Курсовая работа: Использование процессов сушки на фармацевтических фабриках и заводах
Курсовая работа: Использование процессов сушки на фармацевтических фабриках и заводах
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ЗДРАВООХРАНЕНИЮ И СОЦИАЛЬНОМУ РАЗВИТИЮ РФ
ГОУ ВПО "ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ МЕДИЦИНСКИЙ УНИВЕРСИТЕТ"
ФАРМАЦЕВТИЧЕСКОМ РЫНКЕ
КАФЕДРА ТЕХНОЛОГИИ ЛЕКАРСТВЕННЫХ ФОРМ И БИОТЕХНОЛОГИИ
КУРСОВАЯ РАБОТА
"ИСПОЛЬЗОВАНИЕ ПРОЦЕССОВ СУШКИ НА ФАРМАЦЕВТИЧЕСКИХ ФАБРИКАХ И ЗАВОДАХ"
Выполнил: студентка V курса 3 группы
Фармацевтического факультета
Очной формы обучения
Ткачева Анна Сергеевна
Руководитель: ассистент кафедры
Садыкова Т.В.
Волгоград
2009
Содержание
Введение
Основы сушки
Используемые сушилки
Список литературы
Приложения
Введение
Сушка - один из самых распространенных технологических процессов, используемый в химической, фармацевтической и пищевой промышленности. Трудно найти такое химическое и фармацевтическое производство, на котором не было бы операции сушки того или иного вещества или препарата. Наиболее часто сушка является завершающим этапом технологического процесса с получением целевого продукта.
Целями являются:
· облегчение и удешевление транспортировки материалов, для повышения их прочности;
· сушка многих лекарственных препаратов обеспечивает их консервирование и хранение;
· сушка необходима для последующего измельчения некоторых материалов.
Сушка - это процесс удаления влаги из твердого или пастообразного материала путем испарения содержащейся в нем жидкости за счет подведенного к материалу тепла.
Сушка широко используется в различных отраслях: в химическом, сельском хозяйстве и в химико-фармацевтическом производстве. Она применяется на различных стадиях технологического процесса: для подготовки сырья и получения полуфабрикатов; часто сушка является завершающим этапом производства, определяющим качество готового лекарственного вещества.
В промышленной технологии лекарственных препаратов сушка, как завершающий этап производства, существенным образом сказывается на качестве выпускаемой продукции (сухие экстракты, ферменты, витамины, антибиотики и др.).
Высокое качество, стабильность продукта зависит от технического уровня сушки - степени автоматизации и механизации режимов процесса, совершенства сушильной аппаратуры, чистоты воздуха. Современные концепции фармацевтической науки в области теории сушки свидетельствуют, что тепловые и массообменные процессы нередко сопровождаются изменением структурно-механических свойств высушиваемого материала, образованием полиморфных форм и кристаллогидратов лекарственных веществ, реакциями окисления, гидролиза, приводящие к изменению растворимости, всасывания, снижению или потере терапевтической активности лекарственных веществ. Правильно организованный процесс сушки позволяет сохранить или улучшить свойства материалов. Так, сушка таблеточного гранулята в контактных сушилках приводит к его спеканию, изменению цвета, неравномерному остаточному влагосодержанию, ухудшению сыпучести, разложению действующих веществ. Высушивание в псевдоожиженном слое уменьшает большинство этих недостатков, а в распылительной сушилке устраняет все.
Если сушить препараты, содержащие ферменты при 30°С, то они теряют 33 % активности. При добавлении к ферментному осадку крахмала инактивирование исключается, а сублимационная сушка позволяет получить стабильный препарат. Такое наблюдается при производстве термолабильных препаратов: антибиотиков, гормонов, витаминов, вакцин, сывороток и препаратов крови. Для сушки порошкообразных и зернистых материалов применяют барабанные и ленточные сушилки, а для мелкоизмельченного - сушилку с кипящим (псевдоожиженным) слоем.
Основы сушки
По способу подвода тепла к высушиваемому материалу различают следующие виды сушки:
1. Конвективная - путем непосредственного соприкосновения высушиваемого материала с сушильным агентом, в качестве которого чаще используют нагретый воздух или топочные газы (как правило, в смеси с воздухом).
2. Контактная - путем передачи тепла от теплоносителя к материалу через разделяющую их стенку.
3. Специальная.
К специальным видам сушки относятся: радиационная - путем передачи тепла инфракрасными лучами; диэлектрическая - путем нагревания в поле токов высокой частоты; сублимационная - сушка в замороженном состоянии при глубоком вакууме.
Из специальных видов сушки, применяемых относительно редко, в фармации получила распространение сублимационная - для высушивания термолабильных веществ (ферментов, гормонов, бактерийных препаратов, препаратов крови и др.)
Высушиваемый материал при любом методе сушки находится в контакте с влажным газом (в большинстве случаев воздухом). Поэтому изучение свойств влажного воздуха необходимо при рассмотрении процессов сушки и их расчетов.
Сушилки могут быть периодического и непрерывного действия. Сушилки периодического действия отличаются низкой производительностью, громоздки и в ряде случаев не удовлетворяют требованиям промышленности из-за больших затрат тяжелого физического труда, потерь готового продукта и загрязнения производственных помещений. Поэтому, как правило, вместо малопроизводительных сушилок периодического действия рациональнее использовать аппараты непрерывного действия, в которых достигается сокращение продолжительности сушки, улучшается качество продукта, кроме того, значительно облегчается их обслуживание. Машины периодического действия целесообразно использовать на производствах небольшого масштаба с разнообразным ассортиментом продукции.
Используемые сушилкиКонвективные сушилки.
В конвективных сушилках сушильный агент, предварительно нагретый в калорифере, движется в сушилке и соприкасается с высушиваемым материалом. При этом сушилка может работать по основной схеме, т.е. с однократным нагревом сушильного агента или с частичным подогревом воздуха в сушильной камере или другими вариантами, в которых температура сушки будет ниже, чем в сушилке по основной схеме, при одинаковом общем расходе тепла.
В зависимости от назначения используют камерные, туннельные, ленточные и барабанные сушилки.
