Реферат: Структура твердотельных интегральных микросхем
Реферат: Структура твердотельных интегральных микросхем
Структура твердотельных интегральных микросхем
Содержание
Введение
1. Основные виды структур ИМС
1.1 Гибридные и совмещенные интегральные микросхемы
2. Степень интеграции
2.1 Факторы, ограничивающие степень интеграции
3. Причины ограничивающие минимальные размеры интегральных микросхем
4. Микросборка оптоэлектронные ИМС
Литература
Введение
Твердотельная интегральная микросхема – это законченный функциональный электронный узел, элементы которого конструктивно не разделены и изготавливаются в едином технологическом процессе, в объеме и на поверхности полупроводникового кристалла.
Процесс создания полупроводниковой микросхемы сводится к формированию в приповерхностном слое полупроводниковой пластины элементов (транзисторов, диодов, резисторов) и к последующему их объединению в функциональную схему пленочными проводниками по поверхности пластины (межсоединения).
Для характеристики типа применяемых в ИМС транзисторов, а также технологических методов их изготовления пользуются понятием структура ИМС. В общем случае структура ИМС определяет последовательность слоев в составе микросхемы по нормали к поверхности кристалла, различающихся материалов, толщиной и электрофизическими свойствами. Так, в практике производства ИМС используют структуры на биполярных транзисторах (в частности, диффузионно-планарные, эпитаксиально-планарные и др.) на МДП-приборах, структуры И²Л и т. д. Заданная структура ИМС позволяет установить состав и последовательность технологических методов обработки пластины и определить технологические режимы для каждого метода.
1. Основные виды структур ИМС
На рис. 1 представлен фрагмент ИМС с диффузионно-планарной структурой, включающий биполярный транзистор и резистор. Для одновременного формирования транзистора и резистора необходимо, чтобы р-область резистора и изолирующая его n-область имели глубину и электрофизические свойства, одинаковые с областями соответственно базы и коллектора транзистора. Аналогичное соответствие должно обеспечиваться для всех элементов, входящих в состав ИМС. Оно является главным признаком и непременным условием применения интегральной технологии и позволяет минимизировать число технологических операций, составляющих цикл обработки.
Таким образом, интегральная технология представляет собой совокупность методов обработки, позволяющую при наличии структурного подобия (технологической совместимости) различных элементов ИМС формировать их одновременно в едином технологическом процессе.
Важно отметить, что выпускаемые в составе той или иной серии ИМС различного функционального назначения имеют единую структуру и, следовательно, единую базовую технологию. Для базовой технологии характерны не только определенная технологическая последовательность обработки и определенный комплект оборудования, но и постоянная, отработанная настройка оборудования, т. е. жесткие технологические режимы. Последнее является существенным для экономичности и эффективности процесса производства ИМС.
Очевидно, что базовая технология не зависит от размеров элементов в плане, их взаимного расположения и рисунка межсоединений. Все эти свойства конкретной ИМС определяются в процессе топологического проектирования, а обеспечиваются фотолитографией — процессом избирательного травления поверхностных слоев с применением защитной фотомаски.
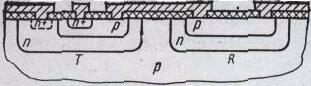
Рис. 1. Фрагмент ИМС с диффузионно-планарной структурой:
T — транзистор; R — резистор
Топология микросхемы — чертеж, определяющий форму, размеры и взаимное расположение элементов и соединений ИМС в плоскости, параллельной плоскости кристалла. Поскольку элементы и соединения формируются путем последовательного отдельных слоев (коллекторный слой, базовый слой и т. д.), различают общую и послойную топологию (рис. 2 в соответствии с рис. 1). По чертежу базового слоя, например, может быть разработан чертеж фотошаблона, с помощью которого создают окисную маску для избирательной диффузии примеси р-типа.
