Контрольная работа: Технологические особенности переработки полимерных материалов в изделия методом горячего прессования
Контрольная работа: Технологические особенности переработки полимерных материалов в изделия методом горячего прессования
Введение
В настоящее время известно значительное число способов формирования пластмассовых изделий, которые применяют в зависимости от их конструкций, типа и размеров, технических требований, предъявляемых к использованию изделий. Наиболее распространенными являются:
– прессование, применяемое для переработки термореактивных пластмасс (реактопластов);
–литье под давлением – для обработки термопластичных материалов (термопластов);
–формование – предание необходимой формы листовым термопластичным материалам.
Сущность всех этих способов обработки заключается в том, что исходное сырье подвергается обработке в специальных формах, которые называются пресс-формами, под давлением при соответствующем нагреве в процессе формирования формообразования или после него.
Литейное производство – отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки (детали). При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию называют отливкой. В процессе кристаллизации расплавленного металла и последующего охлаждения формируются механические и эксплуатационные свойства отливок.
Для изготовления отливок применяют множество способов литья: в песчаные формы, в оболочковые формы, по выплавляемым моделям, в кокиль, под давлением, центробежное литье и др. Область применения того или иного способа литья определяется объемом производства, требованиями к геометрической точности и шероховатости поверхности отливок, экономической целесообразностью и другими факторами.
1. Технологиченские особенности переработки полимерных материалов в изделия методом горячего прессования. оборудование и оснастка
1.1 Технические свойства пластмасс
Пластмассами называются материалы, полученные на основе естественных и синтетических высокомолекулярных соединений (полимеров), способные вследствие своей пластичности принимать необходимую форму под воздействием тепла и давления.
По технологической классификации пластмассы подразделяются на термореактивные пластмассы и термопластичные пластмассы.
Термореактивные пластмассы под действием тепла и давления размягчаются, заполняют пресс-форму и переходят в неплавкое и нерастворимое состояние. Материал изделия становится необратимым, т.е. при повторном нагреве он в пластическое состояние не возвращается. Допускают разгрузки пресс-форм в нагретом состоянии. К ним относятся: фенолформальдегид, селиконопласты, и т.д.
Термопластичные пластмассы под действием тепла и давления приобретают текучесть, заполняя пресс-форму, после охлаждения отвердевают, но не переходят в неплавкое и нерастворимое состояние.
При повторном нагреве они возвращаются в пластическое состояние (полистирол, полиэтилен, полиуретан и т.д.) разгрузка пресс-форм может производиться только после охлаждения. По способу переработки пластмассы могут быть разделены на следующие группы:
1. Термореактивные пресс-порошки и пресс-материалы горячего прессования;
2. Термораеактивные пресс-порошки и пресс-материалы холодного прессования;
3. Термопластические порошки;
4. Жидкие литьевые термореактивные смолы;
5. Листовые и фасонные слоистые материалы;
6. Пленочные материалы – стирофлекс, эфироцеллюлозные пленки и др.
Для выбора рационально способа изготовления изделий из пластмасс, необходимо знание их технологических свойств. Такими свойствами пластмасс являются: удельный объем, текучесть, скорость отвердевания, летучесть, усадка.
Удельный объем пресс-материала рассчитывается в см3/г или м3/кг. Знание удельного объема необходимо для определения объема пресс-формы.
Текучесть пресс-материала – способность материала заполнять пресс-форму под давлением при определенной температуре: определяется в мг/с. Чем меньше текучесть пресс-материала, тем больше должно быть давление прессования и наоборот.
Скорость отвердевания – характеризует продолжительность перехода пластмассы из пластического состояния в твердое. Она выражается в секундах или минутах на 1 мм толщины образца (с/мм).
Летучесть – (содержание летучих веществ и влаги) – определяется по разнице в весе до и после высушивания пресс-материала в термостате при температуре (103–105)ºС в течении 30мин; определяется в% и колеблется в различных материалах 1,5–5%. Содержание летучих веществ вредно, так как увеличивает усадку, вызывает коробление, трещины и вздутия, снижает электроизоляционные и радиотехнические свойства пластмасс.
Усадка – характеризует уменьшение размеров детали с момента излечении ее из нагретой пресс-формы до полного остывания. Исчисляется в процентах по формуле: Y= (a–b)/b∙100%, (1) где а – размер гнезда пресс-формы при температуре прессования; b – размер изделия при температуре равной 20ºС.
