Курсовая работа: Автоматизированная система управления процессом производства технического углерода
Курсовая работа: Автоматизированная система управления процессом производства технического углерода
Курсовая работа
по дисциплине "Проектирование автоматизированных систем"
Тема: Автоматизированная система контроля учета сырья и готовой продукции на производственном объекте
Содержание
1. Введение
2. Постановка задачи
3. Исходные данные
4. Описание объекта автоматизации
5. Особенности производства
6. Функционирование автоматизированной системы
7. Аппаратные и программные средства
8. Назначение АСУ
9. Функции АСУ
10. Диаграммы UML
Заключение
Список литературы
1. Введение
Автоматизированная система управления технологическим процессом — комплекс программных и технических средств, предназначенный для автоматизации управления технологическим оборудованием на предприятиях. Обычно имеет связь с автоматизированной системой управления предприятием (АСУ П). Под АСУ ТП обычно понимается комплексное решение, обеспечивающее автоматизацию основных технологических операций на производстве в целом или каком-то его участке, выпускающем относительно завершенный продукт. Термин автоматизированный в отличие от термина автоматический подчеркивает возможность участия человека в отдельных операциях, как в целях сохранения человеческого контроля над процессом, так и в связи со сложностью или нецелесообразностью автоматизации отдельных операций. Составными частями АСУ ТП могут быть отдельные системы автоматического управления (САУ) и автоматизированные устройства связанные в единый комплекс. Как правило АСУ ТП имеет единую систему операторского управления технологическим процессом в виде одного или нескольких пультов управления, средства обработки и архивирования информации о ходе процесса, типовые элементы автоматики: датчики, контроллеры, исполнительные устройства. Для информационной связи всех подсистем используются промышленные сети.
2. Постановка задачи
Целью курсовой работы является закрепление полученных знаний для разработки схем, UML-диаграмм, блок-схем и алгоритмов решения задач. В данной курсовой работе разработан алгоритм учета муки и готовой продукции на булочно-кондитерском комбинате. Построение UML – диаграмм производится в CASE – системе Rational Rose Enterprise Edition.
Перечень обязательных вопросов, подлежащих исследованию в курсовой работе:
1. Описание объекта автоматизации: Назначение, состав, расположение объекта автоматизации.
2. Концептуальная схема АСУТП и АСУП: Общая блок-схема АСУ (содержит объект управления, автоматизированную систему, источник информации, документооборот).
3. Назначение АСУ: Задачи, решаемые объектом автоматизации.
4. Функции АСУ: Задачи, решаемые при управлении объектом автоматизации (планирование, измерение, регистрация, регулирование, защита, сигнализация и т.п.).
5. Архитектура системы: Иерархическая структура АСУ, ее межэлементная взаимосвязь (горизонтальные, вертикальные, обратные связи).
6. Разработка программы реализации информационной системы АСУ на основе UML: Комплекс диаграмм.
7. Техническая реализация АСУ: Используемая в АСУ элементная база, вычислительные средства и их характеристики, средства связи и т.д.
8. Функционирование системы: Взаимосвязь АСУ и объекта автоматизации, характер функционирования АСУ (в реальном времени, циклически, постоянно, временно и т.п.).
9. Особенности реализации АСУТП: Требования, предъявляемые к качеству процесса управления, и их реализация, с учетом объекта автоматизации и задач, стоящих перед объектом.
10. Выводы.
3. Исходные данные
Автоматизированная система управления процессом производства технического углерода. //СТА: Современные технологии автоматизации. /Изд-во “СТА-ПРЕСС”. – М., 2003 №4 стр. 24. www.cta.ru
4. Описание объекта автоматизации
Как известно, технический углерод, или сажа, используется как один из основных компонентов при изготовлении красок, пластмасс, резины и многих других материалов. Изделия из таких материалов находят широкое применение в различных областях жизни и деятельности человека. Самое массовое из этих изделий на сегодняшний день — автомобильные шины. В наше время существует множество методов производства сажи. И все же основным до сих пор является печной способ, который предполагает термическое разложение тяжёлых предельных углеводородов при малом доступе воздуха в специализированных печах. Из образующейся в результате газовой смеси сажа извлекается путём улавливания при помощи специальных фильтров. Объектом автоматизации является реакторное отделение цеха № 1 НКТУ, в состав оборудования которого входят восемь цилиндрических реакторов, попарно образующих четыре технологических потока, соответствующих разным маркам выпускаемого технического углерода. Первый и второй потоки включают в себя по два реактора типа РС105/2000, третий и четвертый потоки — по два реактора типа РС50/3500. На каждом из потоков работает только один из реакторов, другой находится в резерве.
Не вдаваясь в детали различия конструкций реакторов разных типов, опишем в общем виде строение технологической установки получения печного технического углерода (рис. 1).