При заданном наборе элементов топология ИМС (точнее, рисунок межсоединений) определяет ее функциональные свойства. Можно представить себе кристалл, содержащий некоторый универсальный набор элементов (очевидно, с некоторой избыточностью) и сплошной слой металлизации. Такие кристаллы в составе общей пластины могут быть «доработаны» по желанию заказчика до конкретных функциональных ИМС в зависимости от рисунка межсоединений, выполненного с помощью соответствующего фотошаблона. Описанная универсальная пластина-заготовка, получившая название базового кристалла, позволяет обеспечить экономичность производства ИМС более узкого, специального применения, выпускаемых в небольших количествах.
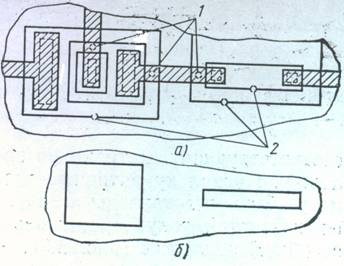
Рис. 2. Фрагменты общей (а) и послойной (базового слоя) (б) топологии ИМС:
1 — дефекты, возникшие на этапе металлизации;
2 — дефекты, возникшие на этапе диффузии примеси
1.1 Гибридные и совмещенные интегральные микросхемы
Применение полупроводниковых интегральных микросхем, однако, ограничено рядом причин. Одна из них заключается в том, что производство полупроводниковых ИМС оказывается целесообразным лишь в крупносерийном и массовом производстве, когда становятся экономически оправданными значительные затраты на подготовку производства (главным образом на проектирование и изготовление комплекта фотошаблонов). Другая причина лежит в ряде ограничений на параметры элементов и ИМС в целом: невысокая точность диффузионных резисторов (±10%) и отсутствие возможности их подгонки, невозможность получать конденсаторы достаточно больших емкостей, температурные ограничения, ограничения по мощности и др.
Наряду с полупроводниковыми ИМС поэтому разрабатывают и выпускают комбинированные гибридные интегральные микросхемы. Технологической основой таких ИМС являются процессы нанесения резисторов, конденсаторов, проводников и контактов в виде пленок соответствующих материалов на диэлектрическую пассивную подложку. Поскольку активные элементы - транзисторы, диоды - не могут быть изготовлены по пленочной технологии, их изготовляют по известной полупроводниковой технологии, а затем монтируют на общей подложке (рис. 3).
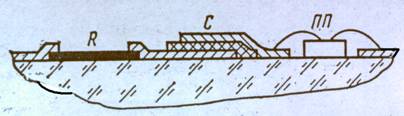
Рис. 3. Фрагмент гибридной ИМС:
R — резистор, С — конденсатор, ПП — кристалл полупроводникового прибора
Гибридная пленочная интегральная микросхема — ИМС, которая наряду с пленочными элементами, полученными с помощью интегральной технологии, содержит компоненты, имеющие самостоятельное конструктивное оформление. В зависимости от метода нанесения пленочных элементов на подложку различают тонкопленочные (напыление в вакууме) и толстопленочные (трафаретная печать) гибридные ИМС.
Гибридные ИМС имеют худшие технические показатели (размеры, массу, быстродействие, надежность), чем полупроводниковые ИМС. В то же время они позволяют реализовать широкий класс функциональных электронных схем, являясь при этом экономически целесообразными в условиях серийного и даже мелкосерийного производства. Последнее объясняется менее жесткими требованиями к фотошаблонам и трафаретам, с помощью которых формируют пленочные элементы, а также применением менее дорогостоящего оборудования. В составе пленочных ИМС возможно получить резисторы с точностью ±5%, конденсаторы ±10%, а с применением подгонки — до десятых долей процента. Гибридно-пленочная технология позволяет реализовать практически любые функциональные схемы.
Стремление расширить область применения полупроводниковых ИМС привело к созданию другого типа комбинированных микросхем (рис. 4). При их изготовлении полупроводниковую технологию совмещают с тонкопленочной технологией для создания некоторых пассивных элементов, к которым предъявляются повышенные требования по точности и температурной стабильности.
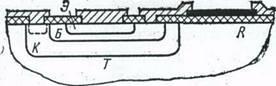
Рис. 4. Фрагмент совмещенной ИМС:
Т — транзистор, R — пленочный резистор.