Существует несколько способов формирования пластмассовых изделий. Построение типового технологического процесса зависит от конструкций и назначения детали. При выборе операций и переходов изготовления деталей из пластмасс решаются следующий вопросы:
1. Подбор и дозировка компонентов: полимер, стабилизатор, пластификатор, краситель, инициатор, парообразователь и др.;
2. Образование исходного материала (пластмассы): смешение; гранулирование; растворение и т.д.;
3. Изготовление изделия (переработка материала): прессование, литье под давлением, выдувание, напыление, окунание и т.д.;
4. Доработка изделия: декоративная отделка, термообработка, механическая обработка и т.д.
1.2 Технологические особенности переработки полимерных материалов в изделия методом горячего прессования
Прямое (компрессионное) горячее прессование. При компрессионном прессовании предварительно подогретый материал загружают непосредственно в формующую полость нагретую до высокой температуры пресс-формы, после чего проводится смыкание пресс-формы, выдержка материала под давлением и отверждение.
Технологический процесс состоит из следующих операций:
1. Предварительное нагревание материала
2. Загрузка материала
3. Смыкание пресс-формы
4. Подпрессовка
5. Выдержка под давлением и отверждение
6. Размыкание пресс-формы
7. Извлечение изделия
8. Очистка пресс-формы
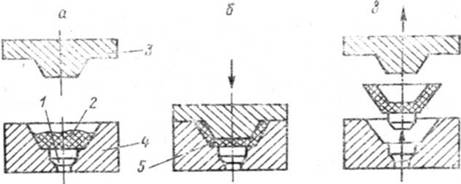
Рис. 1 Схема горячего (компрессионного) прессования
а) загрузка пресс-материала б) смыкание пресс-формы в) раскрытие пресс-формы и извлечение изделия
1. толкатель 2. пресс-материал 3. пуансон 4. матрица 5. Изделие
Предварительное нагревание материала
Перед загрузкой пресс-материала пресс-формы тщательно очищают, смазывают и, если необходимо, устанавливают металлическую арматуру.
Подогрев материала проводится преимущественно в генераторах высокой частоты. Навеску пресс-материала в виде таблеток укладывают на подставку и помещают в камеру установки, где выдерживают в течение заданного времени. Время нагревания материала обычно выбирается с таким расчетом, чтобы температура таблеток достигала 120–160 °С, и задается по реле времени. После этого генератор выключается, а таблетки сразу же вынимают и загружают в пресс-форму. Для того чтобы соблюдалась такая последовательность, генератор включается также автоматически в соответствии с длительностью предыдущих технологических операций (размыкание формы, извлечение изделия, очистка формующей полости).
Интенсивность высокочастотного нагревания зависит от напряженности электрического поля, т. е. от напряжения колебательного контура, высоты таблетки и воздушного зазора между подвижной пластиной и таблеткой. Чем меньше это расстояние, тем быстрее происходит нагревание. Для более равномерного нагревания таблетки, как правило, укладывают на торец, они должны иметь одинаковую высоту. В высокочастотных генераторах можно также подогревать порошкообразный материал. В этом случае навеску засыпают в стаканчики или поддоны, изготовленные из диэлектрических материалов (керамики, полиэтилена, фторопласта и др.). Поскольку порошок имеет невысокую плотность, время нагревания несколько увеличивается. Частоту колебательного контура и мощность генератора выбирают в зависимости от свойств материала и навески.
В тех случаях, когда прессы оборудованы шнековыми пластикаторами, нагревание осуществляется за счет тепловых процессов, протекающих в каналах шнека; при этом операции дозирования, нагревания и загрузки совмещаются.
Загрузка материала и смыкание пресс-формы
Материал в матрицу пресс-формы загружается с помощью приспособлений и механизмов, а также вручную. На прессах автоматах и линиях непрерывного прессования загрузка таблеток осуществляется автоматически непосредственно на высокочастотной установке. Таблетированные пресс-материалы дозируются по числу таблеток. Для порошкообразных материалов применяется весовое или объемное дозирование, для нетаблетированных волокнистых материалов – весовое дозирование. Если пресс-форма многогнездная с несколькими загрузочными камерами, то в каждую из них загружается заданное число таблеток пресс-материала, в некоторых случаях с определенной укладкой таблеток. Смыкание пресс-формы и процесс формообразования изделия осуществляется в результате опускания пуансона, закрепленного на подвижной плите пресса, и создания необходимого удельного давления. Удельное давление выбирают, исходя из текучести пресс-материала, конфигурации изделия, а также температуры прессования. Чем больше текучесть, тем меньшее требуется давление. Обычно компрессионное прессование проводят при удельном давлении 25–40 МПа. При изготовлении тонкостенных изделий или изделий сложной конфигурации, а также при прессовании волокнистых пресс-материалов требуется большее удельное давление (40–50 МПа).