Реактор представляет собой цилиндрическую печь с наружным диаметром около двух метров. Изнутри печь выложена огнеупорным кирпичом таким образом, что образуется круглая в сечении рабочая зона диаметром приблизительно 300 мм. В передней торцевой части печи расположены форсунки для
В данной статье рассматриваются различные аспекты создания АСУ ТП производства технического углерода на примере системы, разработанной по заказу ОАО «Нижнекамский завод технического углерода». Представленная система обладает высокими эксплуатационными характеристиками и при этом имеет относительно низкую себестоимость. Особое внимание в статье уделяется вопросам организации аппаратного резервирования подачи газа и воздуха на горение. Рабочая зона делится на четыре части. Первая, прилегающая к передней торцевой части реактора, — зона горения. В этой зоне происходит сжигание природного газа для создания и поддержания необходимой температуры в реакторе. Вторая зона — зона реакции. Она расположена сразу после зоны горения, в ней происходит собственно разложение углеводородного сырья. Сырьё (пиролизная смола) впрыскивается в зону реакции через четыре сырьевые форсунки, расположенные радиально по бокам реактора. Третья и четвертая зоны — соответственно зона предзакалки и зона закалки. В этих зонах формируется структура сажевых зёрен, влияющая на свойства технического углерода. Процесс формирования зёрен зависит от температурного режима, который поддерживается путём впрыска воды через водяные форсунки, установленные по бокам реактора. В задней торцевой части реактора находится труба (газоход), по которой аэрозоль технического углерода движется в холодильник-ороситель, где охлаждается путем впрыска воды и передаётся в отделение улавливания. Таким образом, каждая технологическая установка имеет ряд регулируемых параметров:
расход газа, расход сырья, расход воздуха высокого давления, расход химически очищенной воды. Регулируя эти параметры, необходимо поддерживать требуемый температурный режим во всех зонах реактора и холодильника-оросителя.
Опуская подробности физико-химических процессов получения активного печного углерода, затронем только технический и программный аспекты созданной АСУ ТП производства технического углерода.
ТЕХНИЧЕСКИЙ АСПЕКТ СИСТЕМЫ
При выборе технических средств перед разработчиками (фирма «Эталон
ТКС») стояла задача подобрать такое
оборудование, чтобы обеспечить заданную надёжность при минимизации Нашими специалистами было проведено комплексное исследование предложенных вариантов, включавшее оценку мощности вычислительных ресурсов, необходимости резервирования,
расчёт среднего времени наработки на отказ и вероятности безотказной работы.
Разработанная структура технического обеспечения АСУ ТП учитывает разбиение объекта автоматизации на технологические потоки и построена по принципу максимального их разделения, так чтобы выход из строя компонентов комплекса технических средств АСУ ТП одного потока не влиял на работу других потоков.
Структура комплекса технических средств АСУ ТП для 14 технологических потоков НКТУ представлена на рис. 2.
Она включает в себя следующие уровни:
уровень датчиков и исполнительных устройств;
уровень устройств ввода-вывода;
уровень управляющих станций;
уровень взаимодействия системы управления с оператором (интерфейсный уровень).
Особое место в структуре занимает сетевое оборудование, при помощи которого осуществляется связь между верхними уровнями по сети Ethernet.
Уровень датчиков и исполнительных устройств в данном проекте реализован преимущественно на отечественных изделиях, что существенно снижает
стоимость системы. Уровень устройств ввода-вывода построен на контроллерах сбора данных и управления ADAM5000/TCP (Advantech) с портом промышленной сети Ethernet, укомплектованных модулями ввода-вывода серии ADAM5000 следующих типов:
ADAM5017 — 8-канальный модуль
аналогового ввода;
ADAM5018 — 7-канальный модуль ввода сигналов термопар;
ADAM5024 — 4-канальный модуль аналогового вывода;
ADAM5051 — 16-канальный модуль дискретного ввода;
ADAM5056 — 16-канальный модуль дискретного вывода.
На каждый поток приходится по три контроллера ввода-вывода (рис. 3): основной управляющий, резервный и контроллер сбора общецеховых параметров. Основной управляющий контроллер обеспечивает управление реакторами потока. Резервный контроллер включается в работу при отказе основного контроллера и полностью берет
на себя управление технологическими установками. Переключение с основного контроллера на резервный осуществляется путём автоматической механической перекоммутации каналов ввода-вывода, причем удалось обеспечить безударный переход на резервное оборудование без потери управления технологической установкой. Контроллер сбора общецеховых параметров обеспечивает получение данных, общих для двух соседних (идентичных по типу используемых реакторов) потоков. В случае выхода из строя такого контроллера на одном из потоков сбор общецеховых параметров продолжается аналогичным контроллером соседнего потока.