Камерные сушилки являются аппаратами периодического действия, работающими при атмосферном давлении. Их используют в малотоннажных производствах при невысокой температуре сушки, например при сушке таблеточной массы. Материал в этих сушилках сушится на лотках (противнях), установленных на стеллажах или вагонетках, находящихся внутри сушильной камеры. На каркасе камеры, между вагонетками, установлены козырьки, которые делят пространство камеры на три, расположенные друг над другом зоны, вдоль которых последовательно движется горячий воздух. Свежий воздух, нагретый в калорифере, подается вентилятором вниз камеры сушилки. Здесь он движется (путь воздуха показан на рисунке стрелками), два раза меняя направление и дважды нагреваясь в промежуточных калориферах. Часть отработанного воздуха с помощью шибера направляется на смешивание со свежим. В результате сушилка работает с частичной рециркуляцией воздуха и промежуточным подогревом, т.е. по варианту, обеспечивающему низкую температуру и более мягкие условия сушки.
Однако вследствие сушки в неподвижном толстом слое сушилки указанного типа имеют низкую производительность, а длительность процесса в них большая. Кроме того, в этих сушилках имеют место большие потери тепла при выгрузке материала и большие затраты ручного труда.
В таких аппаратах сушка производится периодически при атмосферном давлении. Сушилки имеют одну или несколько прямоугольных камер, в которых материал, находящийся на вагонетках или полках, сушится в неподвижном состоянии. Камеры загружают и выгружают через дверь, причем вагонетки перемещают вручную или при помощи лебедок.
Камерные сушилки обладают существенными недостатками, к числу которых относятся:
1) большая продолжительность сушки, т.к. слой высушиваемого материала неподвижен;
2) неравномерность сушки;
3) потери тепла при загрузке и выгрузке камер;
4) трудные и негигиеничные условия обслуживания и контроля процесса;
5) сравнительно большой расход энергии из-за недостаточной полноты использования тепла сушильного агента (особенно в конечный период сушки).
Разновидностью камерных сушилок является шкафная воздушно-циркуляционная сушилка, работающая с промежуточным подогревом и рециркуляцией части воздуха. Нагретый в воздухоподогревателе 7 воздух подается вентилятором 6 в нижнюю часть камеры 3 сушилки и проходит в горизонтальном направлении (слева направо) между противнями с высушиваемым материалом, установленными на вагонетках 1. Затем воздух проходит в воздухонагреватель 4 и движется через среднюю часть камеры в противоположном на - правлении (справа налево). В третий раз воздух нагревается в воздухонагревателе 4, после чего проходит направо через верхнюю часть камеры и удаляется из сушилки. Таким образом, воздух в сушилке движется зигзагообразно через три зоны, дважды нагреваясь и дважды меняя направление своего движения в камере. Часть отработанного воздуха возвращают в сушилку, регулируя его количество при помощи шибера 11.
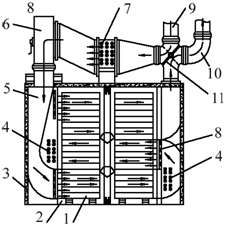
Шкафная воздушно-циркуляционная сушилка.
1 - вагонетки; 2 - сушильная камера; 3 - корпус; 4, 7 - воздухоподогреватели; 5 - воздуховод; 6 - вентилятор; 8 - сетка; 9 - вход воздуха; 10 - выход воздуха; 11 - шибер.
Работа по такой схеме улучшает использование тепла воздуха. Однако, сушилке описанной конструкции присущи все другие недостатки камерных сушилок, связанные с периодичностью их действия, ручным обслуживанием и сушкой материала в неподвижном слое.
Туннельные сушилки отличаются от камерных тем, что в них соединенные друг с другом вагонетки медленно перемещаются на рельсах вдоль очень длинной камеры прямоугольного сечения (коридора). На входе и выходе сушилки имеются герметичные двери, которые открываются для загрузки и выгрузки материала. Вагонетка с высушенным материалом удаляется из камеры, а с противоположного конца в нее поступает новая вагонетка с влажным материалом. Перемещение вагонеток механизировано. Сушильный агент может подаваться прямотоком или противотоком.
Такие сушилки обычно работают с частичной рециркуляцией сушильного агента и используются для сушки больших количеств штучного материала. По интенсивности сушки туннельные сушилки близки к камерным сушилкам. Туннельным сушилкам присущи основные недостатки камерных сушилок. Существенный недостаток туннельных сушилок - неравномерность сушки вследствие расслоения нагретого и холодного воздуха. Для более равномерной сушки повышают скорость сушильного агента, но вследствие этого приходится увеличивать длину коридора, чтобы время пребывания материала в сушилке было достаточным.
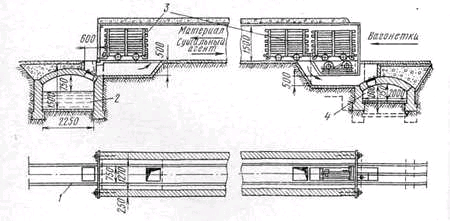
Туннельная сушилка: 1-рельсовый путь, 2-подводящий канал, 3-вагонетки, 4-отводящий канал;
Ленточные сушилки. В сушилках этого типа сушка материалов производится непрерывно при атмосферном давлении. В камере сушилки слой высушиваемого материала движется на бесконечной ленте, натянутой между ведущими и ведомыми барабанами. Влажный материал из бункера подается питателем 6 на один конец ленты, с другого конца материал пересыпается на нижерасположенную ленту и так до последней ленты, с которой высушенный материал пересыпается в приемник высушенного материала. Сушка осуществляется горячим теплоносителем, который движется противотоком или перекрестным током к направлению движения материала. Такая многоленточная сушилка успешно работает в производстве холосаса на стадии сушки шрота из семян шиповника.