Совмещенная интегральная микросхема — это комбинированная интегральная полупроводниковая микросхема, в которой некоторые элементы (обычно пассивные) наносят на поверхность пластины (кристалла) методами пленочной технологии.
2. Степень интеграции
Известно, что полупроводниковые интегральные микросхемы по сравнению с аналогичными печатными схемами с навесными элементами имеют лучшие технико-экономические показатели: размеры и массу, надежность, быстродействие, стоимость. Известно также, что эти показатели улучшаются с повышением функциональной сложности ИМС, т. е. с увеличением числа элементов, полученных с помощью интегральной технологии, с возрастанием степени интеграции.
Степень интеграции — это показатель степени сложности ИМС, характеризуемой числом элементов, полученных с помощью интегральной технологии на общем кристалле. Для характеристики степени интеграции используют показатель К=lgN, где N — число элементов ИМС. В зависимости от значения К условно различают ИМС малой степени интеграции, средней степени интеграции, большие интегральные схемы (БИС) и сверхбольшие (СБИС).
Повышение степени интеграции ИМС является, таким образом, важнейшей задачей микроэлектроники, в значительной мере определяющей основные тенденции схемотехнических и конструкторско-технологических разработок.
2.1 Факторы, ограничивающие степень интеграции
Среди факторов, ограничивающих степень интеграции, важное место занимает технологический фактор. В полупроводниковой интегральной микросхеме нельзя заменить или даже исправить дефектный элемент. При наличии хотя бы одного дефектного элемента ИМС целиком бракуется. Плотность дефектов в свою очередь -определяется качеством технологического процесса и прежде всего процесса фотолитографии.
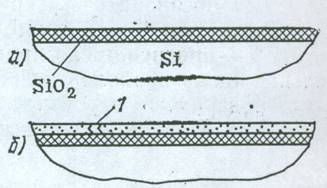
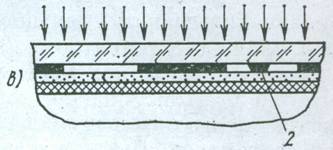
Рис. 5. Формирование окисной маски:
а — окисление поверхности пластины;
б — нанесение фотослоя (1 — «прокол» в фотослое);
в — экспонирование через фотошаблон (2 — непрозрачный дефект на фотошаблоне);
г — проявление и образование фотомаски (3 — «проколы» в фотомаске);
д — травление окисла и снятие фотомаски (4 — «проколы» в окисной маске)
Качество защиты пластины окисной пленкой, с помощью которой избирательно вводят примеси для получения р- и n-областей (рис. 5), зависит от ее однородности, сплошности. При наличии в слое окисной маски микроотверстий («проколов») примесь проникает через них, образуя в полупроводнике незапланированные легированные микро-области, которые (в зависимости от их расположения) могут вывести соответствующий элемент из строя.
Причинами образования «проколов» могут явиться неоднородности в светочувствительном слое (частицы пыли, пузырьки и т. п.), а также дефекты в рисунке фотошаблона («проколы» на непрозрачных участках рисунка или светонепроницаемые точечные дефекты на прозрачных участках). Элемент (а следовательно, и вся схема) выходит из строя при попадании дефекта в некоторую критическую зону. Например, в процессе эмиттерной диффузии примесей через проколы в окисной маске могут образоваться высоколегированные микрообласти n+-типа. Такие области, если они приходятся на граничную зону коллекторных и базовых областей, приводят к возникновению токов утечки через переход и пробою перехода (дефекты 2, см. рис. 2). Проколы в окисной маске, образующиеся при вытравливании в окисном слое окон под металлические контакты, приводят на этапе металлизации пластины к образованию паразитных контактов (дефекты 1, см. рис. 2) и к коротким замыканиям областей эмиттер — база, база — коллектор, резистор—изолирующая область и т. д.