На уровне управляющих станций реализуется логика управления технологическим объектом, в соответствии с которой производится обработка и анализ поступающей с устройств ввода-вывода информации и генерация управляющих воздействий по заданным алгоритмам регулирования. Управляющие станции являются центральным «мозгом» системы, здесь производятся расчёты по сертифицированным алгоритмам нормированных
расходов газа, сырья, воздуха и воды, вычисляются управляющие воздействия по ПИД_алгоритмам, осуществляется автоматический перевод технологического оборудования из одного режима в другой, реализуется логика противоаварийной защиты и т.п.
В проекте реализовано резервирование управляющих станций. Так как технологические установки первого и второго, а также третьего и четвёртого потоков полностью идентичны, управляющие станции идентичных потоков взаимно резервируют друг друга. Так, например, при отказе станции первого потока управление первым потоком возьмет на себя станция второго потока.
Уровень управляющих станций АСУ ТП реализован на базе процессорных
плат PCA_6178 (Advantech) с процессором Intel Pentium III 550 MГц. В комплекте с необходимым периферийным оборудованием (ОЗУ и НЖМД) каждая такая плата представляет собой мощную и современную промышленную станцию управления. Выбор столь мощной процессорной платы обусловлен широким набором перечисленных задач, реализуемых на управляющих станциях; кроме того, было учтено, что в режиме резервирования одна станция ведёт управление сразу двумя технологическими потоками, в каждом из которых потенциально может находиться до двух работающих реакторов.
Плата PCA-6178 имеет интегрированный сетевой адаптер стандарта Ethernet. Плата устанавливается в низкопрофильное промышленное шасси
IPC-602 фирмы Advantech (рис. 4). Устройства ввода-вывода и управляющие станции каждого потока размещаются 26 в 19" шкафах со степенью защиты IP65.
5. Особенности производства
На крупном хлебо-булочном предприятии мука хранится в силосах. Это большие вертикальные цилиндрические емкости на 30-35 тонн исходного сырья. Полтора десятка силосов, обвязанные трубами сжатого воздуха и пневмотранспорта, представляют собой склад бестарного хранения муки (БХМ).
Доставляется мука на предприятие в муковозах. На автомобильных весах производится начальное взвешивание муковоза. В зависимости от сорта муки емкости муковоза подсоединяют с помощью гибкого рукава-шланга ко входу определенного силоса, включается компрессор муковоза, и воздушно-мучная смесь сверху загружается в силос.
Это процесс закачки. По окончании закачки пустой муковоз снова проходит операцию взвешивания – так определяется количество доставленной муки.
На технологические линии изготовления булочно-кондитерских изделий мука со склада БХМ поступает по трубам пневмотранспорта: открывается вентиль сжатого воздуха, включается роторный питатель определенного силоса, и воздушно-мучная смесь из нижней конусообразной части силоса, пройдя через просеиватель и десятки метров труб, оказывается в необходимом производственном бункере. Это процесс откачки муки из силоса.
В конце каждой смены снимается информация по остаткам муки в каждом силосе, после чего эти данные передаются сменным мастерам, начальнику цеха, а также в бухгалтерию. Делалось это до внедрения автоматизированной системы учета расхода муки следующим образом: оператор БХМ, поднявшись на последний этаж, с помощью карманного фонаря через люки по верхней кромке муки оценивал ее количество в каждом силосе. Такой контроль количества сырья порой приходилось делать на смену несколько раз, так как в процессе закачки-откачки необходимо постоянно представлять себе меру загруженности силосов: переполнение силосов чревато плачевными последствиями, а недогруз ведет к неэффективному использованию их объемов. Но самое главное, такая субъективная оценка количества муки дает большую погрешность определения остатков (до двух-трех тонн на силос). Дело в том, что различные сорта муки имеют разную плотность, и если ржаной муки в силос можно загрузить до 30-31 тонны, то муки высшего сорта – до 35 тонн. Кроме того, в процессе откачки муки в нижней конусообразной части силоса образуются пустоты, порой большие по объему, которые не просматриваются сверху сквозь толщу муки даже с фонарем.
Оператор БХМ в течение трудовой смены, помимо силосов, постоянно имеет дело еще со множеством другого оборудования: с несколькими просеивателями, парой десятков производственных бункеров. Все это оборудование территориально разбросано. Кроме приема доставленной муковозом муки, оператор должен вовремя заполнить определенный производственный бункер необходимым сортом муки или необходимой смесью разных сортов муки для того, чтобы не было простоя в работе следующих производственных участков технологической цепочки. Оператор должен быть постоянно начеку и вовремя выключить подачу муки в тот или иной бункер во избежание его переполнения или при возникновении аварийной ситуации. Все сказанное требует создания системы, которая бы собирала текущую информацию о работе оборудования и отобразила бы ее в операторной в компактном и удобном для восприятия виде.
Необходимо сказать, что на данном предприятии информация собиралась и отображалась на больших мнемощитах с помощью лампочек накаливания. С этих же мнемощитов при помощи кнопок и переключателей можно было включать электродвигатели роторных и шнековых питателей, управлять кранами-переключателями, направляя муку в тот или иной производственный бункер. Но вследствие низкой надежности элементов этой лампочно-кнопочной системы все, что осталось работоспособным к моменту разработки новой системы, - это несколько лампочек индикации переполнения бункеров и кнопки включения роторных питателей.
