая принадлежность к триаде. Тираж рекомендуется печатать красками одной триады.
Для печатания нашего тиража выбираем краски STAR GLOSS (Стар Глос). Свойства: нет пыления; повышенное содержание пигмента; быстрое впитывание; нормальная сушка): желтая G8008, пурпурная P8008, голубая B8008, черная S8008. Pantone Process Blue C (синяя процесс) В26420 – универсальная смесевая краска для печати на любых типах бумаг и картона.
Технико-экономические показатели и результаты
| Показатели | Способ расчета |
|
1. Затраты на учетную единицу продукции, млн. тг. |
на 1000 привед. кр.-оттисков: на 1000 физ. л-оттисков: |
| 2.Среднегодовая заработная плата рабочего, млн. тг. |
|
|
3.Фондоемкость Продукции, млн. тг. |
Капитальные затраты kОБ = 24800000 руб. на 1000 привед. кр-оттисков: на 1000 физ. л-оттисков: |
| 4. Фондоотдача, млн.тг. |
Капитальные затраты kОБ = 24800000 руб. для 1000 привед. кр-оттисков: для 1000 физ. л-оттисков: |
|
5. Проектная рентабельность |
Примем, что проектная
рентабельность составляет: |
|
6. Прибыль от реализации, млн.тг. |
|
| 7. Объем реализованной продукции, млн. тг. |
|
|
8. Затраты на 1 тг. реализованной продукции |
|
| 9. Срок окупаемости капитальных вложений, млн.тг. |
Капитальные затраты kОБ = 24800000
|
| 10. Безубыточный объем производства, млн.тг. |
1) Р – постоянные расходы; С – переменные расходы.
2) на 1000 привед. кр-оттисков: на 1000 физ. л-оттисков: 3) на 1000 привед. кр-оттисков: на 1000 физ. л-оттисков: |
График наглядно показывает соотношение прибыли и убытков, а также положение точки безубыточности, в которой прибыль равна нулю.
3. Охрана труда и безопасности жизнедеятельности
3.1 Санитарная и противопожарная характеристика производства
полиграфических предприятий
Проектирование промышленных предприятий регламентируется санитарными нормами СН 245—63, строительными нормами и правилами СНиП II-м. 2—62, а полиграфических предприятий еще и отраслевыми «Правилами по технике безопасности и производственной санитарии на полиграфических предприятиях».
Полиграфическое производство, как правило, имеет сравнительно небольшую вредность, поэтому их размещение возможно вблизи жилой зоны с соблюдением правил санитарной защиты.
Наиболее вредными участками на полиграфических предприятиях являются цехи глубокой печати, в которых используются краски на летучих, взрывоопасных и вредных растворителях — толуоле, ксилоле и бензине, отделения травления в цинкографии, некоторые участки в цехах изготовления форм офсетной и глубокой печати и другие отделения, работа которых связана с типографскими сплавами.
При проектировании следует иметь в виду, что вредность производства на отдельных участках постепенно снижается. Так, например, в цинкографии вытяжные шкафы и ванны травления заменяются герметически закрытыми травильными машинами, внедряются новые технологические процессы и т. д. В цехах глубокой печати вредные растворители, как например толуол и ксилол, заменяют менее вредными (бензином), для улавливания паров растворителей красок проектируются рекуперационные установки. От машин глубокой печати дополнительно к вытяжным устройствам, входящим в конструкцию, делают отсосы от мест возможного распространения вредностей в помещение цеха. В наборных и стереотипных цехах гартоплавильные котлы машин оборудуются местными отсосами, а забираемый воздух перед выбросом в атмосферу подвергается очистке. К производственным вредностям также относятся шумы, поэтому строить производственные корпуса вблизи жилых зданий нежелательно.
В санитарных нормах и отраслевых правилах содержатся требования к участку для строительства, к генеральному плану предприятия, водоснабжению и канализации, к производственным и вспомогательным зданиям и сооружениям, к вентиляции, отоплению и освещению предприятий. В соответствии с санитарными нормами проектируется состав, оборудование и устройство бытовых помещений предприятия.