Таким образом, для конкретной ИМС на каждом этапе обработки можно говорить о некоторой критической площади, обусловливающей вероятность выхода из строя интегральной микросхемы. Если обозначить Sкр критическую площадь кристалла ИМС, просуммированную по всем циклам фотолитографической обработки, d — среднее число проколов на единицу площади, а распределение числа проколов, приходящихся на кристалл ИМС, принять пуассоновским, то вероятность получения годного кристалла ИМС после всех операций обработки:
![]() (1)
(1)
Из соотношения (1) прежде всего следует, что повышение степени интеграции уменьшает вероятность выхода годных ИМС, если площади элементов и качество процесса фотолитографии остаются на неизменном уровне. Таким образом, повышение степени интеграции ИМС должно сопровождаться уменьшением площади элементов и совершенствованием процесса формирования защитных фотомасок. Высокое качество фотомаски предполагает прежде всего отсутствие в фотослое пылевидных частиц, газовых (воздушных) включений, остатков растворителя, а также высокое качество фотошаблонов (низкую плотность дефектов). В свою очередь, при изготовлении фотошаблонов также используются фотомаски, к которым предъявляются еще более жесткие требования.
Для повышения качества фотолитографических процессов в производственных помещениях создают обеспыленную атмосферу, а для производственного персонала устанавливают определенные правила производственной гигиены.
С другой стороны, из выражения (1) видно, что повышение степени интеграции при неизменном качестве технологического процесса возможно за счет уменьшения площади, занимаемой элементами ИМС, и, следовательно, площади критических зон. К этому же результату приводит и сокращение числа циклов фотолитографии. Этот второй путь реализуется разработкой новых типов структур либо с уменьшенной площадью, либо таких, для производства которых требуется меньшее число фотолитографических циклов обработки (либо то и другое одновременно).
На рис. 6 представлены структуры ИМС (на примере инвертора). Сокращение площади структуры S в случае КМДП достигнуто заменой коллекторного резистора дополняющим (нагрузочным) МДП-транзистором, а в случае И²Л — многоколлекторным биполярным транзистором, причем благодаря применению n-р-n- и р-n-р-транзисторов достигается совмещение отдельных областей переключательного транзистора и транзистора-инжектора. Во всех трех случаях сохраняется свойство универсальности структур: каждая из них пригодна для построения широкого класса функциональных электронных устройств.
Рис. 6. Реализация инвертора с помощью различных структур:
а — эпитаксиально-планарной с питанием через резистор;
б — КМДП-структуры; в — с инжекционным питанием (И²Л)
Для создания устройств более узкого функционального класса могут быть использованы специальные структуры, позволяющие достичь высокой степени интеграции ИМС. Примером могут служить структуры на приборах с зарядовой связью (ПЗС), на которых могут быть построены сдвиговые регистры, запоминающие устройства и некоторые логические элементы.
3. Причины ограничивающие минимальные размеры интегральных микросхем
Для выбранной структуры ИМС минимальные размеры элементов ИМС в целом зависят от возможностей фотолитографического процесса, которые характеризуются тремя основными параметрами: 1) минимальным размером элемента, надежно воспроизводимым на полупроводниковой пластине, которым оценивается разрешающая способность процесса; 2) предельными отклонениями размеров элементов рисунка одного топологического слоя от номинальных; 3) предельным смещением рисунка одного топологического слоя относительно предыдущего (например, базового слоя относительно коллекторного, эмиттерного относительно базового и т. д.). Все эти параметры имеют характер технологических ограничений и учитываются при определении размеров областей в плане, т. е. при топологическом расчете. Основной тенденцией развития литографических процессов является повышение разрешающей способности этапа экспонирования рисунка.
Важнейшей причиной, ограничивающей минимальные размеры элементов при экспонировании через фотошаблон, является дифракция света. Поэтому стремятся использовать излучения с более короткими, чем световые, длинами волн (электронные, рентгеновские). В связи с этим все большее развитие получают электроно- и рентгенолитография.
Для реализации высоких потенциальных возможностей, заложенных в электроно и рентгенолитографии, "необходимы и более совершенные методы. травления, с тем чтобы уменьшить разброс в размерах элементов на полупроводниковой пластине. Применение химических растворов для избирательного травления, например окиси кремния, становится неприемлемым из-за бокового подтравливания, размеры которого нестабильны по площади пластины. Здесь перспективным является распыление ионной бомбардировкой при наличии защитной маски (вакуум-плазменное травление).