6. Функционирование автоматизированной системы
Задача перед разработчиками автоматизированной системы первоначально ставилась простая: в режиме реального времени отслеживать количество муки в каждом силосе с помощью современных аппаратно-программных средств. Тривиальность технического решения этой задачи очевидна: использование тензодатчиков и тензопроеобразователей, преобразование кодов АЦП в реальные значения весов, сохранение данных в электронном архиве АРМ оператора и передача этих данных в виде отчетных форм на сервер локальной компьютерной сети предприятия для бухгалтерии. Точность учета остатков муки с помощью такой системы увеличивается на порядок. Но система, постоянно сканирующая информацию о значениях веса муки в силосах, при небольшой доработке может выполнять еще ряд немаловажных функций, которые позволяют более эффективно использовать объемы силосов и в какой-то мере облегчают труд оператора БХМ. Остановимся подробнее на этих функциях.
Кроме значений веса, система может подсчитывать и выдавать на экран дисплея АРМ оператора данные о свободных объемах силосов. Для этого программа использует значение максимального веса муки данного сорта, который можно загрузить в силос. Оператор имеет возможность нажатием кнопки мыши переназначать сорт перед загрузкой в пустой силос муки другого сорта. Система по назначенному сорту корректирует значение максимального веса и в дальнейшем это значение использует для подсчета свободных объемов. В результате имеется оперативная информация, владея которой, можно рационально и эффективно использовать объемы силосов. При превышении максимального веса муки в процессе закачки система сама прекратит закачку путем отключения компрессора муковоза во избежание переполнения силоса. Назначение сортов муки для силосов позволяет системе также подсчитывать общее количество наличной муки по разным сортам.
Система предоставляет оператору возможность “делить” муку с одного муковоза в несколько силосов. В этом случае оператор должен предварительно задать значение веса муки для закачки в первый силос. Когда в силос закачивается заданный вес, система автоматически отключит компрессор муковоза. Емкости муковоза подключаются ко входу второго силоса, и задается новое значение закачиваемого веса. Эти операции повторяются до тех пор, пока вся доставленная мука не будет “раскидана” в несколько силосов.
Если во входные трубы силосов встроить датчики (рис 2), фиксирующие моменты начала и окончания закачки, то появляется возможность в автоматическом режиме определять количество закачанной за каждый сеанс муки.
При появлении потока воздушномучной смеси срабатывает датчик, система запоминает начальный вес силоса. В конце закачки по обратному срабатыванию датчика определяется конечный вес. В результате имеем вес муки, доставленной муковозом. Может сложиться ситуация, что в это время идет откачка из данного силоса. В таком случае система автоматически прерывает откачку путем отключения роторного питателя силоса с началом закачки.
Введя в систему сигналы с контактов магнитных пускателей включения роторных питателей откачки силосов, можно отслеживать в реальном времени количество откачанной муки. Эта информация позволяет оператору держать под контролем процесс заполнения производственных бункеров и скоростью откачки.
Система подсчитывает также общее количество муки, закачанной в данный силос и откачанной из силоса за смену, за сутки, а также суммарное количество муки одного сорта по силосам. Эта информация отображается на экране дисплея, а также заносится в отчетные формы для бухгалтерии.
Для изготовления некоторых видов продукции требуется засыпать в производственный бункер смесь из разных сортов муки. При этом важно точно соблюдать заданное процентное соотношение сортов. Прежде это соотношение определялось буквально по цвету полученного теста. Естественное желание получить более качественную продукцию приводило к перерасходу более дорогих сортов муки. Как уже было отмечено, система имеет возможность определять количество откачанной муки в процессе откачки. При одновременной откачке из более чем одного силоса с разными сортами муки система использует эти данные для определения процентного соотношения сортов. У оператора перед глазами имеется текущее процентное соотношение, и он может оперативно регулировать скорости откачки из силосов, приводя процентное соотношение к требуемому (рис. 3).
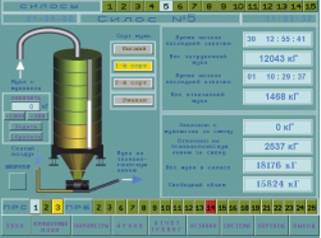
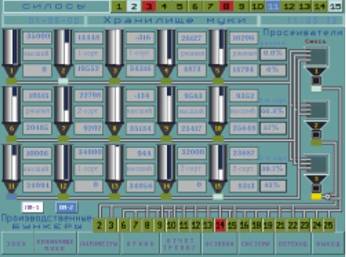
Рисунок 1. Состояние силосов на АРМ-оператора
Процентные соотношения сохраняются в архиве для последующего анализа, если в этом возникнет необходимость.