При смыкании пресс-формы происходит дополнительное нагревание материала от стенок формы и переход его в вязкотекучее состояние. Вследствие создания удельного давления материал течет в формующей полости, приобретает конфигурацию изделия и уплотняется.
При горячем прессовании материал, например в виде пресс-порошка (обычно таблетированного или гранулированного) или листов, помещают в разомкнутую пресс-форму (рис. 2), нагретую до заданной температуры.
При опускании плунжера пресса форма замыкается, материал в результате нагревания и создаваемого прессом давления растекается и заполняет формующую полость, приобретая размеры и конфигурацию изделия.
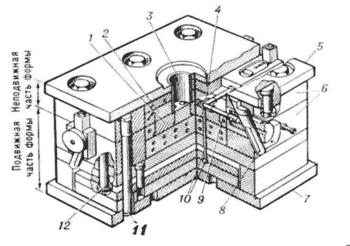
Рис. 2 Разомкнутая пресс-форма
Реактопласты и резиновые смеси, выдерживают в пресс-форме под давлением до завершения процесса отверждения или вулканизации, после чего плунжер пресса поднимают и выталкивают из разомкнутой формы готовое изделие.
Подпрессовка, выдержка под давлением, отверждение
Подпрессовки проводятся через некоторое время после смыкания пресс-формы. Когда пресс-материал нагреется, начинается процесс поликонденсации, сопровождающийся выделением воды и легколетучих соединений (побочных продуктов); кроме того, испаряется влага, находившаяся в пресс-материале. Для удаления образовавшихся паров пресс-форму размыкают на непродолжительное время. Если пресс-материал был предварительно нагрет до высокой температуры, то подпрессовку проводят сразу же после смыкания пресс-формы, так как процесс отверждения протекает весьма интенсивно. Если изделие имеет большую толщину, а материал предварительно нагревался до невысокой температуры, подпрессовку делают через некоторое время (30– 60 с) после смыкания пресс-формы, после того как материал прогреется. При прессовании очень влажных материалов делают несколько подпрессовок. Число подпрессовок можно сократить, применяя большее предварительное нагревание. При прессовании изделий из материалов на основе полиэфиров или эпоксидных смол подпрессовки не требуются.
Выдержка проводится в сомкнутой пресс-форме под давлением, при этом за счет высокой температуры происходит реакция отверждения и пресс-материал переходит в неплавкое и нерастворимое состояние, т. е. изделие становится твердым.
При отверждении изделий поддерживают определенный технологический режим (давление и температуру). Давление при отверждении может быть снижено до 8–9 МПа, поскольку оно необходимо в основном для исключения раскрытия пресс-формы под действием паров воды и легколетучих соединений. Практически удельное давление при отверждении на прессах поддерживают таким же, как и в момент смыкания пресс-формы (25– 40 МПа). Однако это обусловлено лишь конструкцией гидропресса и не связано с требованиями технологии.
Температуру прессования обычно выбирают по справочным данным или определяют экспериментально. Время выдержки устанавливают с учетом толщины и температуры формы: чем выше температура, тем короче выдержка. Однако при очень высокой температуре происходит слишком быстрое отверждение поверхностных слоев изделия и вода, находящаяся внутри изделия, через отвержденный слой удалиться не может. При раскрытии пресс-формы под действием паров воды возможен разрыв поверхностных слоев и появление на изделии вздутий или трещин.
Размыкание и очистка пресс-форм
Размыкание стационарных пресс-форм, т.е. пресс-форм, закрепленных на нижней или верхней плите пресса, проводится за счет движения подвижной плиты пресса. Съемные пресс-формы разбирают на рабочем столе с помощью специальных разъемников. Размыкающие штанги имеют уступы, которые при нажатии действуют на плиты пресс-формы и разъединяют их. При размыкании стационарных и съемных пресс-форм изделие, как правило, остается в матрице, оттуда его легко извлечь выталкивателями. При изготовлении изделий сложной конфигурации пресс-формы могут размыкаться по нескольким горизонтальным или вертикальным плоскостям.