Наконец, для уменьшения погрешности совмещения топологических слоев ИМС требуются методы и средства совмещения шаблонов с подложкой, обладающие повышенной точностью, а также специальные приемы структурно-топологического проектирования, позволяющие достичь эффекта самосовмещения. Технологически самосовмещение достигается за счет естественных физико-химических механизмов, для чего необходимо расширять круг технологических методов обработки (осаждение из газовой фазы, электролитическое окисление и наращивание, ионное легирование и т. п.).
Повышение качества маскирующих пленок, разработка структур малой площади, совершенствование процессов литографии — все это прямой, естественный путь повышения степени интеграции ИМС. Он отражает непрерывный эволюционный процесс совершенствования производства ИМС, постепенного накопления условий и возможностей для повышения степени интеграции.
4. Микросборка оптоэлектронные ИМС
Требования разработки сложных функциональных устройств в миниатюрном исполнении опережают возможности интегральной технологии и заставляют прибегать к компромиссным конструктивно технологическим решениям. Одно из таких решений — объединение ряда кристаллов ИМС средней степени интеграции с помощью пленочных межсоединений на общей диэлектрической подложке и в общем корпусе [создание так называемой микросборки (рис. 7)].
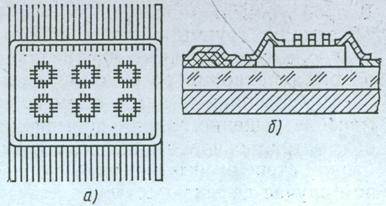
Рис. 7. Микросборка цифрового устройства:
а — общий вид (со снятой крышкой);
б — кристалл ИМС и участок межсоединений.
В общем случае микросборка представляет собой изделие типа большой гибридной интегральной микросхемы, включающее элементы, компоненты и (или) интегральные микросхемы (корпусные и безкорпусные). Микросборки позволяют в малых размерах реализовать устройства со сложными функциями. Их разрабатывают и изготовляют применительно к конкретной радиоэлектронной аппаратуре с целью улучшения показателей ее миниатюризации. Типовой элемент замены (ТЭЗ) современных ЭВМ обычно выполняют на основе многослойной печатной платы (МПП) и набора ИМС в индивидуальных корпусах. Освобождая кристаллы ИМС от корпусов и заменяя печатный монтаж пленочными микросоединениями, получают микросборку, выполняющую функции ТЭЗ, но обладающую малыми размерами и массой. Этот пример иллюстрирует общую тенденцию в развитии конструкций ЭВА, сопровождающую процесс повышения степени интеграции ИМС (передачу ей функций ТЭЗ, передачу ТЭЗ функций панели или блока и т. д., в том числе замену печатными платами трудоемкого .проводного монтажа) и состоящую в проникновении ИМС на все более высокие уровни функциональной иерархии ЭВА. Это объективно приводит к повышению технологичности конструкций ЭВА.
Использование микросборок дает возможность преодолеть и еще одно противоречие, порождаемое требованием повышения степени интеграции, а именно: сужение области применения функционально сложных ИМС, увеличение их номенклатуры и связанные с этим трудности стандартизации. Поскольку микросборка представляет собой набор кристаллов ИМС средней степени интеграции, производство которых обособлено от производства собственно микросборок, появляется возможность изготовлять микросборки по единой типовой технологии независимо от состава кристаллов ИМС и функционального назначения микросборки.
Высокий процент выхода годных БИС может быть достигнут за счет элементной избыточности. При проектировании топологии функциональную схему БИС расчленяют на ряд составных функциональных частей (ячеек), каждую из которых дублируют в пределах кристалла БИС несколько раз, образуя группы. После формирования структур создают первый уровень межсоединений и периферийных контактов в пределах каждой ячейки. В результате контроля на функционирование определяют дефектные ячейки.