Барабанные сушилки широко применяются для непрерывной сушки при атмосферном давлении зернистых и сыпучих материалов с влажностью 5÷60 %. Барабанная сушилка имеет цилиндрический барабан, установленный под небольшим углом к горизонту (1/15-1/50) и опирающийся с помощью бандажей на опорные ролики. Барабан вращается с помощью электродвигателя через зубчатую передачу и редуктор. Число оборотов барабана обычно - 5÷8 мин1. Положение барабана в осевом направлении фиксируется упорными роликами. Материал на сушку подают через бункер в питатель, где он предварительно подсушивается, перемешиваясь лопастями приемно-винтовой насадки, а затем поступает на внутреннюю насадку, расположенную вдоль почти всей длины барабана. Насадка обеспечивает хорошее перемешивание и распределение материала по всему сечению барабана, а также тесное соприкосновение при пересыпании с сушильным агентом - топочными газами или горячим воздухом. Сушильный агент и материал часто подают прямотоком, что помогает избежать перегрева материала, так как в данном случае наиболее горячий сушильный агент соприкасается с материалом, имеющим наибольшую влажность. Сушильный агент просасывается через барабан с вентилятором со средней скоростью, не превышающей 2÷3 м/с. При этом обеспечивается минимальный унос частичек материала. Перед выбросом в атмосферу отработанные газы очищаются от пыли в циклоне. На концах барабана устанавливают уплотнительные устройства (например, лабиринтные), затрудняющие утечку сушильного агента.
У разгрузочного конца барабана имеется подпорное устройство, которое позволяет поддерживать определенную степень заполнения барабана материалом; обычно степень заполнения не превышает 20 %. Время пребывания материала в сушилке регулируется скоростью вращения барабана и реже - изменением угла его наклона. Высушенный материал удаляется из камеры через разгрузочное устройство, с помощью которого герметизируется камера и предотвращается поступление в нее воздуха извне. Подсосы воздуха могли бы привести к бесполезному увеличению производительности и энергии, потребляемой вентилятором.
Устройство внутренней насадки барабана зависит от размеров и свойств высушиваемого материала. Так, для крупнокусковых и склонных к налипанию материалов устанавливают подъемно-лопастную насадку. Для крупнокусковых, малосыпучих материалов с большой плотностью применяют секторную насадку. Для мелкокусковых материалов, обладающих хорошей сыпучестью, используют распределительные насадки, выполненные в виде отдельных ячеек. Для материалов с очень маленькими частицами, дающих большое пыление, применяется перевалочная насадка с закрытыми ячейками. Для некоторых пастообразных материалов применяют комбинированную насадку: в передней части барабана подъемно-лопастную, а в остальной - распределительную или перевалочную.
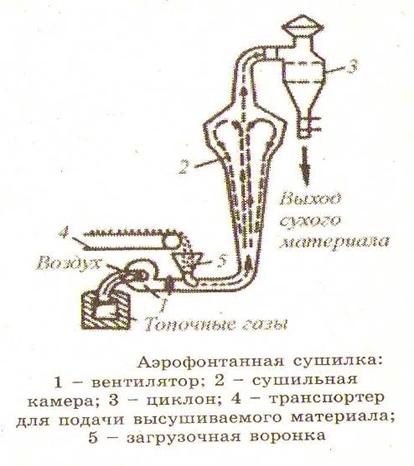
Аэрофонтанные сушилки. Для сушки зернистых неслипающихся, влажных и достаточно крупных материалов во взвешенном состоянии применяются аэрофонтанные сушилки. Это сушилки с вихревым потоком, в котором происходит закрученная циркуляция самого высушиваемого материала. В загрузочную воронку подается влажный материал, который захватывается потоком воздуха или смесью воздуха с топочными газами, и поступает в сушильную камеру, имеющую форму расширяющегося конуса. При такой форме камеры скорость газа внизу камеры превышает скорость осаждения самых крупных частиц, а вверху - меньше скорости осаждения самых мелких частиц. В указанном случае достигается более организованная циркуляция твердых частиц, которые поднимаются в центре и опускаются у периферии аппарата. Благодаря снижению скорости газов по мере их подъема улучшается распределение частиц по крупности и уменьшается унос пыли. Это, в свою очередь, повышает равномерность нагрева (более мелкие частицы, поднимающиеся выше, находятся в области более низких температур) и позволяет уменьшить высоту камеры. В сушильной камере происходит интенсивное перемешивание материала, поскольку он находится во взвешенном состоянии. Из камеры высушиваемый материал потоком газа увлекается в циклон, где материал отделяется от газа.
Основной недостаток аэрофонтанных сушилок - неравномерность сушки. Более равномерная сушка достигается в сушилках с кипящим слоем.
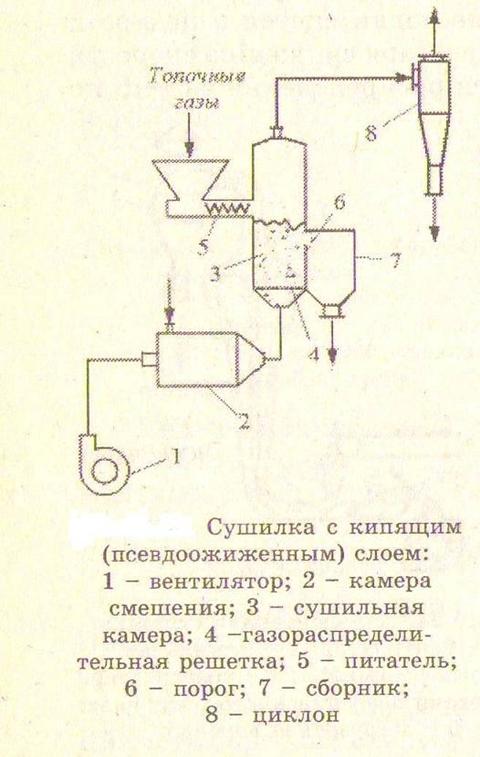
Сушилки с кипящим (псевдоожиженным) слоем. В сушилке с кипящим слоем материал уложен на решетку, через которую продувается сушильный агент со скоростью, необходимой для создания кипящего слоя.