Отпрессованные изделия извлекаются из стационарных пресс-форм с помощью выталкивателей, соединенных со штоком нижнего гидроцилиндра пресса, а из съемных пресс-форм – вручную с применением приспособлений.
Для очистки пресс-формы обдувают сжатым воздухом с помощью пистолета. Если наплывы пресс-материала струей сжатого воздуха не очищаются, то применяют скребки, изготовленные из мягкой стали или латуни.
Стационарные пресс-формы не требуют специальной сборки, в них иногда после очистки вставляют вставки или арматуру.
2. Технология литья по выплавляемым моделям. Составляющие литейного модельного комплекта
2.1 Технология литья по выплавляемым моделям
Метод литья по выплавляемым моделям, благодаря преимуществам по сравнению с другими способами изготовления отливок, получил значительное распространение в машиностроении и приборостроении.
Промышленное применение этого метода обеспечивает получение из любых литейных сплавов сложных по форме отливок массой от нескольких граммов до десятков килограммов со стенками, толщина которых в ряде случаев менее 1 мм, с шероховатостью Rz = 20 мкм до Ra = 1,25 мкм и повышенной точностью размеров.
Указанные возможности метода позволяют максимально приблизить отливки к готовой детали, а в ряде случаев получить литую деталь, дополнительная обработка которой перед сборкой не требуется. Применение литья по выплавляемым моделям открывает перед конструкторами возможности проектировать сложные тонкостенные конструкции, объединять различные детали в компактные цельнолитые узлы, уменьшая массу и габариты изделий, создавать детали невыполнимые никаким другим методом обработки.
Этим способом отливки получают путем залива расплавленного металла в формы, изготовленные по выплавляемым моделям многократным погружением в керамическую суспензию с последующими обсыпкой и отверждением.
Разовые выплавляемые модели изготовляют в пресс-формах из модельных составов, состоящих из двух или более легкоплавких компонентов (парафина, стеарина, жирных кислот, церезина и др.).
Модельный состав в пастообразном состоянии запрессовывают в пресс-формы. После затвердевания модельного состава пресс-форма раскрывается и модель выталкивается в ванну с холодной водой. Затем модели собирают в модельные блоки с общей литниковой системой. В один блок объединяют от 2 до 100 моделей.
Керамическую суспензию приготовляют тщательным перемешиванием огнеупорных материалов (пылевидного кварца, электрокорунда и др.) со связующим – гидролизованным раствором этил-силиката.
Модели из форм удаляют выплавлением в горячей воде. Для этого их погружают на несколько минут в бак, наполненный водой, которая устройством нагревается до температуры 80–90 °С.
После охлаждения отливки форма разрушается. Отливки на обрезных прессах или другими способами отделяются от литников и для окончательной очистки направляются на химическую очистку в 45%-ном водном растворе едкого натра, нагретом до температуры 150 °С. После травления отливки промывают проточной водой, сушат, подвергают термической обработке и контролю. Недостатком этого способа является высокая себестоимость отливок. Поэтому в условиях массового производства его следует применять для таких деталей, которые невозможно получить другими методами литья.
2.2 Составляющие литейного модельного комплекта
МОДЕЛЬНЫЙ КОМПЛЕКТ
Модельный комплект – это совокупность технологической оснастки и приспособлений, необходимых для образования в форме полости, соответствующей контурам отливки. В модельный комплект включают: модели, модельные плиты, стержневые ящики, модели элементов литниковой системы и другие приспособления.
Литейная модель (рис. 4) - приспособление, при помощи которого в литейной форме получают полость с формой и размерами близкими к конфигурации получаемой отливки.
Литейные модели бывают неразъемными, разъемными, с отъемными частями и др.
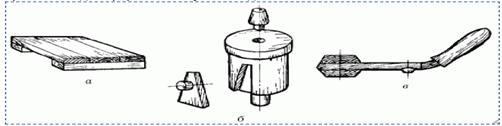
Рис. 4. Модели отливок: а, в – неразъемные; б – разъемные
Для того чтобы вытолкнуть получившуюся модель, в форме устанавливают подъемы различных модификаций: остроконечные, крючковые, вертикальные полосовые и болтовые.