По нормам и правилам строительного проектирования промышленное производство по степени пожарной опасности подразделяется на пять категорий. Производственные цехи и отдельные участки в цехах имеют разную степень пожарной опасности и относятся к одной из пяти категорий.
К категории «А» относятся производства, связанные с применением взрывоопасных веществ. К категории «Б» относятся такие же производства, что и к категории «А», но с более высокой температурой вспышки паров. К категории «В» относятся производства, связанные с обработкой или применением твердых сгораемых веществ и материалов, к категории «Г» — производства, связанные с обработкой несгораемых веществ и материалов в горячем или расплавленном состоянии и сопровождающиеся выделением лучистого тепла, а к категории «Д» — производства, связанные с обработкой несгораемых веществ и материалов в холодном состоянии.
На полиграфических предприятиях с законченным циклом производства обычно наибольшую площадь занимают цехи с производством, относящимся к категории «В», для которой нормами предусмотрено строительство зданий 1-й степени огнестойкости полностью из несгораемых материалов. В них не ограничивается этажность и площадь помещений между брандмауерными стенами. В подобных зданиях допускается размещать и производство категории «А».
В многоэтажных зданиях 1-й степени огнестойкости цехи глубокой печати рекомендуется располагать в верхних этажах; в отдельных случаях, если это вызвано технологическими причинами, допускается размещение их в нижних этажах, например на крупных специализированных предприятиях. В одноэтажных зданиях цехи глубокой печати следует располагать в торце корпусов с разделением помещений цеха брандмауерными стенами.
Противопожарные нормы регламентируют эвакуационные выходы, ширину маршей лестниц, дверных проемов, пожарное водоснабжение и т. п.
3.2 Мероприятия по снижению шумов и вибраций
При проектировании полиграфических предприятий предусматривать меры, снижающие вибрацию машин и способствующие гашению шума.
Вибрация машин снижает их производительность, ухудшает качество продукции и повышает эксплуатационные расходы на содержание оборудования. Шум в производственных условиях вредно влияет на самочувствие, а при большой его силе — и на здоровье работающих и снижает производительность труда.
Уменьшение вибрации может быть достигнуто установкой машин на виброизоляционные эластичные прокладки, а при большом парке однотипных машин, например в печатных цехах, виброизоляционный материал может быть уложен под полом всего помещения, где установлены машины.
Мероприятия, снижающие уровень шума, могут носить комплексный или местный характер в зависимости от величины шума; а именно — устройством перегородок из звукопоглощающих материалов, облицовкой стен и потолков этими материалами и т. д. В отдельных случаях экономически целесообразно размещать машины, издающие большой шум, в изолированных помещениях, удаленных от основных цехов, и не прибегать к использованию звукоизоляционных материалов (например, шлифовальные машины для подготовки офсетных пластин).
Направление развития техники полиграфического производства обязывает проводить широкие меры борьбы с шумом и вибрацией при проектировании производственного здания и при планировке. Такими мерами могут быть:
а)изоляция производственных цехов и технологических отделений с разными условиями труда;
б)размещение в отдельных корпусах средних и крупных предприятий печатных и отделочных цехов;
в)размещение печатных цехов при небольших объемах производства на нижних этажах с установкой машин на виброизоляционные прокладки;
г)размещение производственных цехов и отделений с оборудованием, создающим шум и вибрации, в одной части корпуса (при проектировании крупных предприятий в одном корпусе) с изоляцией ее капитальными стенами и виброизоляционными прокладками;
д)основание пола одноэтажных зданий следует разделять на отдельные участки вертикальными виброизоляционными прокладками, в особенности на границах раздела цехов или отделений с тяжелым вибрирующим оборудованием.