В этой сушилке для устранения неравномерности сушки применяется направленное движение материала вдоль удерживающей его решетки. Для этого подача сырого материала производится в верхнюю часть с одной стороны сушилки, а удаление сухого материала - из нижней с противоположной стороны установки. Наиболее распространены однокамерные сушилки непрерывного действия. Применяют также многокамерные сушилки. Они состоят из двух или более камер, через которые последовательно движется высушиваемый материал. Для материалов, малочувствительных к нагреву, применяются двух - и трехсекционные ступенчато-противоточные сушилки с кипящим слоем. Достоинства сушилок с кипящим слоем: интенсивность сушки; возможность высушивания при высоких температурах, высокая степень использования тепла сушильного агента, возможность автоматического регулирования параметров процесса. Недостатки: большие расходы электроэнергии для создания значительных давлений (300÷500 мм вод. ст.), необходимых для кипения слоя, а также измельчение частиц материала в сушилке.
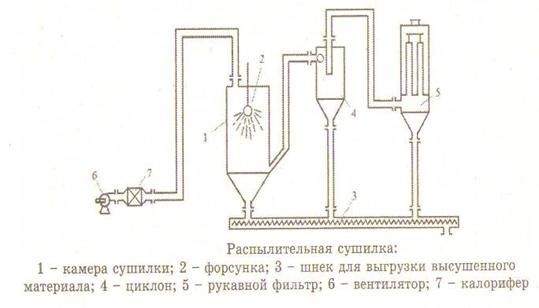
Распылительные сушилки. За последнее десятилетие разработка новых методов введения лекарственных препаратов и приспособлений для ингаляции сухих порошкообразных веществ и их безыгольной внутрикожной инжекции или пролонгированное парентеральное введение препаратов привело к росту потребности в порошковой лекарственной форме, имеющей в своем составе активные фармацевтические ингредиенты (АФИ).
В этих сушилках достигается высокая интенсивность испарения влаги за счет тонкого распыления высушиваемого материала в сушильной камере, через которую движется сушильный агент. При сушке в распыленном состоянии удельная поверхность испарения достигает столь большой величины, что процесс высушивания завершается чрезвычайно быстро (примерно 15÷30 с). В условиях почти мгновенной сушки температура поверхности частиц материала, несмотря на высокую температуру сушильного агента (около 150°С), лишь немного превышает температуру адиабатического испарения чистой жидкости. В результате достигается быстрая сушка в мягких температурных условиях, позволяющая получить качественный порошкообразный продукт, хорошо растворимый и не требующий дальнейшего измельчения. Возможна сушка и холодным теплоносителем, когда распыливаемый материал предварительно нагрет. Распылительная сублимационная сушка обычно включает:
1) распыление жидкого раствора или суспензии с использованием одножидкостных, пневмо- или ультразвуковых распылителей для формирования капелек
2) быстрое замораживание этих капелек в криогенном газе или жидкости
3) сублимация замороженной воды с последующим получением конечных сухих частичек.
Распыление осуществляется механическими и пневматическими форсунками, а также с помощью центробежных дисков. Порция жидкого материала распыляется в пар над криогенной жидкостью, такой, как жидкий азот или жидкий пропан с использованием либо пневмо- либо ультразвуковых распылителей. Капельки начинают замерзать во время пролета через холодную паровую фазу и полностью замерзают при соприкосновении с самой криогенной жидкой фазой. Находящиеся во взвеси замерзшие капельки можно собрать с помощью сепараторного сита или дав возможность криогенной жидкости удалиться с кипением. В литературе описаны различные установки и разные геометрические формы контейнеров для сбора замороженных капелек во время этого процесса.
Распылительная сублимационная сушка является технологическим процессом выбора, если от продукта требуются следующие свойства:
· пористая структура с большой удельной площадью поверхности
· свободно текущий порошок для употребления в качестве конечного или промежуточного продукта
· улучшение биодоступности чрезвычайно плохо растворимых в воде соединений
Пригодность процесса для получения определенных конкретных частиц и порошковой формы и соответствующий выбор основывается на потребностях для конкретного применения. Критериями оценки являются размер частиц, распределение их по размеру, текучесть порошка, эффективность процесса и выход продукта, масштабируемость, долгосрочная физическая стабильность порошка и его долгосрочная биохимическая стабильность. Показано, что распылительная сублимационная сушка является приемлемым методом, если значимыми критериями являются хороший контроль размера частиц, сферическая форма частиц и большой выход продукта. Более того, это может оказаться технологией выбора при необходимости повышения биодоступности плохо растворимых в воде фармацевтических препаратов.
Контактные сушилки.
Контактная сушка осуществляется путем передачи тепла от теплоносителя к материалу через разделяющую их стенку в контактных сушилках, которые делятся на периодически и непрерывно действующие. Из периодически действующих сушилок распространены вакуум-сушильные шкафы и гребковые вакуум-сушилки, в которых скорость сушки увеличивается за счет перемешивания материала медленно вращающейся горизонтальной мешалкой с гребками. Из непрерывно действующих применяют двухвальцовые атмосферные и вакуумные сушилки, а также одновальцовые формующие сушилки. Высушивание при пониженном давлении в замкнутом пространстве используется в тех случаях, когда материал чувствителен к высоким температурам.
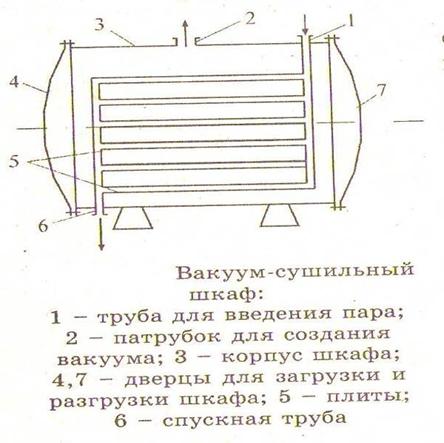
Простейшими контактными сушилками периодического действия являются вакуум-сушильные шкафы, которые в настоящее время широко используются в производствах с малотоннажным выпуском и разнообразным ассортиментом. К таким относится фармацевтическое производство, где применение высокопроизводительных механизированных сушилок непрерывного действия экономически нецелесообразно.