Модельная плита– металлическая плита с закрепленными на ней моделями и элементами литниковой системы. Ее применяют, как правило, при машинной формовке.
При извлечении отливки из формы пользуются молотками и металлическими стержнями. При этом молотком с силой ударяют в различных направлениях по нижней части стержня так, чтобы растолкать модель. Для предохранения отливки от разрушения необходимо в наиболее прочных местах установить металлические пластины, в которых предварительно проделать отверстия для стержня. Такие пластины могут быть комбинированными, то есть иметь два отверстия: одно для расталкивателя, а другое, с резьбой, для установки в модели подъема.
Литейные формы. С помощью модели отливаемого изделия, различных приспособлений и инструментов из песчаной смеси, называемой формовочной, изготавливают литейную форму. В нее заливают расплавленный металл, который заполняет полость и остывает в ней. После этого образуется отливка, внешне повторяющая очертания модели. Литейные формы бывают разовые и многократные.
Опоки (полуформы). Литейная форма состоит из двух полуформ-опок, служащих для того, чтобы удерживать смесь при ее уплотнении, а также при перемещении и закреплении полуформ (рис. 5).
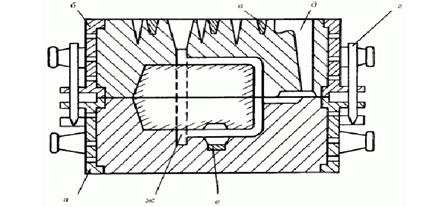
Рис. 5. Литейная форма: а, б – полуформы-опоки; в – крестовины опок; г – штырь; д – литниковая чаша; е – холодильник; ж – полость формы.
Опоки, как правило, заполняют смесью из неорганичеких и органических материалов. На боковой стороне опок необходимо сделать цапфы или небольшие ручки для удобства транспортировки.
Литниковая система. Литниковая система устанавливается для обеспечения плавного и равномерного продвижения жидкого металла по каналам формы, а также является своеобразным фильтром для используемого расплава. Подобная система, как правило, состоит из литниковой чаши (воронки), стояка, шлакоуловителя, питателей и прибылей.
Воронка. Из разливочного ковша расплавленный металл наливают в литниковую чашу, или воронку, которая располагается в верхней части формы. Для изготовления небольших по размеру отливок из алюминия или чугуна в форме проделывают воронку. Для литья крупных изделий в форме создают чашу. Причем выступ на ее дне служит в качестве своеобразного шлакоуловителя.
Стояк. Из литниковой чаши (или воронки) жидкий сплав попадает в стояк, обычно вертикально расположенный в верхней полуформе под углом 2–4° и имеющий коническую или цилиндрическую форму. Модели стояков лучше всего изготавливать из дерева.
Шлакоуловитель. Он является своеобразным передаточным звеном, откуда очищенный от шлаков сплав поступает к питателям. По внешнему виду шлакоуловитель представляет собой горизонтально расположенный канал.
Поскольку плотность жидкого металла и шлаков различна, последние быстрее всплывают на поверхность. В остывшем вязком сплаве этот процесс идет медленнее, и мелкие включения не успевают всплывать на поверхность. Поэтому очистку лучше проводить, пока металл еще не успел охладиться.
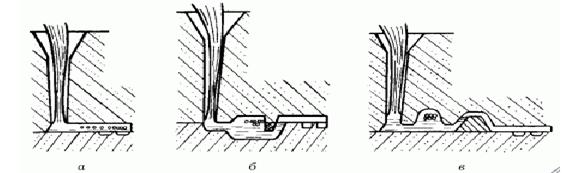
Рис. 6. Виды шлакоуловителей: а – обычный; б – с удержанием шлака в широком канале; в – с удержанием шлака в высоком канале.
Питатели. Питатели имеют обычно прямоугольную или трапециевидную форму. Они должны легко отделяться от полученного в процессе литья и затем охлажденного изделия. Питатели чаще всего делаются прямоугольной или трапециевидной формы, реже – полукруглой. Из них жидкий металл попадает непосредственно в полость формы.