В процессе откачки муки из силоса часто возникает неприятная ситуация, которую операторы именуют словом “зависание”. Это значит, что нижней части силоса перед роторным питателем организовалось пустое пространство, и мука перестает поступать в питатель и далее в трубы пневмотранспорта. Для устранения ситуации “зависания” оператору необходимо “встряхнуть” силос. Делается это включением вибраторов, прикрепленных к силосам. До внедрения системы нередко в ход пускался наш главный отечественный инструмент – кувалда. Теперь же система сама отслеживает возникновение ситуации “ зависания” по признаку включенной откачки, если при этом не происходит уменьшение веса силоса с мукой. При “ зависании” автоматически включится вибратор на короткое время, и такое включение будет происходить через определенные промежутки времени до тех пор, пока мука снова не начнет поступать на технологическую линию. Система известит оператора о “зависании’ цветовым индикатором на экране дисплея и звуковым сигналом. Оператор имеет возможность включать вибратор самостоятельно нажатием на кнопку мыши. Уменьшение веса муки в силосе при отсутствии откачки также является нештатной ситуацией. Система отслеживает возникновение подобных явлений, выдает аварийную звуковую сигнализацию, и цветовой индикатор обозначает силос, который постигла такая печальная участь. Информация об этом заносится в отчет тревог и событий.
Учет готовой продукции, проходящей через 2 упаковочных автомата - это дополнительная функция, выполняемая системой.
7. Аппаратные и программные средства системы
Современный уровень поставляемой в Россию компьютерной техники для автоматизации технологических процессов позволяет решить поставленную задачу в короткие сроки и с затратами, которые окупаются в течение года за счет значительного улучшения качества учета прихода-расхода муки.
Из этих технических средств скомпонованы:
- контроллер тензоизмерений, установленный непосредственно на складе БХМ;
- контроллер учета готовой продукции, расположенный в производственном цехе рядом с упаковочными автоматами;
- АРМ оператора (рис. 7), находящееся этажом выше в операторной.
В качестве АРМ весовщика, расположенного в операторной механических весов, используется обычный офисный компьютер;
При выборе тензодатчиков рассматривались датчики, производимые фирмами «Тензо-М» и Scaime. Для определения времени начала закачки муки с автомуковоза и фиксации начального и конечного весов были выбраны специализированные радиолокационные датчики движения РДД, предназначенные для контроля наличия (отсутствия) движения потока продукта в пневматическом транспорте.
Учет готовой продукции на упаковочных автоматах осуществляется просто, если есть соответствующий электрический сигнал (например, сигнал с
электрического ножа для запайки упаковки). Если упаковочный автомат механический, то проблема усложняется выбором подходящего датчика, вырабатывающего импульс при прохождении упакованной продукции, места его расположения и настройкой его чувствительности. Функциональная схема автоматизированной системы учета муки и готовой продукции представлена на рис. 2.
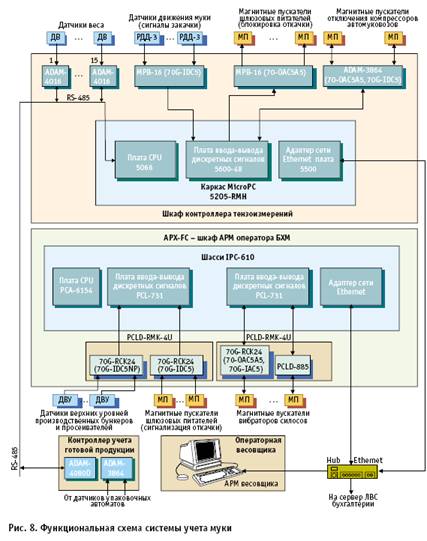
В шкафу контроллера тензоизмерений размещены:
- каркас MicroPC, содержащий процессорную плату 5066, плату ввода вывода дискретных сигналов 5600-48 и сетевую карту Ethernet — плату 5500;
- модули ADAM-4016 — преобразователи тензосигнала — и плата модулей
гальванической изоляции ADAM-3864 фирмы Advantech;
- модули опторазвязки 70G-IDC5 и твердотельные нормально замкнутые
реле 70-OAC5A5 фирмы Grayhill, установленные на панелях MPB-16;
- интерфейсная плата 2010 для жидкокристаллического дисплея LCD-4·20 и клавиатуры KP-1;
- клеммные колодки WAGO.
Как видно, основную функциональную нагрузку в контроллере несут изделия фирмы Octagon Systems. Сигналы с радиолокационных датчиков движения поступают на модули ввода дискретных сигналов 70G-IDC5.
Нормально замкнутые твердотельные реле 70-OAC5A5 включены последовательно в цепи отключения магнитных пускателей электродвигателей роторных питателей откачки муки. Такие же реле управляют отключением магнитных пускателей, подающих питание на компрессоры муковозов.