Вакуум-сушильный шкаф представляет собой цилиндрическую камеру, в которой размещены полые плиты, обогреваемые изнутри паром или горячей водой. Высушиваемый материал в виде сгущенной сметанообразной массы намазывается на противни (толщиной 0,5÷4 см), которые устанавливают на плиты. Камеру герметически закрывают с помощью дверец и соединяют патрубком с вакуумной линией. Сушка происходит под вакуумом при температуре около 50°С, что зависит от глубины вакуума. При этом образуется высокий (до 15÷20 см) слой пористого легкого материала хорошо растворяющегося в воде. Выгрузка материала производится вручную. Такие сушилки пригодны для сушки легкоокисляющихся, взрывоопасных и выделяющих вредные или ценные пары веществ. Однако они малопроизводительны и малоэффективны, поскольку сушка в них происходит в неподвижном слое при наличии плохо проводящих тепло зазоров между противнями и греющими плитами. Напряжение рабочей поверхности плит со стороны материала обычно не превышает 0,5-2,5 кг/ (м3-ч) влаги.
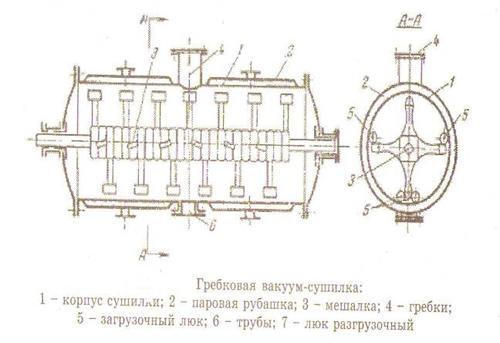
Гребковые вакуум-сушилки (приложение 1). В такой сушилке, имеющей цилиндрический корпус, паровую рубашку и мешалку, скорость сушки несколько увеличивается за счет перемешивания материала медленно вращающейся горизонтальной мешалкой с гребками. Гребки мешалки закреплены на валу взаимно перпендикулярно: на одной половине длины барабана гребки мешалки изогнуты в одну сторону, на другой - в противоположную. Кроме того, мешалка имеет реверсивный привод, автоматически меняющий каждые 5-8 мин направление вращения. Поэтому при работе мешалки материал, загруженный через люк, периодически перемещается от периферии к середине и в обратном направлении. Вал мешалки может быть полым и через него можно также осуществлять нагрев высушиваемого материала. Свободно перекатывающиеся трубы способствуют разрушению комков и дополнительно перемешивают материал. Разгрузка высушенного материала производится через люк. Корпус сушилки соединен с поверхностным или барометрическим конденсатором и вакуум-насосом. Производительность сушилки зависит от температуры греющего пара, величины разрежения и начальной влажности материала. Напряжение поверхности по влаге А колеблется в пределах 6-8 кг/ (м3"ч), т.е. выше, чем для вакуум-сушильных шкафов, но сушильный агрегат более сложен и требует больших эксплуатационных расходов.
Применение вакуумных сушилок, несмотря на их более высокую стоимость и сложность по сравнению с атмосферными "сушилками, диктуется технологическими соображениями: они пригодны для сушки чувствительных к высоким температурам веществ, а также для получения высушенных продуктов повышенной чистоты. Их применяют также в случаях, когда необходимо улавливание (конденсация) паров неводных растворителей, удаляемых из материалов.
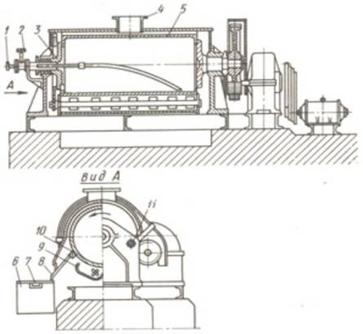
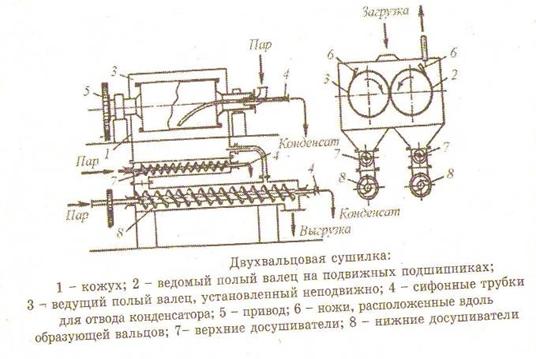
Вальцовые сушилки осуществляют непрерывную сушку жидкостей и текучих пастообразных материалов при разрежении или атмосферном давлении. Основной частью двухвальцовых сушилок, наиболее часто применяемых в фармацевтическом производстве, являются вальцы и медленно вращающиеся (п= 2÷10 об/мин) в кожухе навстречу друг другу. Сверху между вальцами непрерывно подается высушиваемый материала. Греющий пар поступает через полую цапфу внутрь каждого из вальцов, паровой конденсат отводится через сифонную трубку. Материал покрывает вращающуюся поверхность вальцов тонкой пленкой, толщина которой регулируется величиной зазора между вальцами. Обычно зазор - 0,5÷1,0 мм. Высушивание материала происходит интенсивно в тонком слое в течение одного неполного оборота вальцов. Пленка подсушенного материала снимается ножами, расположенными вдоль образующей каждого вальца. Чем тоньше слой материала на вальцах, тем быстрей и равномернее он сушится. Однако вследствие малой продолжительности сушки часто требуется досушивание материала. В сушилке материал после вальцов последовательно проходит сначала верхний досушиватель, затем - нижний. Одновальцовая сушилка представляет собой полый чугунный валец 5, вращающийся от электродвигателя. Пар, обогревающий валец, поступает через патрубок 2 и цапфу 3. Влажный материал подается в лоток 9, где перемешивается мешалкой. Конденсат отводится через сифонную трубку 1. Пленка материала, образующаяся на поверхности вальца, калибруется скребком, укрепленным на оси 11, и срезается ножом 10. Высушенный продукт по фартуку 8 через патрубок 7 поступает в ящик 6. Влажный воздух отсасывается через патрубок 4.