Прибыли. В форме необходимо также расположить прибыли. При охлаждении некоторые металлы дают очень большую усадку, поэтому недостаток металла необходимо компенсировать. Для этого в верхних полуформах создают дополнительные каналы и полости, в которые заливается добавочный металл (рис. 7).
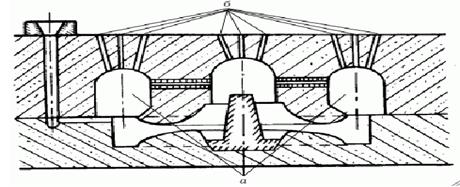
Рис. 7. Прибыли: а – полости для прибылей; б – каналы для выхода воздуха.
Холодильник. С помощью холодильников можно регулировать процессы охлаждения металла внутри формы. Различают внешние и внутренние холодильники.
Внешние холодильники располагают в различных местах формы: под фланцем отливки, под полкой, в углу стенки, сверху и в углах Т-образной стенки. Такие холодильники, как правило, вклеивают внутрь формы с помощью жидкого клея.
При литье крупных изделий отдельные части холодильника (шпильки, проволочную спираль или металлическую пластину) размещают внутри полости формы, причем при взаимодействии с жидким металлом такой внутренний холодильник должен полностью расплавиться.
Выпоры. Для выведения из полости лишнего воздуха и образующихся в процессе литья газов в форме делают выпоры – вертикально расположенные каналы, которые выходят наружу и в полость формы. С этими же целями в полуформах с помощью длинных игл – душников – проделывают вентиляционые каналы.
Жеребейки. Для стержней при отливе необходимо установить дополнительные опоры – жеребейки, которые должны будут сплавиться с жидким металлом. Для лучшего сплавления их поверхность рекомендуют покрывать оловом. Жеребейки бывают самых разнообразных конфигураций. Они должны иметь гладкую и чистую поверхность.
Добавки. Добавки – это опилки, молотый каменный и древесный уголь, конский волос, чугунная дробь. Их используют при изготовлении крупных форм и стержней, подвергающихся сушке перед заливкой металла. Для уменьшения пригара смеси к стенкам отливки добавляют 3–6% каменноугольной пыли. В производстве крупных архитектурных отливок, во избежание образования трещин, которые появляются при сушке, в формовочную смесь добавляют конский волос. Для быстрого охлаждения массивных частей отливки применяют чугунную дробь, которую добавляют в формовочную смесь.
Припылы. Припылы – это порошки, наносимые на внутреннюю поверхность сырой формы Это делается для того, чтобы расплавленный металл не смачивал стенки формы, и с целью предупреждения образования пригара на отливке.
Формовочные и стержневые смеси. Формовочные материалы – это совокупность природных и искусственных материалов, используемых для приготовления формовочных и стержневых смесей. В качестве исходных материалов используют формовочные кварцевые пески и литейные формовочные глины. Глины обладают связующей способностью и термохимической устойчивостью, что позволяет получать отливки без пригара.
Формовочная смесь – это многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных форм. Формовочные смеси по характеру использования разделяют на облицовочные, наполнительные и единые.
Облицовочная смесь – это формовочная смесь, используемая для изготовления рабочего слоя формы. Такие смеси содержат повышенное количество исходных формовочных материалов (песка и глины) и имеют высокие физико-механические свойства.
Наполнительная смесь – это формовочная смесь для наполнения формы после нанесения на модель облицовочной смеси. Поэтому ее приготовляют путем переработки оборотной смеси с малым количеством исходных формовочных материалов (песка в глины). Облицовочные и наполнительные формовочные смеси используют при изготовлении крупных и сложных отливок.
Единая смесь – это формовочная смесь, применяемая одновременно в качестве облицовочной и наполнительной смеси. Такие смеси применяют при машинной формовке и на автоматических линиях в серийном и массовом производствах. Единые смеси приготовляют из наиболее огнеупорных песков и глин с наибольшей связующей способностью, чтобы обеспечить их долговечность.
Формовочные смеси должны иметь высокую огнеупорность, достаточную прочность и газопроницаемость, пластичность, податливость и т. д.
Продолжительность отверждения смесей составляет 1–20 мин.
2.3 Технический контроль в литейном производстве
Основные задачи технического контроля: выявление причин отклонения качества отливок от заданного и нарушений технологического процесса, разработка мероприятий по повышению качества продукции; установление соответствия режимов и последовательности выполнения технологических операций, предусмотренных технической документацией; установление соответствия качества материалов, требуемых для производства отливок и т. д.