На жидкокристаллический дисплей, расположенный на дверце шкафа, выводится информация о текущих значениях веса муки в силосах, а также диагностическая информация об исправности каналов тензоизмерений. Переключение отображения с одного канала на другой производится при помощи клавиатуры КР-1, расположенной также на дверце шкафа контроллера.
Источник бесперебойного питания Back-UPS Pro 280 (фирма APC) дает
возможность защитить аппаратуру контроллера от бросков напряжения сети. Программный драйвер контроллера, работающий с UPS через второй последовательный порт платы 5066, отключает контроллер от UPS при пропадании напряжения питания на время более 10 минут, чтобы не разрядить батарею UPS ниже допустимого предела. АРМ оператора собрано на базе шасси промышленного компьютера IPC610 фирмы Advantech. Имеет в своем составе плату процессора РСА-6154, сетевой адаптер и две платы ввода/вывода дискретных сигналов PCL-731. Часть дискретных сигналов, обрабатываемых системой, а именно сигналы от датчиков верхних уровней производственных бункеров и бункеров просеивателей, сигналы включения электродвигателей роторных питателей откачки муки, аварийные сигналы электродвигателей просеивателей муки и сигналы по управлению вибраторами силосов решено было подключить непосредственно к АРМ оператора по той причине, что источники этих сигналов близко расположены к нему. АРМ оператора, АРМ весовщика и контроллер тензоизмерений включены в общую ЛВС предприятия через 10-мегабитовый концентратор Ethernet. В операторной в небольшом количестве присутствует мучная пыль, и нам показалось разумным разместить АРМ внутри шкафа/консоли оператора APX-FC фирмы Schroff с принудительной вентиляцией и фильтрацией нагнетаемого внутрь шкафа воздуха. Внутри шкафа/консоли удобно установлены 17-дюймовый монитор, коробки PCLD/RMK/4U для модулей УСО и источник бесперебойного питания Back/UPS Pro 420. На клавиатурной
полке шкафа располагаются компактная клавиатура фирмы Advantech PCA-6302, защищенная пленкой, и прецизионный манипулятор-мышь DeskTop HulaPoint фирмы Texas Industrial Peripherals со степенью защиты, превышающей требования стандарта NEMA40.
8. Назначение АСУ
Данная АСУ предназначена для:
1) повышения конкурентоспособности предприятия;
2) повышения объёма выпускаемой продукции;
3) повышения качества выпускаемой продукции, тем самым повышая спрос на неё;
4) экономии сырья, энергоресурсов и сокращение количества обслуживающего персонала
Экономический эффект от внедрения данной системы определяют следующие составляющие:
–предприятие, имея объективную и оперативную информацию о количестве остатков муки, а также о свободных объемах в силосах, может более успешно строить политику закупки сырья;
–объективный подсчет количества израсходованной муки в соотношении с количеством произведенной продукции позволяет более точно подсчитывать себестоимость единицы продукции, а также выявлять непроизводственные потери;
–ряд функций системы дает возможность оператору БХМ более рационально производить загрузку силосов, высвобождая дополнительные объемы и не опасаясь при этом аварийной ситуации переполнения силосов;
–сводится до минимума перерасход дорогих сортов муки путем более точного выдерживания процентного соотношения компонентов смеси;
–разнообразная аварийная сигнализация дает возможность оператору вовремя отреагировать на ситуации, которые могут повлечь за собой потерю сырья или простой оборудования.
Система контроля и учета предназначена для автоматического контроля запасов, учета прихода и расхода муки в емкостях в реальном масштабе времени на хлебозаводах. Применение системы возможно для расходных силосов муки других типов.
9. Функции АСУ
1) Автоматический контроль запасов муки в емкостях
2) Долговременный автоматический учет операций прихода и расхода муки на производство по емкостям
3) Отслеживание изменения объемов муки в силосах
4) Деление муки из одного муковоза в несколько силосов
5) Определение количества откачанной муки
6) Определение количества закачанной муки
7) Автоматическое дозирование отпуска муки на производство
8) Регулирование закачивания муки
9) Регулирование откачивания муки
10) Регулирование скоростей
11) Формирование общей базы данных склада бестарного хранения муки
Оператор может наблюдать в реальном времени и контролировать:
- состояние емкостей;
- время начала операций;
- заданные дозы;
- количество муки в емкостях;
- изменение веса муки в результате операций "Прием" и "Дозирование";
- сбои в работе системы.
10. Диаграммы UML
Диаграмма вариантов использования
Диаграммы вариантов использования
Данный вид диаграмм играет основную роль в моделировании поведения системы, подсистемы или класса. Она показывает множество прецедентов, актеров и отношения между ними. Эти диаграммы облегчают понимание системы, подсистемы или класса, представляя взгляд извне на то, что данные элементы могут использовать в соответствующем контексте.
На данной диаграмме моделируются требования к системе, указывается то, что разрабатываемая система должна делать, независимо от того, как она должна это делать. Система представляется как черный ящик, т. е. мы наблюдаем за реакцией системы на событие, но ничего о ее внутреннем устройстве неизвестно. Сущности внутри системы отвечают за реализацию поведения, которое ожидают сущности, находящиеся снаружи.