Оборудование формных цехов, издающее большой шум, но требующее по условиям технологического процесса своей установки рядом с участками со спокойной работой (например, наборные букво- и строкоотливные машины), следует устанавливать в изолированных помещениях на специальные звукопоглощающие основания.
3.3 Микроклимат в зоне рабочего места
Микроклимат производственных помещений — климат внутренней среды этих помещений, который определяется действующими на организм человека сочетаниями температуры, влажности и скорости движения воздуха, а также температурой окружающих поверхностей.
Терморегуляция — физиологическая способность организма регулировать теплообмен между организмом и окружающей средой в зависимости от метеорологических условий, сохраняя температуру тела на постоянном уровне.
В условиях теплового равновесия (при QB = Q0) у человека терморегуляционный механизм работает без напряжения, ощущается тепловой комфорт, хорошее самочувствие и высокая работоспособность. Поэтому обеспечивающий их микроклимат является оптимальным и комфортным.
Длительное и интенсивное перегревание и переохлаждение организма могут привести к нарушению его компенсаторно-защитных механизмов и развитию патологического состояния. Так, стойкое переохлаждение вызывает угнетение центральной нервной системы, снижение всех видов кожной чувствительности и нейротрофические изменения тканей конечностей, расстройство периферийных кровеносной и нервной систем, заболеваниям суставов (радикулиты невриты, миозиты и др.). А стойкое перегревание - угнетение нервной системы, нарушение сердечно-сосудистой системы и водно-солевого обмена, тепловой удар и т.д.
Температура воздуха производственных помещений зависит от температур атмосферного воздуха и окружающих поверхностей. а последние в свою очередь — от времени года и характера технологии производства соответственно.
При температуре более 33oС теплообмен происходит в основном за счет испарения влаги, а при менее 12oС - путем конвекции и излучения. Длительное воздействие tB>33 oС приводит к перегреву организма и нарушению в нем водно-солевого обмена (благодаря потере вместе со влагой и много солей), а tB<12oС - к переохлаждению организма.
В связи с изложенным в производственных помещениях температура воздуха считается оптимальной 16 — 25оС и допустимой 13 — 28oС.
Влажность воздуха — количество в нем паров воды. Различают максимальную, абсолютную и относительную влажность. Максимальная влажность — максимально возможное количество паров в 1м3 воздуха (г/м3 ) или упругость насыщенного пара (Пa) при данной температуре. Абсолютная влажность — фактическое количество паров в 1м3 воздуха (г/м3) или парциальное давление пара (Па) при данной температуре. Относительная влажность (Вo) — отношение абсолютной влажности к максимальной, выраженное в %. Разница между максимальной и абсолютной влажностью — дефицит насыщения воздуха паром.
С повышением относительной влажности — Вo теплопотерь испарением влаги с поверхности кожи уменьшается, а при Вo >85% почти прекращается. Но само потовыделение и связанное с ним обезвоживание и обессиливание организма со всеми из них вытекающими отрицательными последствиями будут продолжаться.
Слишком низкая относительная влажность менее 20% особенно в сопровождении высокой температуры воздуха является причиной пересыхания (обезвоживания) слизистых оболочек дыхательных путей, т.е. ощущения сухости вдыхаемого воздуха.
Подвижность воздуха начинает ощущаться при скорости V> 0,15 м/с. Ее действие на организм человека проявляется в совокупности с температурой воздуха tB и человеческого тела tЧ , а также относительной влажностью Вo . При tB<tЧ с увеличением V усиливается теплоотдача конвекцией и испарением (когда невысока Вo_), следовательно, улучшается самочувствие и повышается работоспособность человека. Однако при чрезмерно низкой tB наступает значительное превышение теплопотерь над теплообразованием и как следствие переохлаждение организма, что усиливается при повышении Вo.
На этой основе принято считать скорости движения воздуха оптимальными 0,3 — 0,5 м/с и допустимыми 0,2 — 1,0 м/с.