Второй уровень межсоединений (а при необходимости и третий) объединяет группы ячеек в общую систему, причем дефектные и неиспользуемые годные ячейки отключают от общей схемы путем' разрыва проводников с помощью лазера или фотолитографии.
Микросборки и метод элементной избыточности — это компромиссное решение задачи повышения степени интеграции, так как оба метода основаны на использовании экономически целесообразной степени интеграции ячеек — составных частей БИС. В.первом случае дефектные ячейки-кристаллы отбраковываются на ранних стадиях процесса и не пропускаются на сборку, во втором — сохраняются в составе кристалла, увеличивая его площадь. Однако во втором случае обеспечиваются более высокие быстродействие и надежность.
Конструкторско-технологические возможности для повышения степени интеграции ИМС далеко не исчерпаны. Однако уменьшение размеров элементов требует и снижения потребляемой ими мощности, что влечет за собой снижение быстродействия, помехоустойчивости, надежности. Уменьшение объемов, занимаемых элементами, приводит к тому, что флуктуации электрофизических свойств полупроводникового материала в микрообъемах снижают воспроизводимость параметров элементов даже в пределах одного кристалла.
Выход из положения — отказ от традиционных методов построения функциональных схем как совокупности простейших элементов (транзисторов, диодов, резисторов) и разработка элементов с более широкими функциональными возможностями. Такие возможности открывает функциональная микроэлектроника. В функциональной микроэлектронике носителем информации является многомерный сигнал, параметрами которого управляют динамические неоднородности среды, возникающие под действием управляющего сигнала. Например, в оптоэлектронных ИМС носителем информации является оптический сигнал, который может быть промодулирован по интенсивности (амплитуде), фазе, поляризации иди длине волны (частоте). Поскольку в качестве управляющих (в частности выходных) сигналов удобнее использовать электрические сигналы, функциональная ИМС может включать в себя несколько звеньев «фотон-электронного» и «электрон-фотонного» преобразования.
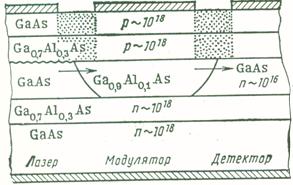
Рис. 8. Фрагмент структуры оптоэлектронной ИМС
На рис. 8 приведен фрагмент монолитной оптоэлектронной ИМС где происходит преобразование типа «электрон-фотон-электрон». Для модуляции оптического сигнала в ней могут быть использованы электрооптический (изменение показателя преломления), магнитооптический (поворот плоскости поляризации) и другие эффекты.
Развитие различных направлений функциональной микроэлектроники базируется на исследованиях новых материалов (прежде всего полупроводниковых) и новых методах их обработки. Подобно тому, как основой микроэлектроники в начале ее развития был опыт производства полупроводниковых приборов, в функциональной микроэлектронике используется весь арсенал технологических методов и средств современной микроэлектроники.
Выводы
Процесс создания полупроводниковой микросхемы сводится к формированию в приповерхностном слое полупроводниковой пластины элементов (транзисторов, диодов, резисторов) и к последующему их объединению в функциональную схему пленочными проводниками по поверхности пластины (межсоединения).
Структура ИМС используеться для характеристики типа применяемых в ИМС транзисторов, а также технологических методов их изготовления.
Степень интеграции - показатель степени сложности ИМС, характеризуемой числом элементов, полученных с помощью интегральной технологии на общем кристалле.
Литература
1. Достанко А. П. Технология интегральных схем. – Мн.: Вышэйшая школа, 1982. – 207 с.
2. Парфенов О. Д. Технология микросхем. – М.: Высшая школа, 1986. – 320 с.
3. Аваев Н. А., Наумов Ю. Ф., Фролкин В. Т. Основы микроэлектроники. – М.: Радиосвязь, 1991.
4. Гурский Л. И., Зеленин В. А., Жебин А. П., Вахрин Г. Л. Структура, топология и свойства тонкопленочных резисторов. - Мн.: Наука и техника, 1987. – 369 с.
Перепечатка материалов без ссылки на наш сайт запрещена