Расширение внутри прецедента указывает условие, которое приводит к взаимодействиям, отличным от описанных в главном успешном сценарии, и устанавливает, в чем состоят эти общения. Прецеденты описывают, как люди взаимодействуют с системой.
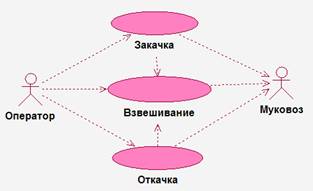
Диаграмма вариантов использования
Диаграмма классов и пакетов
Диаграммы пакетов
Удобны в больших по размерам системах для представления картины зависимостей между основными элементами системы. Такие диаграммы хорошо соответствуют общепринятым программным структурам. Диаграммы пакетов представляют группирующий механизм времени компиляции и позволяют показать высокоуровневую организацию программного продукта.
Диаграммы классов
Это логические модели, отображающие базовую структуру системы. Эти диаграммы показывают классы, интерфейсы, объекты и кооперации, а также их отношения. Диаграммы классов соответствуют статическому виду системы с точки зрения проектирования. Они включают активные классы, которые соответствуют статическому виду системы с точки зрения процессов. Диаграммы классов составляют фундамент UML, и, поэтому их применение является условием обеспечения адекватности моделирования. Обеспечение их должно быть в виде ключевых аспектов (абстракций). Их должно быть немного, он должны использоваться чаще и не включать старых моделей. Диаграммы классов, которые строятся из концептуальных перспектив, помогают при построении точного словаря предметной области.
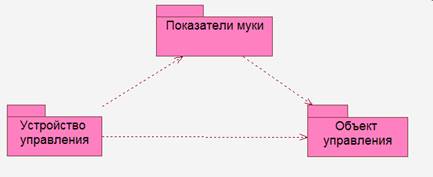
Диаграмма пакетов
Диаграммы состояний описывают динамическое поведение системы или ее объектов. Диаграмму состояний используют для классов со сложным внутренним циклом.
Диаграмма состояний показывает автомат, содержащий состояния, переходы, события и действия. Диаграммы такого рода относятся к динамическому виду системы и особенно важны при моделировании поведения интерфейса, класса или кооперации. Особое внимание в них уделяется порядку возникновения событий, связанных с объектом.
Далее представлена диаграмма, которая содержит 8 состояний, два из которых (начальное и конечное) являются псевдосостояниями. Достоинством рассмотренной диаграммы состояний является возможность визуализировать на одном рабочем листе модели процесс поведения рассматриваемой системы в целом. Полная модель системы управления процессом шлюзования содержит единственную диаграмму состояний, описывающая реализацию всех специфицированных вариантов использования (типичный ход событий)
На рисунке изображёна диаграмма состояний процесса учета муки, которая содержит состояния системы, переходы и действия.

Диаграмма состояний
Диаграмма компонентов
Диаграммы компонентов
Диаграммы компонентов отражают физическое применение базы данных, в том числе система управления базой данных, экстенты и разделы базы данных, а также приложения и интерфейсы, используемые для доступа к базе данных.
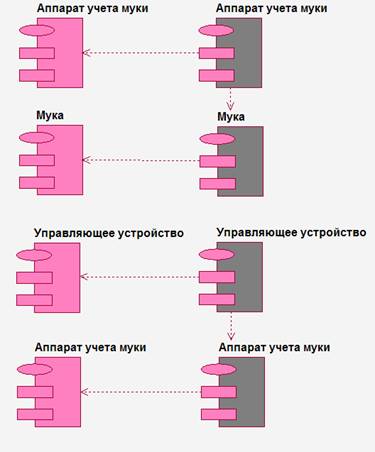
Диаграмма компонентов
Диаграмма взаимодействия
Диаграммы кооперации
Показывают множество объектов, связи между ними и сообщения, которые они посылают или получают. Такие диаграммы относят к динамическому виду системы. Они отражают структурную организацию объектов посылающих или отправляющих сообщения. Применительно к проблеме решения моделирования процесса шлюзования диаграмма кооперации оказывается необходимым представлением модели и позволяет представить различные типы структурных отношений (ассоциации, композиции, агрегации) между взаимодействующими объектами. При этом диаграмма кооперации не содержит ни временных особенностей передачи сообщений, ни особенностей жизненного цикла участвующих в данной кооперации объектов.
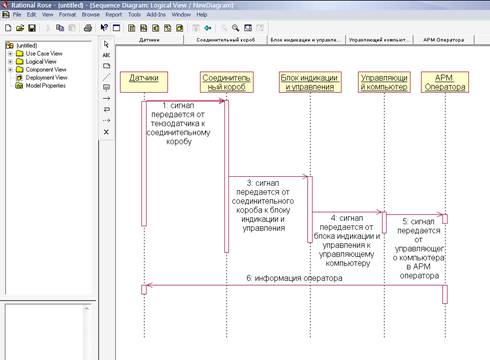
Диаграмма развертывания.