Таблица 3.1 - Оптимальные и допустимые нормы температуры, относительной влажности и скорости движения воздуха в рабочей зоне производственных помещений
| Сезон года | Категория работ |
Температура воздуха, oC |
Относительная влажность, % | Скорость движения воздуха, м/с | |
| Оптимальные | |||||
| Холодный и переходной периоды года | Легкая I | 20-23 | 60-40 | 0,2 | |
| Сред. тяжести IIа | 18-20 | 60-40 | 0,2 | ||
| Сред. тяжести IIб | 17-19 | 60-40 | 0,3 | ||
| Тяжелая III | 16-18 | 60-40 | 0,3 | ||
| Теплый период года | Легкая I | 22-25 | 60-40 | 0,2 | |
| Сред. тяжести IIа | 21-23 | 60-40 | 0,3 | ||
| Сред. тяжести IIб | 20-22 | 60-40 | 0,4 | ||
| Тяжелая III | 18-21 | 60-40 | 0,5 | ||
| Допустимые | |||||
| Холодный и переходной периоды года | Легкая I | 19-25 | 75 | 0,2 | |
| Сред. тяжести IIа | 17-23 | 75 | 0,3 | ||
| Сред. | 15-21 | 75 | 0,4 | ||
| тяжести IIб | |||||
| Тяжелая III | 13-19 | 75 | 0,5 | ||
| Теплый период года | С незначи- тельным избытком явного тепла | Легкая I | Не более чем на 3 выше t* (но не более 28) |
не более: при 28 0C 55 при 27 0C 60 при 26 0C 65 при 25 0C 70 при 24 0C 75 |
0,2-0,5 |
| Сред. тяжести IIа | 0,2-0,5 | ||||
| Сред. тяжести IIб | 0,3-0,7 | ||||
| Тяжелая III | то же, но не более 26 | 0,3-0,7 | |||
| Со значительным избытком явного тепла | Легкая I | не более чем на 5 выше t* (но не более 28) | 0,2-0,5 | ||
| Сред. тяжести IIа | 0,3-0,7 | ||||
| Сред. тяжести IIб | 0,5-1,0 | ||||
| Тяжелая III | то же, но не более 26 | 0,5-1,0 | |||
СПИСОК ЛИТЕРАТУРЫ:
1. Ю.С. Левин, П.А. Матвеев, К.-Д. Маудрих. Производственные процессы в полиграфии: проектирование и расчет: М. – «Книга», 1985
2. Проектирование полиграфического производства. Методические указания по курсовому проекту для специальности 281400 «Технология полиграфического производства»: М. – МГУП, 2000
3. Раскин А.Н., Ромейков И.В., Бирюкова Н.Д., Муратов Ю.А., Ефремова А. Н. Технология печатных процессов: М. – «Книга», 1989
4. Воробьев Д.В., Дубасов А.И., Лебедев Ю.М. Технология брошюровочно-переплетных процессов: М. – «Книга», 1989
5. Основы экономической деятельности полиграфических предприятий. Методические указания по выполнению курсовой работы для специальности 281400 «Технология полиграфического производства»: М. – МГУП, 2001
6. Единые нормы времени и выработки на процессы полиграфического производства. Для важнейших предприятий: М. – "Книжная палата", 1988
7. Положение о техническом обслуживании и ремонте оборудования полиграфических предприятий: М. – «Книжная палата», 1990
8. Нормы расхода материалов на полиграфических предприятиях: М. – «Книжная палата», 1987
9. Нормы отходов бумаги на технологические нужды производства: М. – «Книжная палата», 1989
10. Нормы расходования основных полиграфических материалов: М. – МГУП, 2003
11. Гиленсон П.Г. Справочник художественного и технического редакторов: М. – «Книга», 1988
12. Технология изготовления печатных форм. Под общей ред. д.т.н., проф. Шеберстова В.И.: М. - «Книга», 1990 г.
13. Материалы выставки «ПОЛИГРАФ-ИНТЕР 2003»
Перепечатка материалов без ссылки на наш сайт запрещена