Специальные сушилки.
К специальным видам сушки, как указывалось ранее, относятся: радиационная, диэлектрическая и сублимационная. Соответственно этим видам сушки различают терморадиационные, высокочастотные и сублимационные сушилки.
Терморадиационные сушилки. Сушка в них осуществляется за счет тепла, сообщаемого инфракрасными лучами. Указанным способом к материалу можно подводить удельные потоки тепла, приходящиеся на 1 м2 его поверхности, в десятки раз превышающие соответствующие потоки при конвективной и контактной сушке. Поэтому при сушке инфракрасными лучами значительно увеличивается интенсивность испарения влаги из материала.
Однако при высушивании толстослойных материалов скорость сушки может определяться не скоростью подвода тепла, а скоростью внутренней диффузии влаги или требованиями, предъявляемыми к качеству высушиваемого материала: нарушение структуры, недопустимость коробления и т.п. В начальный период радиационной сушки под действием высокого температурного градиента влага может перемещаться вглубь материала до тех пор, пока под действием большей, противоположно направленной движущей силы (за счет градиента влажности) не начнется испарение влаги из материала. Поэтому терморадиационная сушка эффективна в основном для высушивания тонколистовых материалов или лакокрасочных покрытий.
Терморадиационные сушилки по способу обогрева генераторов инфракрасного излучения подразделяют на сушилки с электрическим и газовым обогревом. В качестве электрических излучателей применяют зеркальные лампы, элементы сопротивления (панелызые или трубчатые), керамические нагреватели - электрические спирали, запрессованные в керамической массе. Все эти нагреватели более сложны и инерционны, чем обычные ламповые, используемые в первый период применения терморадиационной сушки, однако они обеспечивают большую равномерность сушки.
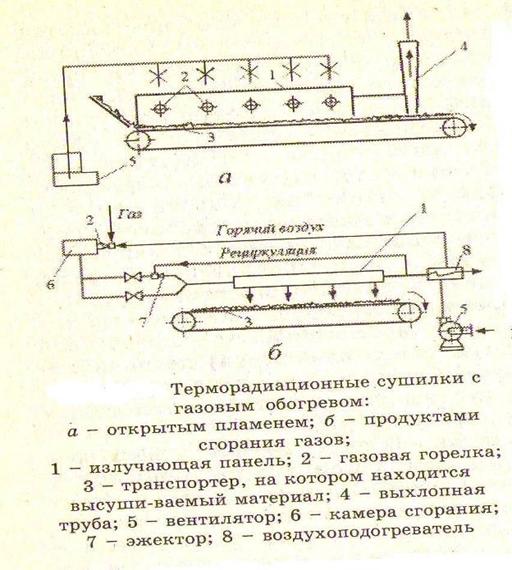
Терморадиационные сушилки с газовым обогревом обычно проще и экономичнее сушилок с электрообогревом. При газовом обогреве излучателями являются металлические или керамические плиты, которые обогревают открытым пламенем или продуктами сгорания газов. В первом случае обогрев излучающей панели открытым пламенем газовых горелок производится со стороны, обращенной к материалу, который перемещается на транспортере.
Лучшие условия труда и больший КПД достигаются с использованием второй схемы - при нагреве продуктами сгорания газов, движущимися внутри излучателя. Газ и горячий воздух поступают в горелку. Продукты сгорания из камеры б направляются на обогрев излучающей поверхности. По пути они подсасывают с помощью эжектора часть отработанных (рециркулирующих) газов для увеличения скорости потока теплоносителя и повышения коэффициента теплоотдачи от газов к поверхности излучения. Поступающий в горелку воздух вентилятором прокачивается через воздухоподогреватель, в котором используется тепло отходящих газов.
В современных радиационных сушилках с газовым обогревом эффективно используют излучающие насадки с беспламенным горением. Такие горелки могут быть использованы при сжигании низкокалорийного генераторного газа. Принцип беспламенного горения с излучающей насадкой-слоем состоит в том, что смесь горючих газов и воздуха пропускают через пористую стенку, выполненную из монолитного куска огнеупора (шамота и динаса), со скоростью, превышающей скорость воспламенения газовоздушной смеси. Вначале горение протекает в обычных условиях, затем пламя постепенно уменьшается и при разогреве стенки до яркого накала горение концентрируется на ее внешней поверхности, которая испускает мощные потоки тепловой радиации.
Терморадиационные сушилки отличаются относительно высоким расходом энергии - 1,5-2,5 кВт*ч на 1 кг испаренной влаги, что ограничивает их применение.
Высокочастотные (диэлектрические) сушилки. Применение сушки в поле токов высокой частоты эффективно для высушивания толстослойных материалов, когда необходимо регулировать температуру и влажность не только на поверхности, но и в глубине материала. Таким способом можно сушить материалы, обладающие диэлектрическими свойствами (пластмассы, смолы, древесину и др.).
Высокочастотная сушилка состоит из лампового высокочастотного генератора 1 и сушильной камеры. Из сети переменный ток поступает в выпрямитель, затем - в генератор, где преобразуется в переменный ток высокой частоты. Этот ток подводится к пластинам конденсаторов, между которыми движется на ленте высушиваемый материал. В сушилке материал высушивается сначала на ленте, а затем поступает на ленту, где досушивается. Под действием электрического поля высокой частоты ионы и электроны в материале, содержащем обычно некоторое количество электролита, например раствора соли, меняют направление движения синхронно с изменением знака заряда пластин конденсатора: дипольные молекулы приобретают вращательное движение, а неполярные молекулы поляризуются за счет смещения их зарядов. Эти процессы, сопровождаемые трением, приводят к выделению тепла и нагреванию высушиваемого материала.
Изменяя напряженность электрического поля, можно регулировать величину температурного градиента между внутренними слоями материала и его поверхностью, т.е. регулировать скорость сушки, а также избирательно нагревать лишь одну из составных частей неоднородного материала.