Диаграммы развертывания
С их помощью оценивают размещение элементов , поэтому в случае любого нетривиального развертывания они могут оказаться очень полезными.
Главными элементами диаграммы являются узлы, связанные информационными путями. Узел (node) – это то, что может содержать программное обеспечение. Узлы бывают двух типов. Устройства (device) – это физическое оборудование: компьютер или устройство, связанное с системой. Среда выполнения (execution environment) - это программное обеспечение, которое само может включать другое программное обеспечение, например, операционную систему или процессор – контейнер.
Узлы могут содержать артефакты (artifacts) которые являются физическим олицетворением программного обеспечения; обычно это файлы.
Артефакты можно изображать в виде прямоугольника классов или перечислять их имена в нутрии узла.
Артефакты часто являются реализацией компонентов. Это можно показать, задав значение метки в нутрии прямоугольников артефактов.
Информационные пути между узлами представляют обмен информацией в системе. Можно сопровождать эти пути информацией от используемых информационных протоколов.
На диаграммах развертывания отображается аппаратная конфигурация, на которой расположены базы данных; они показывают физическую конфигурацию программного обеспечения.
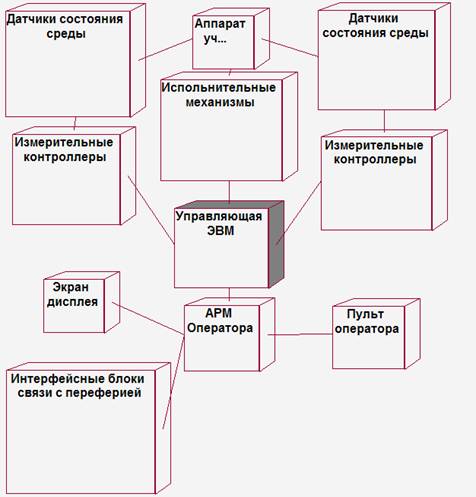
Диаграмма развертывания
Заключение
В рамках поставленной задачи были решены следующие проблемы:
- непрерывное измерение веса муки в режиме реального времени в каждом
из 15 силосов с визуализацией результатов измерений в графической и табличной форме на АРМ оператора и АРМ весовщика, подсчет общего веса муки по сортам;
- определение веса закачиваемой с автомуковоза муки с фиксацией времени начала закачки, подсчет закачанного веса по сортам;
определение веса откачиваемой муки из силоса на технологическую линию производства хлебобулочных и кондитерских изделий, подсчет откачанного веса по сортам, за смену, за сутки;
- контроль процентного соотношения разных сортов муки для приготовления смеси;
- формирование часовых, сменных и суточных табличных отчетов по приходу и расходу муки и передача их по локальной вычислительной сети на АРМ бухгалтерии и начальника цеха;
- сбор и отображение информации о заполнении производственных бункеров на мониторе АРМ оператора;
- контроль режимов закачки и откачки, контроль работы электродвигателей просеивателей (включен/выключен, авария);
- автоматическое и ручное управление электровибраторами силосов;
- управление процессом закачки муки из автомуковоза, предотвращение переполнения силоса мукой и закачка в силос веса, задаваемого оператором;
- учет готовой продукции, прошедшей упаковочные автоматы за смену.
Экономический эффект от внедрения данной системы определяют следующие составляющие:
– во-первых, предприятие, имея объективную и оперативную информацию о количестве остатков муки, а также о свободных объемах в силосах, может более успешно строить политику закупки сырья;
– во-вторых, объективный подсчет количества израсходованной муки в соотношении с количеством произведенной продукции позволяет более точно подсчитывать себестоимость единицы продукции, а также выявлять непроизводственные потери;
– в-третьих, ряд функций системы дает возможность оператору БХМ более рационально производить загрузку силосов, высвобождая дополнительные объемы и не опасаясь при этом аварийной ситуации переполнения силосов;
– в-четвертых, сводится до минимума перерасход дорогих сортов муки путем более точного выдерживания процентного соотношения компонентов смеси;
– в-пятых, разнообразная аварийная сигнализация дает возможность оператору вовремя отреагировать на ситуации, которые могут повлечь за собой потерю сырья или простой оборудования.
Список литературы
1. //СТА: Современные технологии автоматизации. /Изд-во “СТА-ПРЕСС”. – М., 2000 №3 стр. 54. www.cta.ru
2. Виролайнен А.М., Пугач Д.В. – Унифицированный язык моделирования (UML) 2007.;
3. Интернет http://ru.wikipedia.org/wiki
4. http://www.monitor.vsi.ru/2sys_cou/22_dmuk.php
5. Конспект лекций
Перепечатка материалов без ссылки на наш сайт запрещена