Контроль отливок прежде всего осуществляют визуально для выявления брака или отливок, подлежащих исправлению. Правильность конфигурации и размеров проверяют разметкой, плотность металла отливки – гидравлическими испытаниями под давлением воды до 200 МПа. Внутренние дефекты выявляют в специализированных лабораториях. Технический контроль возложен на отдел технического контроля завода.
Тщательному контролю подвергают литейную оснастку (модели, модельные плиты и др.) и весь технологический процесс на всех этапах производства отливок (контроль свойств формовочных и стержневых смесей, уплотнения в форме, качества стержней и правильности их установки, химического состава и технологических свойств сплава, температуры заливки и т. д.).
Дефекты отливок по внешним признакам подразделяют на наружные (песчаные раковины, перекос, недолив и др.); внутренние (усадочные и газовые раковины, трещины горячие и холодные и др.).
Незначительные дефекты в ответственных местах отливок исправляют заделкой замазками или мастиками, пропиткой различными составами, газовой или электрической сваркой.
Заделка дефектов замазками или мастиками – декоративное исправление мелких поверхностных раковин на отливках. Перед заполнением мастикой дефектные места очищают от грязи и обезжиривают. После заполнения раковин мастикой исправленное место заглаживают, подсушивают и затирают пемзой или графитом.
Пропитывание составами применяют для устранения пористости отливок. С этой целью их погружают на 8–12 ч в водный раствор хлористого аммония. Проникая в промежутки между кристаллами металла, раствор образует оксиды, заполняющие поры отливок. Для устранения течи отливки из цветных сплавов пропитывают бакелитовым лаком.Для лучшей обрабатываемости отливки подвергают отжигу.
Заключение
Методы переработки пластмасс в вязко-текучем состоянии требуют, как правило, при формообразовании изделий одновременного действия тепла и давления. К этим методам относятся прессование, литье под давлением, экструзия, каландрирование и т.д.
Горячее прессование термореактивных пластмасс применяется для изготовления деталей простой формы с ограниченным количеством арматуры или без нее. Оно заключается в непосредственном приложении внешнего давления к пресс-материалу, находящемуся в нагретой замкнутой пресс-форме. Пресс-материал под влиянием температуры и давления переходит в вязко-текучее состояние и заполняет полость пресс-формы. После отверждения и снятия давления готовое изделие извлекают.
Для получения деталей из термореактивных пластмасс необходимо определенное давление при одновременном нагреве пресс-материала до вязко-текучего состояния. Отверждение является результатом реакции полимеризации. Для изготовления деталей из термопластичных пластмасс требуются не только давление и предварительный нагрев, но и последующее охлаждение в пресс-форме до отверждения.
Для прямого прессования применяют специализированные гидравлические прессы.
Литейное производство – отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки (детали). При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию называют отливкой.
Литьем получают разнообразные конструкции отливок массой от нескольких граммов до 300 т, длиной от нескольких сантиметров до 20 м, со стенками толщиной 0,5–500 мм (блоки цилиндров, поршни, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков, станины прокатных станов, турбинные лопатки и т. д.).
Для изготовления отливок применяют множество способов литья:
в песчаные формы, в оболочковые формы, по выплавляемым моделям, в кокиль, под давлением, центробежное литье и др. Область применения того или иного способа литья определяется объемом производства, требованиями к геометрической точности и шероховатости поверхности отливок, экономической целесообразностью и другими факторами.
Литература
1. Технология металлов и других конструкционных материалов. Изд.2-е. М.А. Барановский, Е.И. Вербицкий, А.М. Дмитрович: Мн. Выш. школа.
2. Технология конструкционных материалов: Учебник для машиностроительных специальностей ВУЗов / А.М. Дольский, И.А. Арутюнова, Т.М. Барсукова и др.; Под ред. А.М. Дольского. – М.: Машиностроение, 2005.
3. Физика полимеров. Бартенев Г.М., Френкель С.Я.. - Л.: Химия, 1990.
4. Основы технологии переработки пластических масс. Бортников В.Г. – Л.: Химия, 1983.
5. Технология конструкционных материалов и материаловедение.
Кондратьев Е.Т.М.: Колос, 1983.
Перепечатка материалов без ссылки на наш сайт запрещена