В поле токов высокой частоты возможна быстрая (за счет усиленной термодиффузии влаги) и равномерная сушка толстослойных материалов. Однако сушка в поле высокой частоты для большинства материалов оказывается дороже конвективной в 3-4 раза. Кроме того, оборудование сушилок в поле высокой частоты более сложное и дорогостоящее в эксплуатации. Поэтому применение высокочастотной сушки ограничено специальными случаями, например конвейерной сушкой мелких дорогостоящих изделий, и требует технико-экономического обоснования в каждом конкретном случае.
Сублимационные сушилки. Сублимационная сушка - это сушка материалов в замороженном состоянии. При этой сушке находящаяся в материале влага переходит в пар, минуя жидкое состояние, т.е. сублимирует. Такая сушка называется сублимационной, или молекулярной. Ее также называют лиофилъной сушкой. Термин "лиофильный" происходит от греческого lyo - растворяю и phileo - люблю и обозначает любящий растворение или легкорастворимый. Действительно, порошки, полученные указанным методом, очень гигроскопичны и легко растворимы.
Данный способ сушки позволяет сохранить основные биологические качества высушиваемых материалов и широко используется в фармацевтическом производстве при получении ферментов, антибиотиков, препаратов крови, иммуннобиологических препаратов и др.
сушка сублимация вакуум эвтектическая
Применительно к процессу сушки сублимация влажного материала - процесс сушки его в замороженном состоянии (сублимация льда, находящегося внутри материала). Как известно, состояние воды можно определить тремя фазами: твердой, жидкой и газообразной. Фазы могут существовать как самостоятельно, так и совместно, точка одновременного существования трех фаз называется тройной точкой. Для воды она характеризуется температурой 0,0098°С и парциальным давлением пара 4,58 мм рт. ст. Сублимация происходит при состоянии веществ ниже этой точки.
Эффективность применения вакуума при сушке сублимацией представлена в табл, по данным которой очевидно, что с увеличением разрежения падает и температура фазового перехода; при подводе тепла в условиях глубокого вакуума можно создать большие разности температур между материалом и источником тепла по сравнению с обычной вакуумной сушкой:
Зависимость температуры сублимации льда от давления окружающей среды
| Давление, мм рт. ст. | Температура сублимации,°С |
| 4,6 | 0,0098 |
| 1,0 | -17,50 |
| 0,001 | -39,30 |
Однако не следует считать, что сушка сублимацией возможна только в условиях глубокого вакуума. Еще в XVI XVII вв. производилась сушка в замороженном состоянии в зимнее время на открытом воздухе кож и тканей. В данном случае разность температур tx - tM очень мала (близка к нулю), поэтому такая сушки была очень длительной и промышленного применения не получили.
Данные исследований показали, что при постоянной температуре среды интенсивность испарения, продолжительность сушки или скорость отвода паров испаряющегося льда возрастают с уменьшением давления. Весь процесс сушки можно довольно четко разделить на три периода:
период самозамораживания, когда в результате снижения давления в сушильной камере происходит замораживание влаги в материале, при этом резкое снижение давления приводит к интенсивному испарению влаги с поверхности материала; при замораживании обычно испаряется до 10-15 % всей удаляемой влаги;
период сублимации, аналогичный периоду постоянной скорости сушки;
период испарения остаточной влаги.
Принципиальная схема. В сушильной камере, называемой сублиматором, находятся пустотелые плиты, внутри которых циркулирует горячая вода. На плитах устанавливают противни с высушиваемым материалом. Между плитами и противнями имеется зазор" что способствует передаче тепла преимущественно радиацией. В фармацевтическом производстве высушивание проводят из ампул, пенициллиновых флаконов или стеклотары несколько большей емкости, в которые наливают подлежащий высушиванию раствор или суспензию. Чаще замораживание проводят в отдельных низкотемпературных морозильных камерах. Емкости с замороженным, подлежащим высушиванию материалом быстро загружают в охлажденную камеру сублиматора, который герметизируют и устанавливают необходимые параметры процесса. В процессе сублимации паровоздушная смесь из сублиматора поступает в трубы конденсатора-вымораживателя, в межтрубном пространстве которого циркулирует хладоагент (рассол, охлажденный этанол и др.). Конденсатор включается в один циркуляционный контур с испарителем (аммиачным, фреоновым и др.) холодильной установки, и соединяется с вакуум-насосом, предназначенным для отсасывания неконденсирующихся газов и воздуха из сублиматора. В трубах конденсатора происходят конденсация и замораживание водяных паров. Для непрерывного удаления из конденсатора образующегося в нем льда устанавливают два конденсатора, которые попеременно работают и размораживаются.
Первой стадией сублимации является замораживание, и его следует проводить с учетом эвтектических температур, которые являются индивидуальными для каждого вещества. Эвтектическая температура - это наибольшая температура, при которой происходит кристаллизация (замораживание) подлежащего высушиванию материала. При указанной температуре находятся в равновесии жидкость и образующаяся при замораживании твердая фаза. Замораживание растворов, как и замораживание чистых веществ, происходит при постоянной температуре. Установление эвтектической температуры лабильных препаратов является обязательным, так как позволяет определить допустимый уровень нагревания при высушивании препаратов.
Определяют эвтектические температуры различными методами:
· термическим;
· измерением сопротивления замороженного раствора;
· дифференциально-термическим;
В основе термического способа определения эвтектических температур лежит наблюдение за температурой материала в процессе медленного замораживания-оттаивания. На кривой изменения температуры оттаивания (нагревания) материала, замороженного ниже эвтектической точки, образуется плато, соответствующее времени, когда тепло, поступающее извне, не приводит к повышению температуры, а расходуется на плавление льда при данной эвтектической концентрации раствора. Получить такую площадку можно при достаточно большом содержании вещества в растворе, поэтому метод применим не во всех случаях.
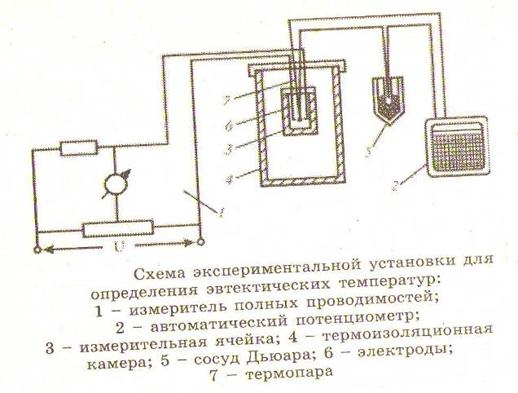
Электрическое сопротивление наиболее точно характеризует состояние замороженного раствора. Сущность этого метода заключается в том, что одновременно измеряют температуру и электрическое сопротивление медленно нагреваемых растворов и препаратов, предварительно замороженных ниже эвтектических температур. Температура, при которой наблюдается переход электрического сопротивления от бесконечно большого к конечному (его можно измерить), и будет соответствовать эвтектической температуре.
Эвтектические температуры препаратов можно определить на установке, состоящей из следующих приборов: измерителя полных проводимостей мостового типа, автоматического потенциометра измерительной ячейки и термоизоляционной камеры с охладительной средой. Измерение эвтектических температур проводится следующим способом. Измерительную ячейку термостатируют при 293 К, мост устанавливают на нулевую точку. В ячейку помещают 0,005 кг исследуемого раствора препарата и замораживают. Когда температура исследуемого раствора достигнет 203 К охлаждение прекращают. Ячейку помещают в термостат, имеющий температуру 293 К, где раствор медленно нагревается. Мостом измеряют удельное электрическое сопротивление замороженного раствора, а потенциометром - температуру. Показания приборов снимают одновременно при определенном значении температуры. При этом определенной температуре соответствует определенное значение удельного сопротивления.
При полном замораживании образца, представляющего собой ледяной блок, электрический ток не проходит и сопротивление в таком состоянии измерить не удается. При оттаивании блока сопротивление можно измерить и с повышением температуры оно возрастает. Точки, в которых наблюдается переход от линейной зависимости к криволинейной, будут соответствовать эвтектическим температурам исследуемых растворов.
Различные вещества характеризуются своими эвтектическими точками (температурами). Поэтому их учитывают при замораживании растворов, поскольку свойства конечного сухого продукта, высушенного сублимацией, будут изменяться в зависимости от условий замораживания. Режимы замораживания влияют на размеры полученных кристаллов замороженного продукта. Так, при медленном замораживании образуются крупные кристаллы, при быстром - мелкие. Из мелких кристаллов сушка идет быстрее, так как в этом случае отношение поверхности к объему материала будет больше. При сушке мелких кристаллов получается светлый, легко растворяющийся порошок, при медленном - осмоленный, хуже растворяющийся.
Механизм переноса влаги (в виде пара) от поверхности испарения при сублимационной или молекулярной сушке специфичен: он происходит путем эффузии, т.е. свободного движения молекул пара без взаимных столкновений их друг с другом.
Исследования и промышленная проверка подтвердили, что сублимационная сушка является наилучшим методом качественного консервирования при производстве целого ряда новых лекарственных средств, содержащих вещества биологического происхождения, выпуск которых с каждым годом все более расширяется. Поэтому использование термолабильных веществ для приготовления многих высокоэффективных препаратов биологического происхождения невозможно без сохранения их нативных свойств. Термолабильные вещества имеют различные структурные особенности, что необходимо учитывать при их сушке. Технологические параметры устанавливаются экспериментально и являются индивидуальными для каждого высушиваемого материала. Несмотря на большое количество накопленного материала по данному вопросу, общие закономерности по технологии сушки препаратов биологического происхождения, которые можно было бы использовать в промышленности, не найдены. Для каждого препарата их необходимо разрабатывать индивидуально.
В настоящее время общепризнанно, что при сублимационной сушке происходят некоторые изменения свойств исходного сырья, но они минимальны по сравнению с результатами консервирования ранее известными методами. Несмотря на многочисленность выполненных исследований, в изучении этого перспективного метода консервирования остается много неясных вопросов, решение которых возможно лишь в ходе дальнейшего изучения процесса накопления экспериментальных данных и теоретических представлений о нем. Удаление влаги из материалов должно проводиться при оптимальных условиях, которые находятся путем лабораторных исследований, а затем проверяются и переносятся в промышленные. Оптимальный режим должен обеспечивать минимальную продолжительность сушки и наилучшие технологические свойства высушенного препарата, эффективное использование соответствующего оборудования.
Сублимационная сушка применяется в лабораторных и промышленных масштабах в медицине и биологии для консервирования препаратов крови и кровезаменителей, биологических растворов, сывороток, микробных культур, в производстве антибиотиков, гормональных препаратов, а также в химико-фармацевтическом и пищевом производствах при выработке продуктов, превосходящих по качеству законсервированные другими способами. Сублимационное высушивание становится одним из основных методов подготовки для длительного хранения сырья растительного и живого происхождения и фармацевтических материалов.
На практике получили применение терморадиационные сублимационные сушилки с непрерывной загрузкой и периодической выгрузкой материала.
Список литературы
1. Государственная фармакопея XI издания, вып. 1,2. М.: Медицина, 1987 г. Х издания, М.: Медицина, 1968 г.
2. Технология лекарственных форм в 2-х томах: т. 1 под ред. Т.С. Кондратьевой, т. 2 под ред. Л.А. Ивановой. М.: Медицина, 1991 г.
3. Дытнерский Ю.И. Процессы и аппараты химической технологии.2 т. М.: Химия, 1995 г.
4. Чубарев В.Н. Фармацевтическая информация. Под ред. академика РАМН, док. фарм. наук, проф. А.П. Арзамасцева. М., 2000 г.
5. Шилова С.В., Пузакова С.М. и др. Организация производства лекарственных средств с учетом правил GMP. Химико-фармацевтическое производство. Обзорная информация. M.: ВНИИСЭНТИ, 1990 г.
6. Чуешов В.И., Зайцев А.И., Шебанова С.Т. Промышленная технология лекарств, 2002 г.
Приложения
Приложение 1
Приложение 2
Приложение 3
Приложение 4
Приложение 5
Приложение 6
Приложение 7
Приложение 8
Перепечатка материалов без ссылки на наш сайт запрещена